
> 前編で学んだ「可変レイヤー高さ」の自動モード。後編では手動調整の方法と、実際にハマりやすい5つの罠を解説します。バンディング・スパイラルモード非互換・ノズル詰まりの原因と対策を知れば、品質と速度のシーソーを自分に有利に動かせるようになりますよ。
シリーズ: 3Dプリント実践ラボ Season 6
エピソード: Episode 8 後編
配信日: 2026年3月3日
Podcast: Spotify で聴く
YouTube: 動画で観る
🔙 前編の振り返りと後編でやること

前編では「ステアケース現象」の正体と、可変レイヤー高さの仕組み、そしてBambu Studio の自動モードの使い方を一通り見ていきました。
自動モードを使えば、スライサーがモデルの角度を解析してレイヤー高さを自動で割り振ってくれるんですよね。急な角度のある部分は薄いレイヤーで滑らかに、緩やかな面や垂直に近い壁は厚いレイヤーで高速に、という感じで。
でも「試してみたら縞模様が出た」「スパイラルモードと一緒にしたら壊れた」「そもそもどこを手動で触ればいいか分からない」という声もよく聞くんですよね。
そこで後編では、①手動調整の方法、②知っておくべき5つの罠、③失敗しない推奨ワークフロー の3本立てで解説していきます。
🖱 手動調整の基本 ─ マニュアルモードを使いこなす
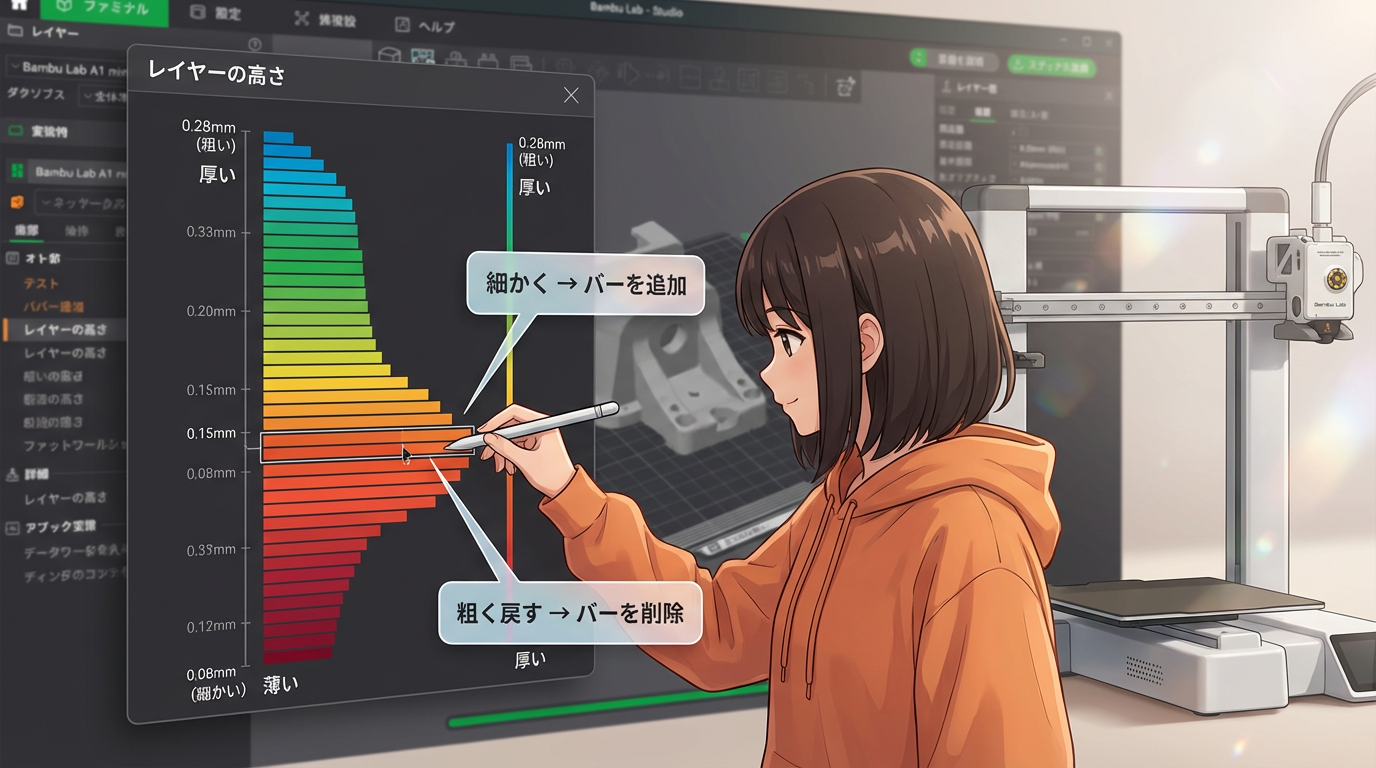
自動モードを実行すると、右パネルにカラフルなヒストグラムバーが並びますよね。あの各バーは「このZ高さ範囲ではこのレイヤー高さを使う」という設定を視覚化したものなんですよ。
ヒストグラムバーを「塗り替える」
自動生成されたバーは、手動でドラッグして上書きできます。細かくしたい場所は薄いレイヤーの色(緑 = 0.08mm)をクリックしてから塗り直し、粗く戻したい場所は厚いレイヤーの色を選んで上塗りする、というイメージです。
例えばフィギュアの目の部分。顔全体を0.08mmにすると印刷時間がとんでもないことになりますが、目の周辺だけを「緑」に上書きすれば、ほかはそのままで目のディテールだけ精細に仕上げられるんですよね。
失敗しても大丈夫です。リセットボタンで自動生成直後の状態に戻せますし、Shift+クリックで特定の範囲だけ元に戻すこともできます。
✨ 手動調整が輝く3つの活用シーン
① 球体・ドーム型モデルの頂点
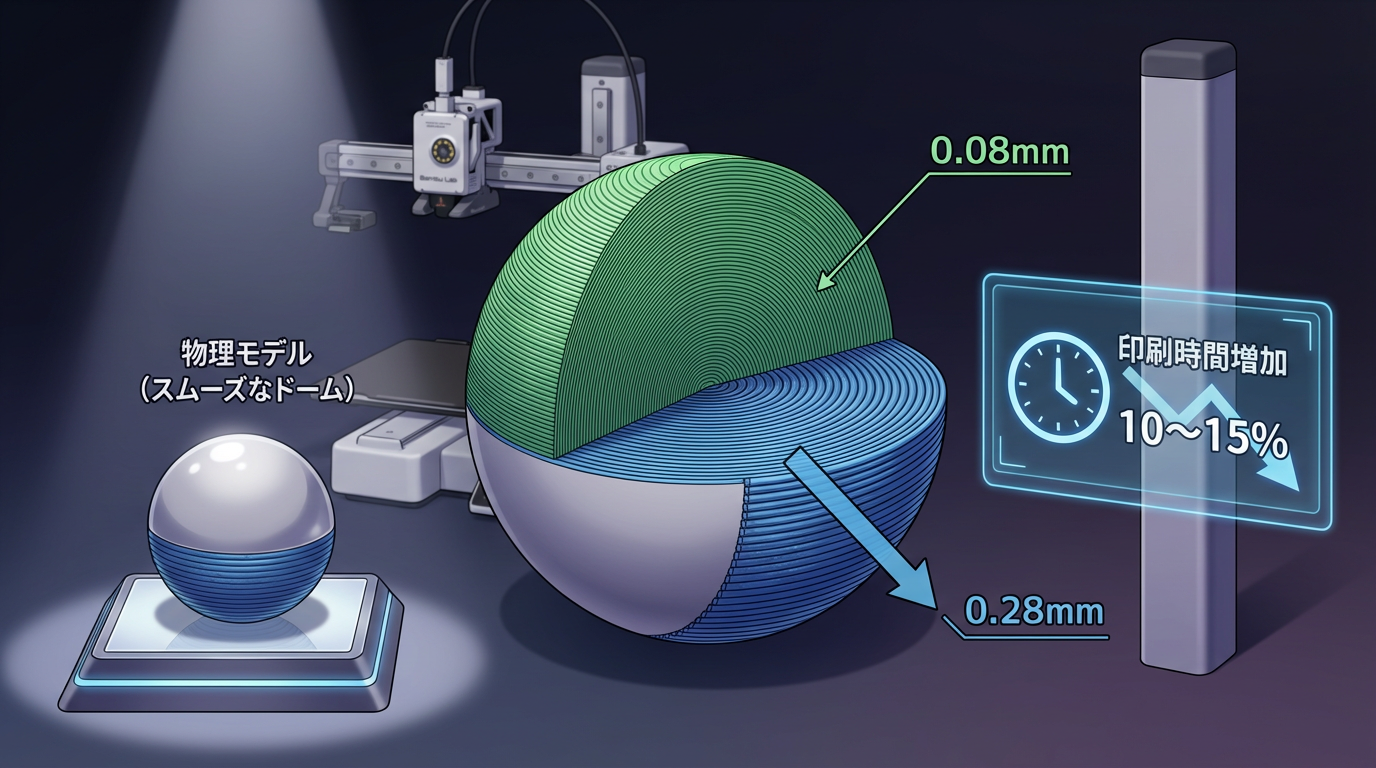
球体を印刷するとき、天面の頂点付近だけ 0.08mm に設定して、側面や底面は 0.28mm のまま残す、という使い方が非常に効果的です。印刷時間は 10〜15% 増しになりますが、頂点のなだらかな段差がほぼ消えてくれます。全体を薄くするよりずっと現実的な時間で済むんですよね。
② フィギュア・有機形状

人間の目線がどこに集中するかを考えてみてください。頬の丸みや鼻の頂点、頭頂部のシルエットなど、「ここが崩れたら残念だな」と感じるポイントが絞り込めるはずです。そういう部分だけをピンポイントで 0.12〜0.08mm に設定すれば、塗装前の処理時間も大幅に削減できます。全部を均一に薄くするより断然スマートなやり方だと思います。
③ テキスト・エンボス加工
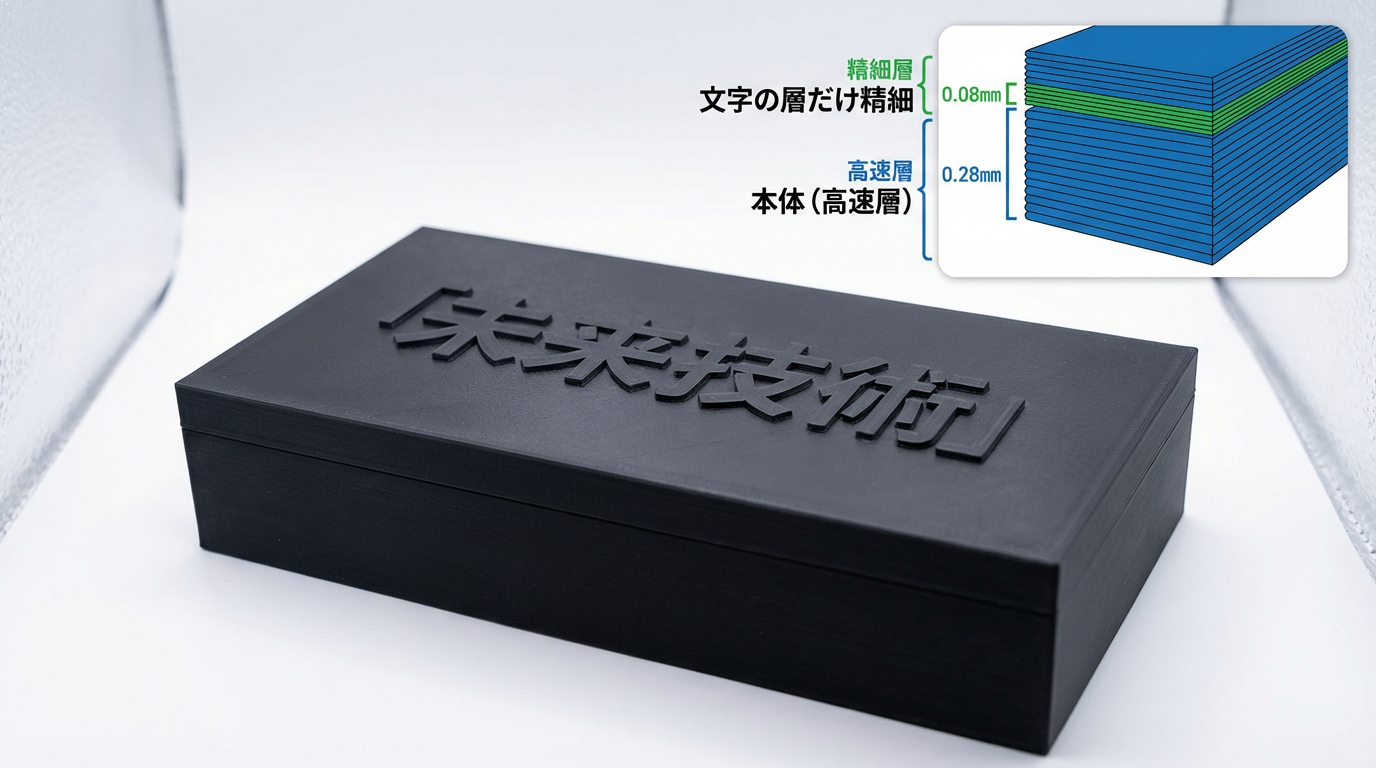
文字が刻まれているモデルの場合、文字が存在するZ範囲だけをピンポイントで 0.08mm に設定できます。本体の大部分は 0.24mm で爆速にしつつ、文字の層だけきれいに仕上げる、という贅沢な使い方ですね。エンボスやデボス加工のモデルに特に有効なんですよね。
⚠️ 知っておくべき5つの罠
罠① バンディング(縞模様)が出る

厚い層から突然薄い層へと急変したとき、押し出し量の変化率が大きすぎてエクストルーダーが追いつけなくなります。結果として木の年輪のような横ジマ(バンディング)が出てしまうんですよね。
シルク系PLA や PETG のような光沢素材は特に目立ちやすいので注意が必要です。
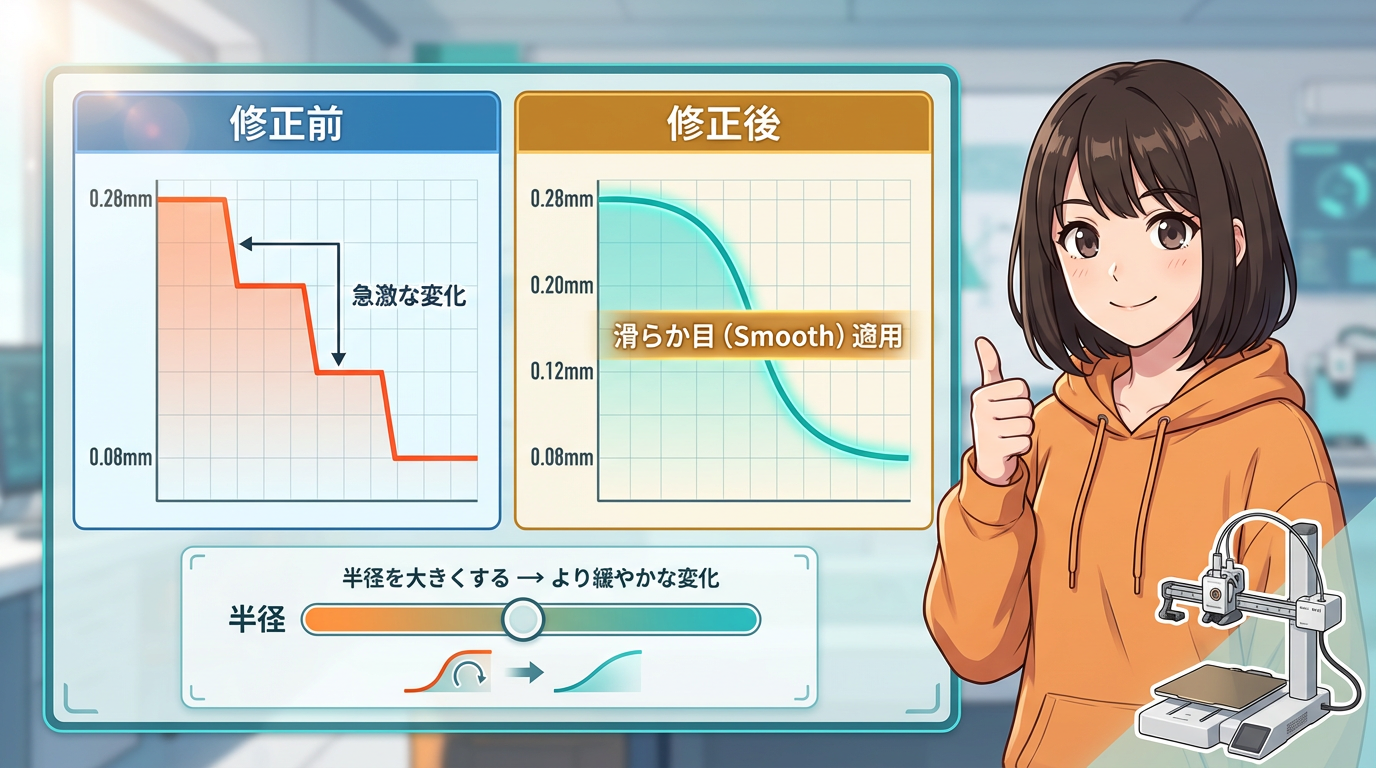
対策は「滑らか目(Smooth)」機能をONにすること。急変箇所を段階的にグラデーション補間してくれるので縞模様が出にくくなります。ただし順番が大切で、「最小限に抑える」チェックをONにしてから「滑らか目」をON にする、というステップを守ってください。逆にすると効果が薄いです。
罠② スパイラルモード(Spiral Vase)との非互換
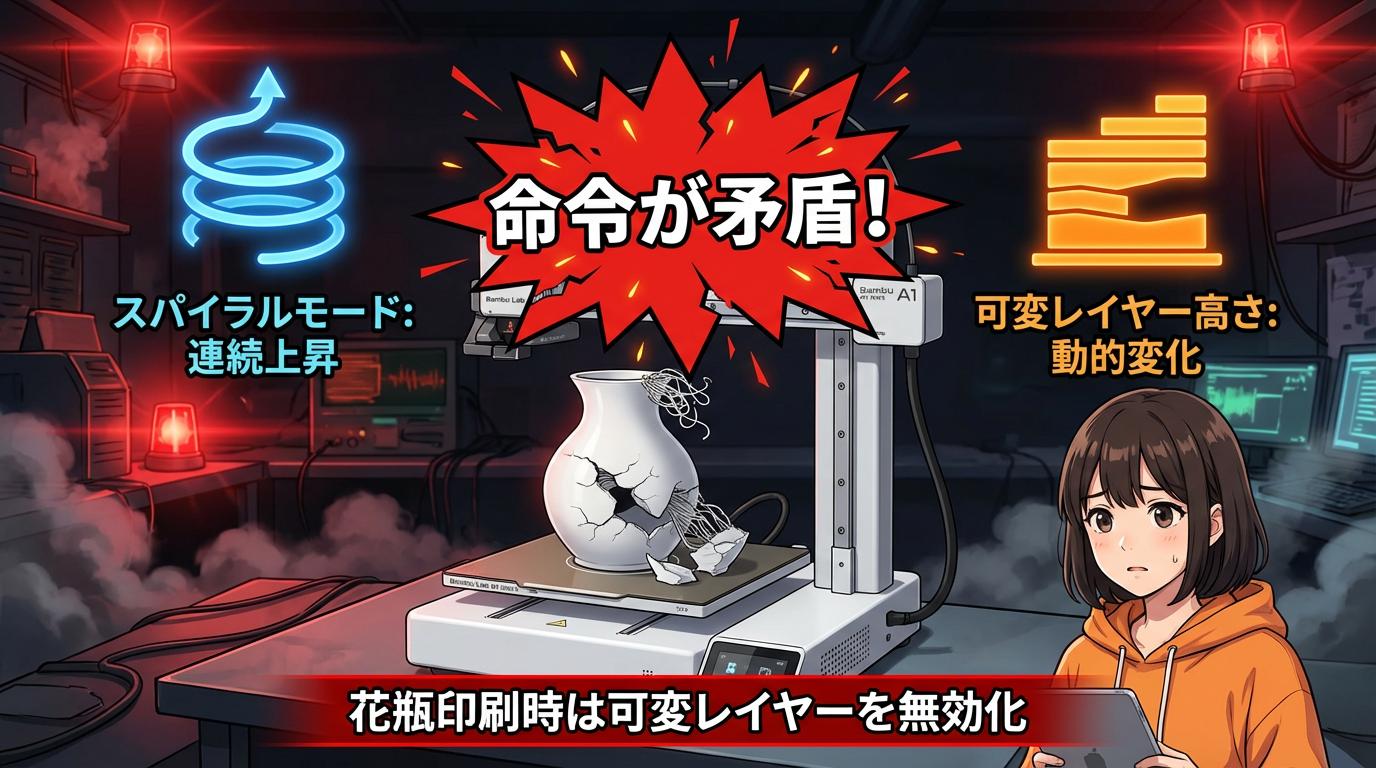
スパイラルモードは Z 軸を一定速度で連続上昇させる前提で動いています。可変レイヤー高さはその速度を層ごとに変えようとするため、命令が完全に矛盾してしまうんですよね。
両方をONにすると計算が破綻して、壁に穴が開いたり造形が崩壊したりします。花瓶やランプシェードを印刷するときは可変レイヤー高さは使わない、と決めておくのが一番安全です。
罠③ Organic ツリーサポートとの競合
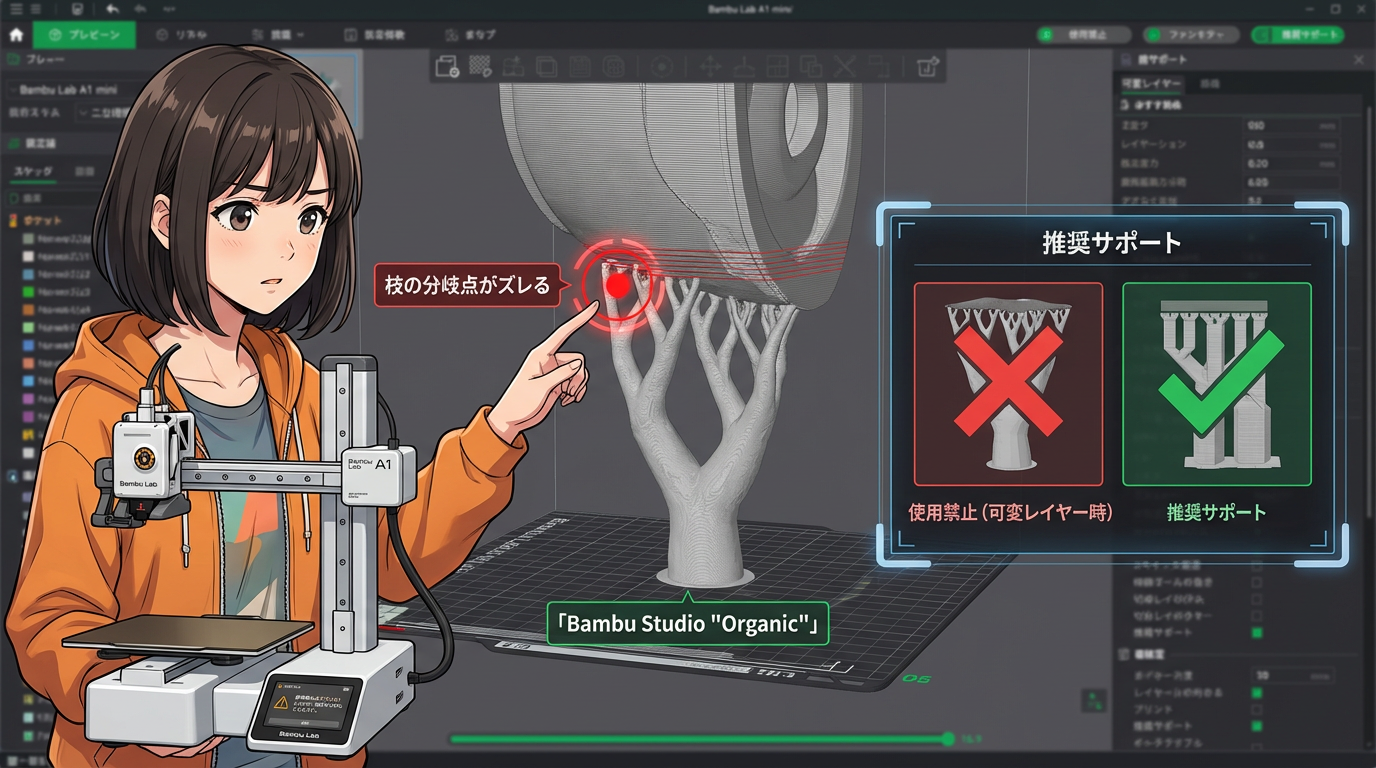
可変レイヤー高さを使っているとき、Organic ツリーサポートの枝の分岐点がモデルの Z 座標と同期できないことがあります。サポートがモデルに届かない、あるいは変な角度でくっついてしまう、といった症状が出るんですよね。
サポートが必要なモデルには「Default」か「Normal」サポートを選ぶのが無難です。
罠④ マルチカラー時のプライムタワー消失
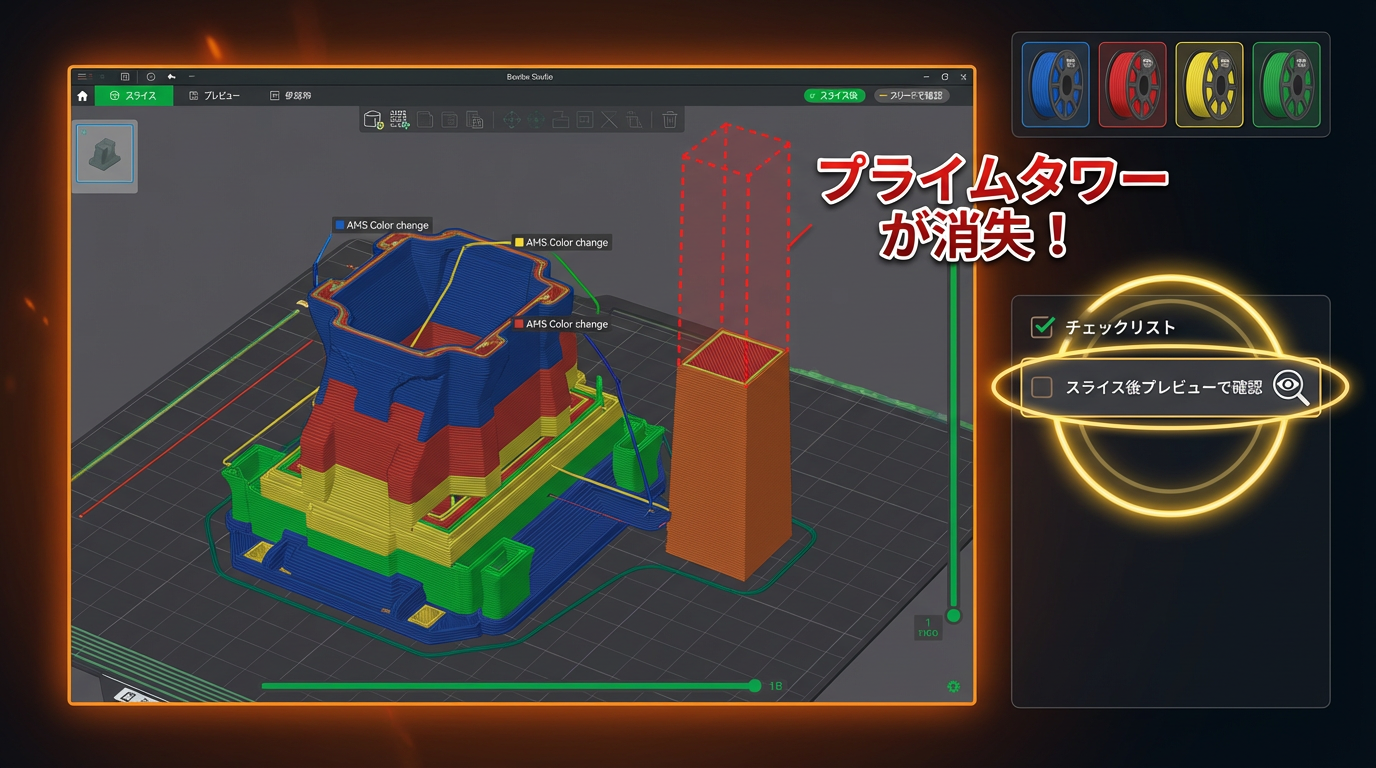
AMS を使ったマルチカラー印刷に可変レイヤー高さを組み合わせると、プライムタワーが途中で生成されなくなることがあります。プライムタワーが消えると色の切り替え時の不純物がモデルに混入してしまうので、見落とすとかなりダメージが大きいです。
スライス後のプレビューで、プライムタワーが最上部まできちんと建っているかを必ず確認してください。
罠⑤ 0.04mm 以下の極薄でノズル詰まりリスク急増

最小レイヤーを 0.04mm などに設定すると、1 層あたりの押し出し量が極微量になります。その微量なフィラメントをヒーター内でゆっくり溶かしている間に熱ダレや炭化が起きやすくなり、ノズル詰まりリスクが急増するんですよね。
メーカーが設定している下限の 0.08mm には、安全な押し出し量を確保するちゃんとした理由があります。「もっと薄くすれば綺麗になるはず」と思いがちですが、そこは守ったほうがいいです。
📋 失敗しない推奨ワークフロー 5 ステップ
長くなりましたが、結局どういう順番でやればいいの?という疑問に答えるために、実際に僕が使っているワークフローをまとめます。
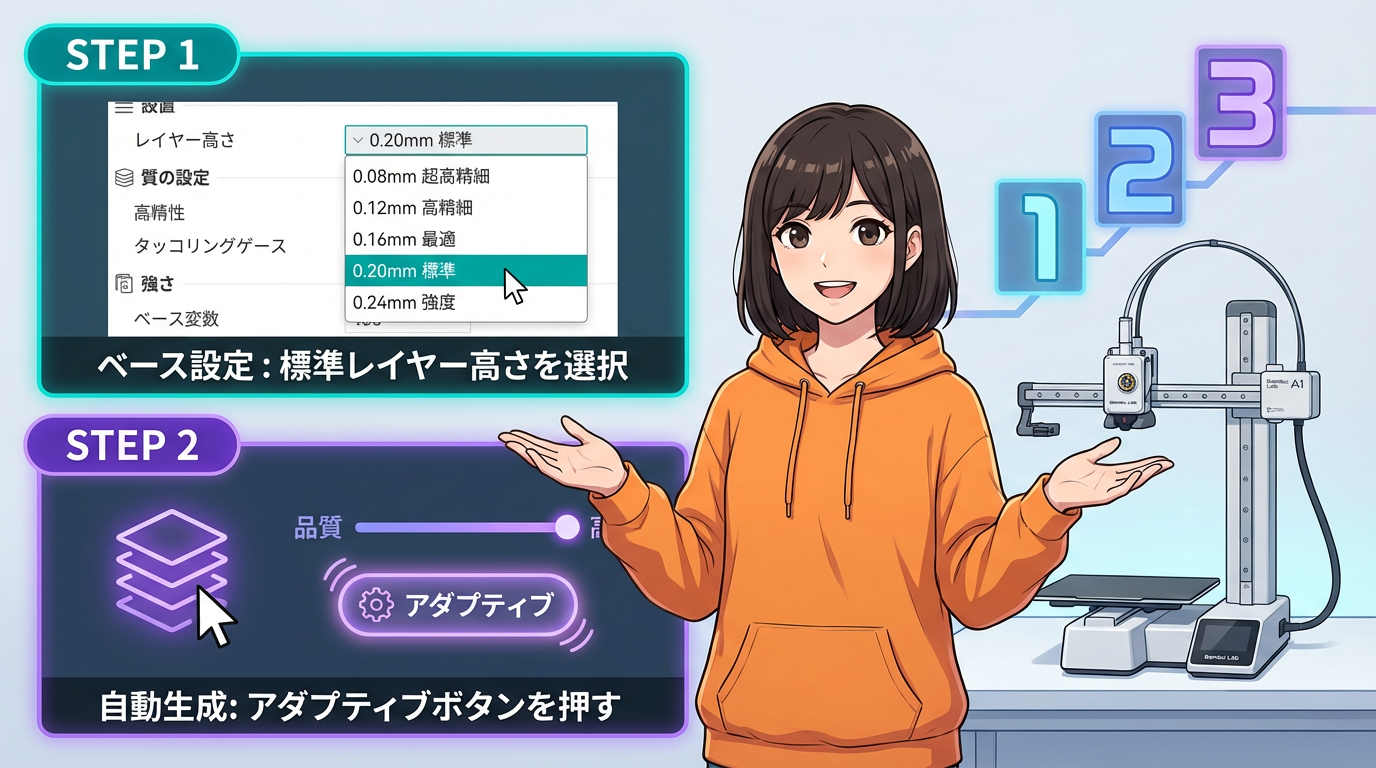
【ステップ①】ベース設定
まず標準レイヤー高さを決めます。0.20mm か 0.24mm が扱いやすいと思います。ここが全体の「基準線」になるので、最初にしっかり選んでおきましょう。
【ステップ②】自動生成
可変レイヤー高さのアイコンをクリック。品質寄りにスライダーを動かしてから「アダプティブ」ボタンを押します。カラーマップが表示されればOKです。
【ステップ③】手動確認・微調整
カラーマップを上から下まで眺めて、気になる箇所をバーでドラッグ修正します。「ここはもっと細かくしたい」「ここは粗くて構わない」というポイントを直感的に調整できます。
【ステップ④】スムージング
「最小限に抑える」チェックをON にしてから、「滑らか目」をON にします。カラーマップの境界がグラデーションになっていれば成功です。
【ステップ⑤】スライス前の指差し確認
印刷前に以下を確認してからスライスボタンを押します。
- スパイラルモードがOFF になっているか
- サポートが Organic ツリーになっていないか
- プライムタワーが正常に建っているか(AMS 使用時)
この5ステップを守れば、大きなトラブルはほとんど防げると思います。
まとめ ─ シーソーの支点を動かそう
品質と速度はシーソーです。どちらかを上げればもう片方が下がる、というのは 3D プリントの基本的なジレンマですよね。
でも可変レイヤー高さのアルゴリズムを理解すれば、そのシーソーの支点を自分に有利な位置に動かせるんですよ。「綺麗にしたい場所だけ薄く、速くていい場所は厚く」という選択的な配分ができれば、全部を薄くするより何倍も効率的に高品質なプリントが仕上がります。
まずやってみてほしいアクションはこれです。「最小限に抑える」をON にしてから「滑らか目」をON にして、カラーマップのグラデーション変化を確認してみてください。そのまま印刷して、完成品を手で触ってみましょう。バンディングのザラザラ感と、スムージング後のなめらかさの違いが指でわかると思います。
次のエピソード予告
Season 6 の次回は「ファーストレイヤー番長になれ ─ ベッドレベリングとオフセット調整の全部入り」をお届けする予定です。どんな設定も、ファーストレイヤーが崩れたら終わりですからね。
毎日更新しているので、チャンネル登録とフォローをお願いします。高評価もぜひ。
関連リンク
- Blog: https://mardna810.com/
- YouTube: https://www.youtube.com/@3dbox203
- Note: https://note.com/mar810
- Podcast: https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🔥 みんなが読んでる人気記事

