

みなさん、こんにちは!まーです。👋
前編ではA1 miniの各軸の仕組みと、ビルドプレート・ノズル・リニアレール・ベルトテンションのメンテナンス手順をお届けしました。
「清掃が先、注油は後」「レールにはオイル、スクリューにはグリス」——この2つの大原則、頭に入ってますか?
後編では、前編では予告だけだったZ軸リードスクリューのグリスアップに加えて、印刷時間ベースのメンテナンススケジュール、そして経験者でもやりがちな「陥りやすい罠5つ」をお届けします。
特に罠5つは「やってる気になってるけど逆効果」という落とし穴なので、3Dプリンターに慣れてきた方こそ読んでほしい内容です。
前編をまだ読んでいない方はこちらから。
- 前編 →
YouTubeはこちら: https://www.youtube.com/@3dbox203
Podcastはこちら: https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
① Z軸リードスクリューのグリスアップ 🔩
なぜZ軸だけ「グリス」なの?
前編でも少し触れましたが、改めて。
X/Y軸のリニアレールは「高速往復」——なので粘度の低いオイルでOKです。
でもZ軸は全然違います。X軸アーム全体とツールヘッドを乗せたまま、重力に逆らってゆっくり・正確に上昇し続ける仕事をしています。
サラッとしたオイルだと、この重い荷物の圧力ですぐにオイルが押し流されて油膜が途切れてしまう。だからドロッとしたグリスで、重力に負けないしっかりした油膜を保持する必要があるんです。
グリスが劣化してスラッジ(古いグリスとホコリ・金属粉が混ざった泥状の汚れ)になると、Z軸の昇降抵抗が不均一になります。その結果が「Zバンディング」——造形物の側面に等間隔の横縞が入るあの症状です。
「ググッ」「ガタガタ」という低い振動音が聞こえてきたら、グリスの油膜が途切れているサイン。すぐに対処を。
実際の手順をステップで解説 📋
用意するもの
- PTFEシリコングリス or ホワイトリチウムグリス(Super Lube 92003、Lucas Oil 10533等)
- 不織布(キムワイプ等)
- 古い歯ブラシ
- ペーパータオル
絶対に使わないこと:CRC-556やWD-40などの浸透潤滑剤。 理由は前編と同じ、溶剤がグリスを溶かすから。
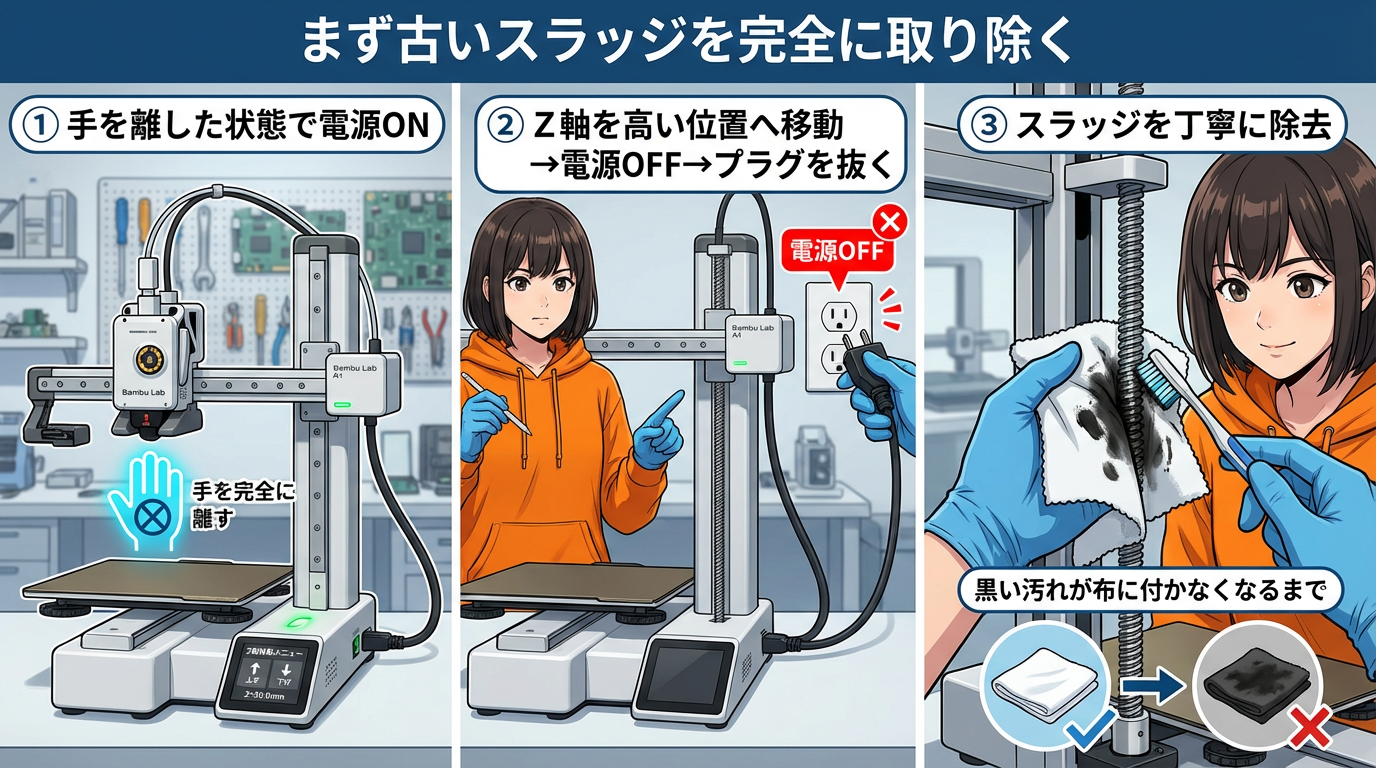
STEP 1:Z軸を作業しやすい高さに移動する
電源を入れた状態でメニューからZ軸を、目線の高さくらいの位置まで移動させます。その後、すぐに電源を切ってコンセントを抜く。電源ONのまま作業は厳禁です。
STEP 2:古いスラッジを完全に除去する
ここが一番重要なポイントです。
リードスクリューのネジ山に溜まった古いグリスとスラッジを、不織布とペーパータオルで拭き取ります。さらに古い歯ブラシを使ってネジ溝の奥まで丁寧にかき出す。
「古いスラッジを残したまま新しいグリスを足す」は最悪の行為です。 新しいグリスが古いスラッジと混ざり合って、さらに悪質な研磨材になるだけ。金属の地肌が見えるくらいまできれいにしてから次のステップへ。
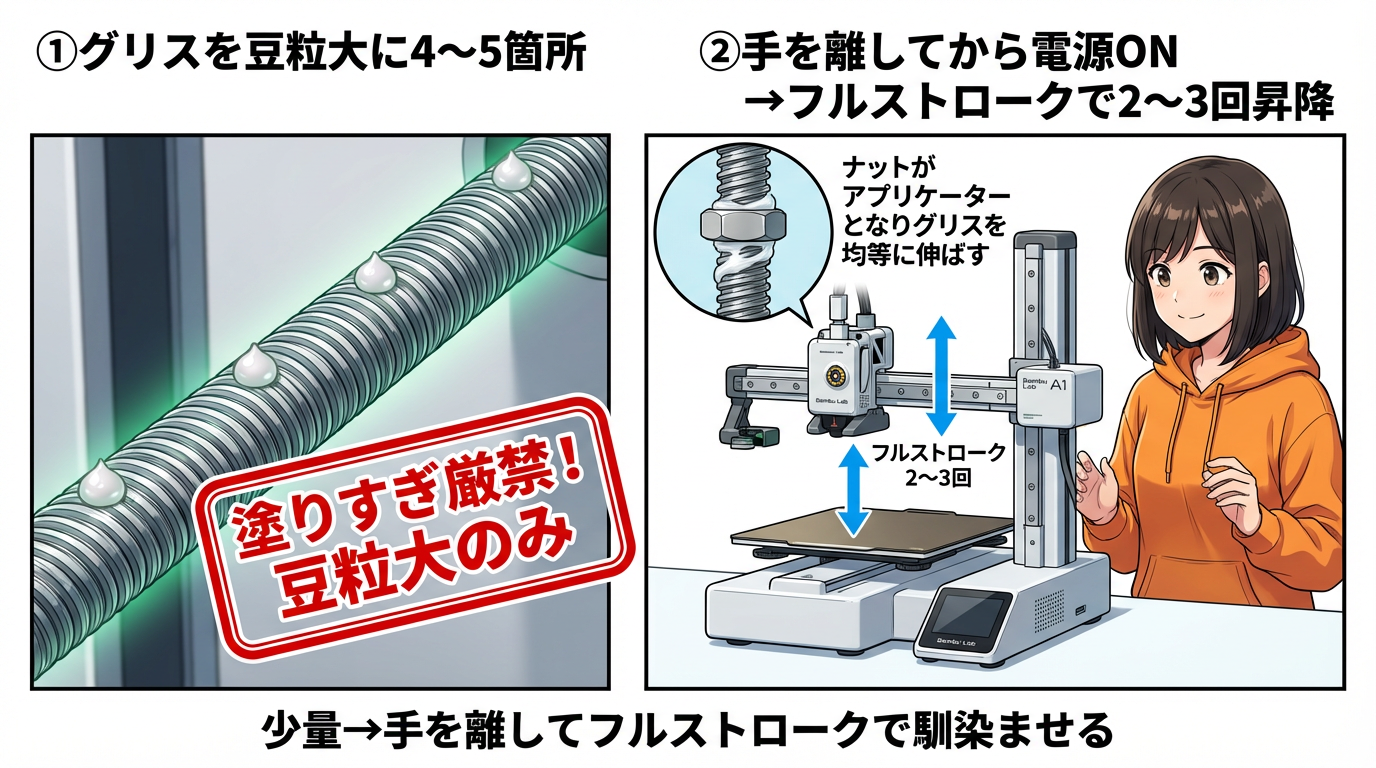
STEP 3:グリスを点付けする
清掃が完了したら、グリスを豆粒大に絞り出して、リードスクリューの上下に4〜5箇所ほど均等に点付けします。
塗りすぎは厳禁です。 余分なグリスは潤滑に一切寄与しません。それどころか、空気中のホコリやフィラメント粉を吸着する粘着トラップになって、結果的に研磨コンパウンドに変質します。「少なすぎるかな」と思うくらいがちょうどいい。
STEP 4:Z軸を全ストロークで動かして馴染ませる
電源をONにして、メニューからZ軸を最下部から最上部まで2〜3回フルストロークで昇降させます。
このとき、スクリューに噛み合っているPOMナット自体がアプリケーターの役割を果たして、グリスをネジ山全体に均等に引き伸ばしてくれます。
STEP 5:余分なグリスを拭き取る
スクリューの下部にグリスがはみ出ていたら、乾いた不織布で拭き取ります。はみ出た余分は潤滑には貢献しないので、必ず除去してください。
まとめると、「スラッジを完全除去→豆粒大を4〜5箇所点付け→フルストロークで馴染ませる→余分を拭く」 これだけです。
② 推奨オイル・グリス・工具リスト 🧰
メンテで誤った潤滑剤を使うと、潤滑機能を提供しないばかりか、プラスチック部品の劣化やベアリングの破損につながります。使い分けを整理しておきます。
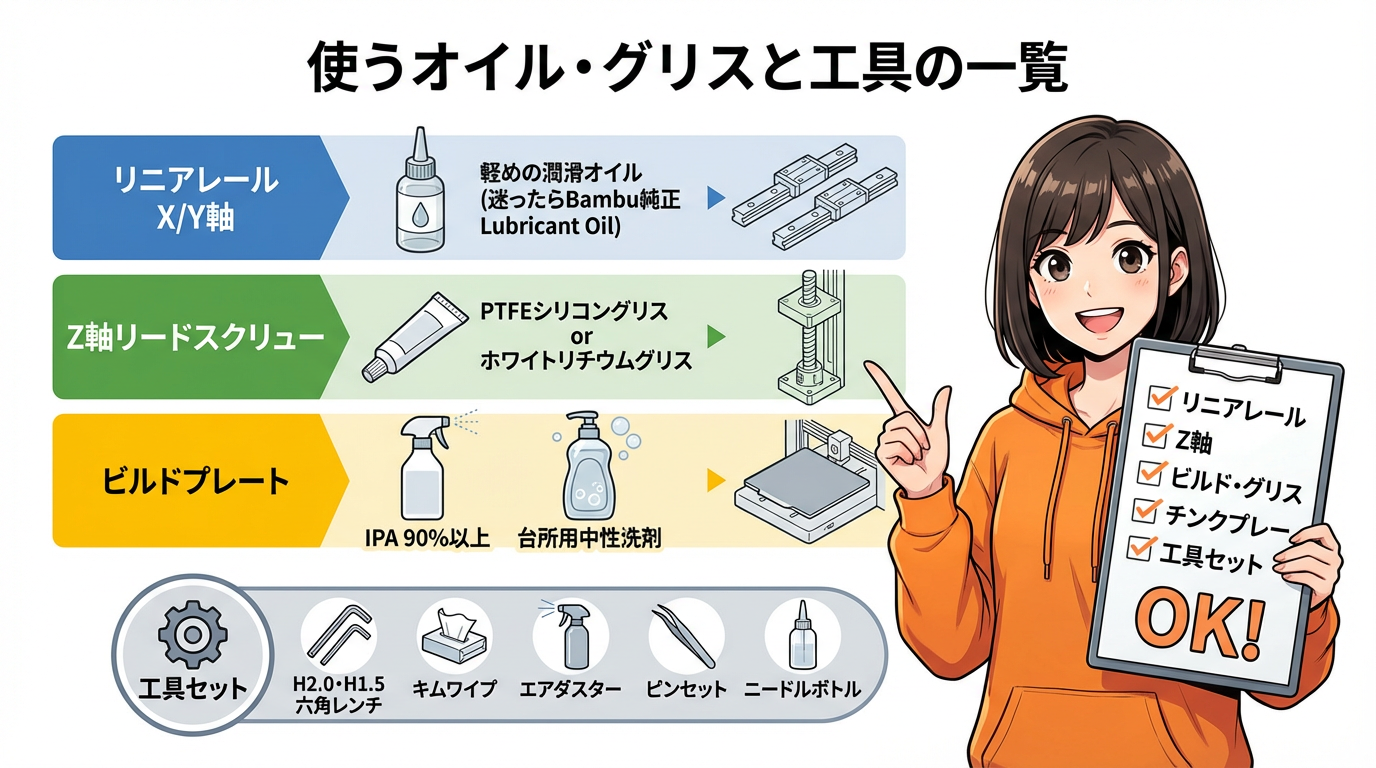
オイル・グリスの使い分け
| 適用箇所 | 推奨品 | 理由 |
|—|—|—|
| リニアレール(X/Y軸) | 軽量潤滑油 ISO 68グレード(Bambu Lab純正、Super Lube 51004等) | ベアリング内の鋼球の転がりを阻害しない低粘度特性 |
| Z軸リードスクリュー | PTFEシリコングリス / ホワイトリチウムグリス(Super Lube 92003等) | 高い極圧性で、アームの自重による摩耗を長期防止 |
| PEIビルドプレート | IPA(90%以上)/ 台所用中性洗剤 | PEIコーティングを侵さずに皮脂・油脂を完全除去 |
絶対に使わないもの:CRC-556、一般的なWD-40
あると便利な工具
- H2.0 / H1.5 六角レンチ:ベルトテンション調整、ツールヘッドカバー分解に必須(プリンター付属品で対応可)
- 不織布(キムワイプ等):一般的なティッシュは紙粉が駆動部に残るのでNG
- エアダスター(ハンドブロワー):エクストルーダー内部やセンサー基板のホコリを非接触で除去
- 高精度ピンセット:パージワイパー周辺の残留樹脂除去に
- ニードルボトル(注射器型アプリケーター):Y軸レール奥など、狭い場所へオイルを1滴だけ正確に滴下
③ 印刷時間ベースのメンテナンススケジュール 📅
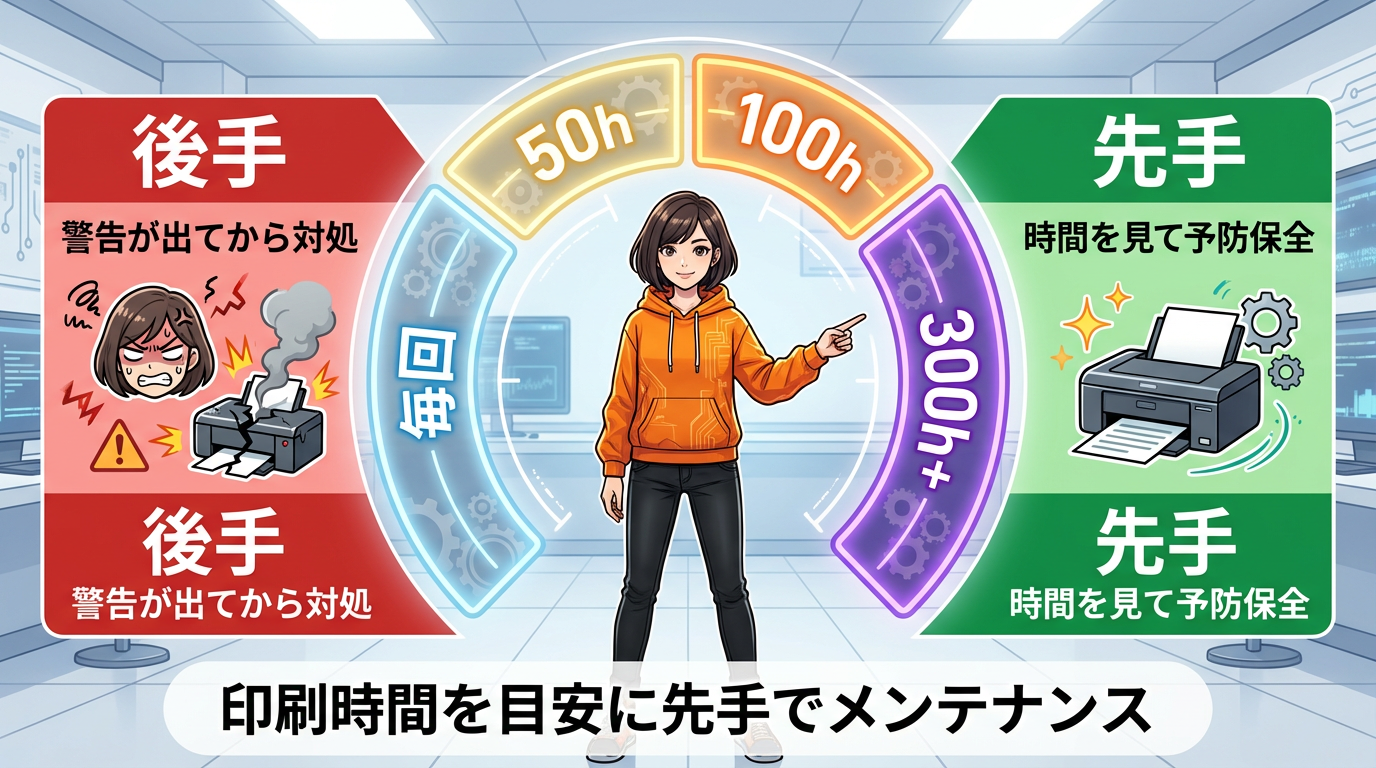
警告が出てから対処するのは後手です。印刷時間を目安に先手でメンテナンスするのが長く使い続けるコツ。
毎回の印刷前
ビルドプレートのIPA清掃。 これは毎回欠かさずに。定着力が落ちてきたら中性洗剤で丸洗い。プレートを持つのは縁だけ。
50時間ごと
パージワイパーの確認と清掃。 シリコンワイパー周辺に堆積した残留樹脂をピンセットで除去。変形・欠けが確認できたら交換。AMSを使っている方はフィラメントカッターの刃も確認を。
100時間ごと(目安:月1回)
X/Y軸リニアレールの清掃と注油。 IPAで古い油膜を除去してから、ISO 68オイルを数滴塗布して手動で往復させる。あわせてベルトテンションも確認。HMSに「共振周波数が低い」という警告が出ていたらその場で調整。
300時間ごと(目安:3ヶ月に1回)
Z軸リードスクリューのグリスアップ。 古いスラッジを完全除去してからグリスを点付けし、全ストロークで馴染ませる。合わせてアイドラープーリーの軸にも軽量オイルを1滴。
500時間ごと(または症状が出たとき)
エクストルーダーのギア清掃。 前面カバーを外してエアダスターとブラシでギア歯底のフィラメント粉を除去。「カチカチ」音や送り不良が出たら500時間を待たず即対処。フィラメントカッターの刃も消耗が激しければ交換を。
④ 陥りやすい罠5つ——「やってる気になってるけど逆効果」に注意! ⚠️
さてここからが後編のメイン。いいですか、これは結構怖い話です。
「メンテナンスした」と思っていたのに、実は逆効果だった——そういうケースが後を絶ちません。知らないうちにやってしまっている人も多いと思うので、しっかり確認してください。
罠① 浸透潤滑剤(CRC-556 / WD-40)の誤用
「錆び落としに使うアレで何がいけないの?」と思っている人、実はすごく多いんです。
でも、これが3Dプリンターのメンテナンスで一番やってはいけない行為です。
CRC-556や一般的なWD-40の主成分は「溶剤」です。リニアレールに吹き付けた瞬間、工場出荷時から入っているベースグリスを完全に溶解・洗浄してしまう。溶剤が揮発した後に残る残渣は強い粘着性を持っていて、空気中のホコリを強烈に吸着してベアリングを物理的に破壊します。さらにPOMナットなどのプラスチック部品を侵食する危険性も。
回避策:スプレータイプの浸透潤滑剤は3Dプリンターに絶対使わない。 ISO 68の純粋な潤滑油か、PTFE/リチウム系の専用グリスを使うこと。
罠② グリスやオイルの塗りすぎ(オーバーグリーシング)

「多く塗れば長持ちする」——これは機械工学的に完全な誤解です。
はみ出した余剰なグリスやオイルは、潤滑には一切寄与しません。それどころか、ホコリ・フィラメントカスを吸着する「粘着トラップ」として機能して、真っ黒な研磨コンパウンドに変質します。そして金属部品を自ら削り始める、という逆効果を引き起こします。
「ちょっと多すぎたかな」というレベルは確実に多すぎです。動作後に余分がはみ出していたら、必ず乾いた不織布で拭き取ってください。
罠③ オイル・グリスの逆用(レールにグリス、スクリューにオイル)

見た目が似ているので間違えやすいんですが、Z軸用のグリスをX/Y軸のリニアレールに塗ってしまうミスがあります。
リニアレールのベアリングブロック内部は、極小の鋼球が精密なクリアランスで循環しています。ここに高粘度のグリスが入り込むと、鋼球の転がりに対する巨大な流体抵抗(ドラッグ)になって、モーターの駆動力に対するブレーキとして働きます。それが脱調やゴースティングの直接原因になる。
もし誤ってレールにグリスを塗ってしまったら、ただちにIPAで完全に脱脂・洗浄してから、適切なオイルを再塗布するリカバリーが必要です。
「レールにはオイル、スクリューにはグリス」、これは絶対に守ってください。
罠④ 分解しすぎと電源ONでの作業
エクストルーダーを徹底的に清掃しようとするあまり、マニュアルの指示を超えてギアボックス内部の極小スプリングやワッシャーまで分解してしまい、元に戻せなくなるケースがあります。
でも一番怖いのは——電源ONのまま作業すること。
ツールヘッド周辺の分解中に電源ONのままコネクタの抜き差しや金属レンチでの作業をすると、不意の接触でショート(短絡)が発生してメインボードが即座に焼損します。修理費は場合によっては本体購入に近い金額になります。
メンテナンスは最小限の介入で最大の効果を狙う。 Bambu Lab Wikiに記載された手順の範囲内で行い、電源はプラグを抜くまでOFF。これは絶対です。
罠⑤ メンテナンス後のキャリブレーション忘れ
「メンテした!よし印刷しよう!」——このパターンでやらかす人が結構います。私も最初やりました。
A1 miniの高度なモーター制御システムは、「以前の摩擦係数とベルト張力」を前提として共振補正パラメータを計算しています。 ハードウェアの物理的な状態が良くなったのに、ソフトウェアの補正値が古いままだと、かえってコーナーの膨らみやリンギングが悪化してしまうことがある。
ベルトテンションの調整や、大規模な清掃・注油など、物理的な状態に介入した直後は、必ず本体メニューの「Settings → Maintenance → Calibration → 振動補正(Vibration Compensation)」を再実行してください。
ハードウェアを整えて、ソフトウェアに最新状態を同期させて、初めてメンテナンス完了です。
⑤ まとめ:A1 miniメンテナンスの「黄金律4条」 🏅

長くなりましたが、最後に全部まとめます。
① 清掃が先、注油は後
ホコリとフィラメントカスが残ったまま潤滑剤を足しても意味がない。必ずIPAと不織布で古い汚れを「除去」してから。
② 適材適所のオイル・グリス
X/Y軸のレールには薄いオイル(ISO 68)、Z軸のスクリューには粘度の高いグリス(PTFE/リチウム系)。CRC-556はプリンターの寿命を縮めます。
③ HMS警告はその日のうちに対処
「Y軸の共振周波数が低い」等の警告が出たら後回しにしない。プリンター自身が発する限界のサインです。
④ メンテ後は必ずキャリブレーションで仕上げる
物理的なハードウェアを整えたら、ソフトウェア(振動補正)に最新の状態を学習・同期させて初めて完了です。
「なんとなく印刷が荒れてきた」「移動時に微かな異音がする」と感じたときは、まずスライサーをいじる前にこのガイドを思い出してください。
ハードウェアの物理的な抵抗とガタつきを取り除くことが、A1 miniの本来のポテンシャルを100%引き出す一番確実な方法です。
みなさんのA1 miniが長く、精度よく動き続けることを願っています!
では、また次回。
- YouTubeでは動画でビジュアルと一緒に解説しています: https://www.youtube.com/@3dbox203
- Podcastはこちら: https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
- 前編はこちら →
🔥 みんなが読んでる人気記事

