シリーズ: トラブルシュート&リカバリー編
想定読了時間: 約10分 | 文字数: 約3,800文字
🎧 Podcastでも聴けます

🎬 YouTubeで観る

- 😭 あと5時間で完成だったのに、止まった
- ⚠️ 印刷が止まるのは、実は3つの原因がある
- 🔧 Bambu Lab A1 miniの「停電回復機能」は理論的には完璧
- 🔻 PLR機能が失敗する理由① Z軸落下による層ズレ
- 🌡️ PLR機能が失敗する理由② 熱収縮による層間密着性低下
- 🔥 PLR機能が失敗する理由③ ホットエンドのダマ形成とレイヤーシフト
- 👁️ センサー検知の盲点「空打ち」
- 🛠️ プリンター任せでは不十分。ユーザー介入が必須
- 📋 Z軸からの再開術・4つのステップの全体像
- 📏 高さ測定が成否の分かれ目
- 🔍 デジタルノギスで精密に測定する
- ✅ 安全マージンで確実な接合を実現
- ✂️ モデルカット時に知っておくべきこと
- 📝 前編のまとめ
- 🎯 今日から試してほしいこと
😭 あと5時間で完成だったのに、止まった

こんにちは、まーです!
今回はね、ほんとに悔しい経験をしたことがある方へ向けた記事なんですよ。あと5時間で完成、みたいなタイミングで「あ、停電だ」「あ、フィラメント切れた」って止まっちゃう。あの悔しさ、分かります。
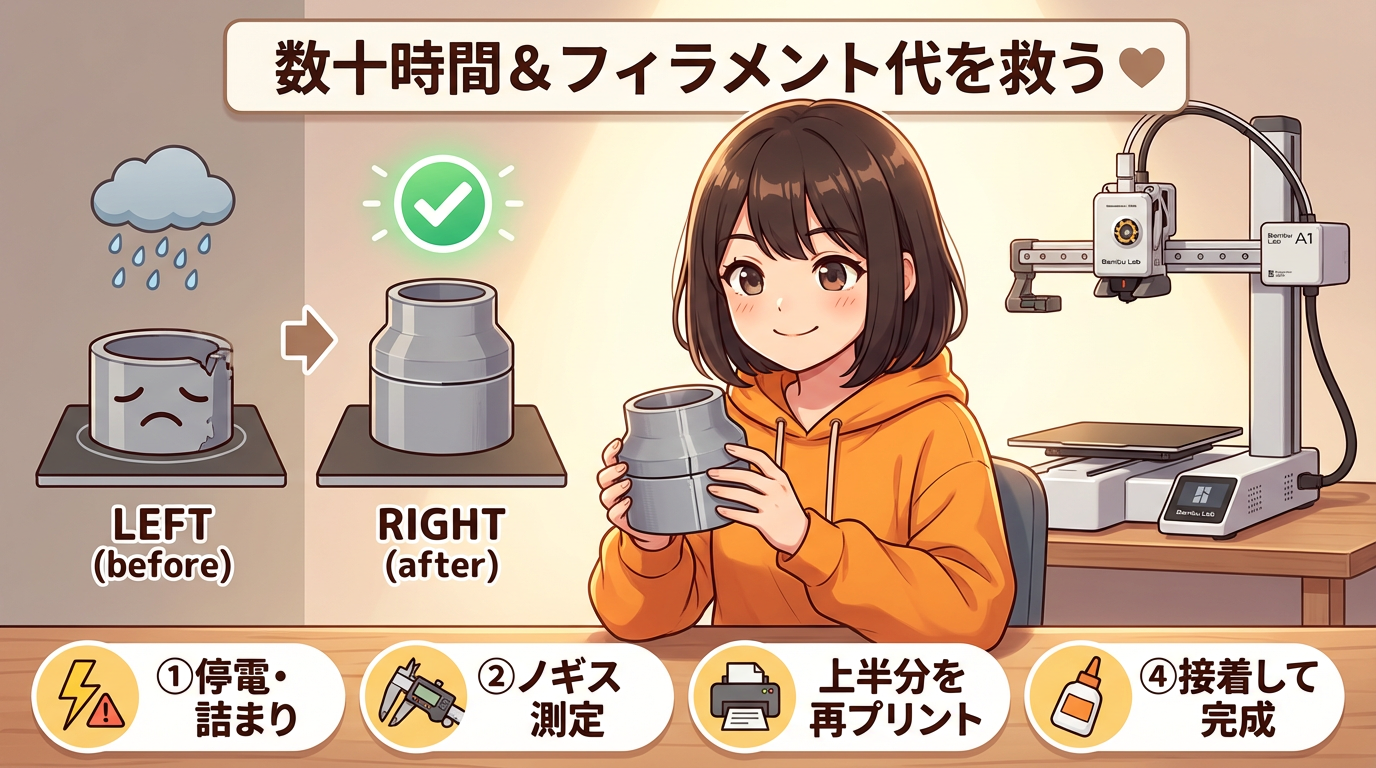
実は僕も経験があって。30時間かけてラージサイズのパーツを印刷してたんですよ。あと4時間で終わり、ってタイミングで家全体の停電が起きた。その時は「あ、これはもう終わった」って諦めちゃったんですよね。でも後で調べたら「あ、これ実は復活させられるんじゃ」って気づいて。
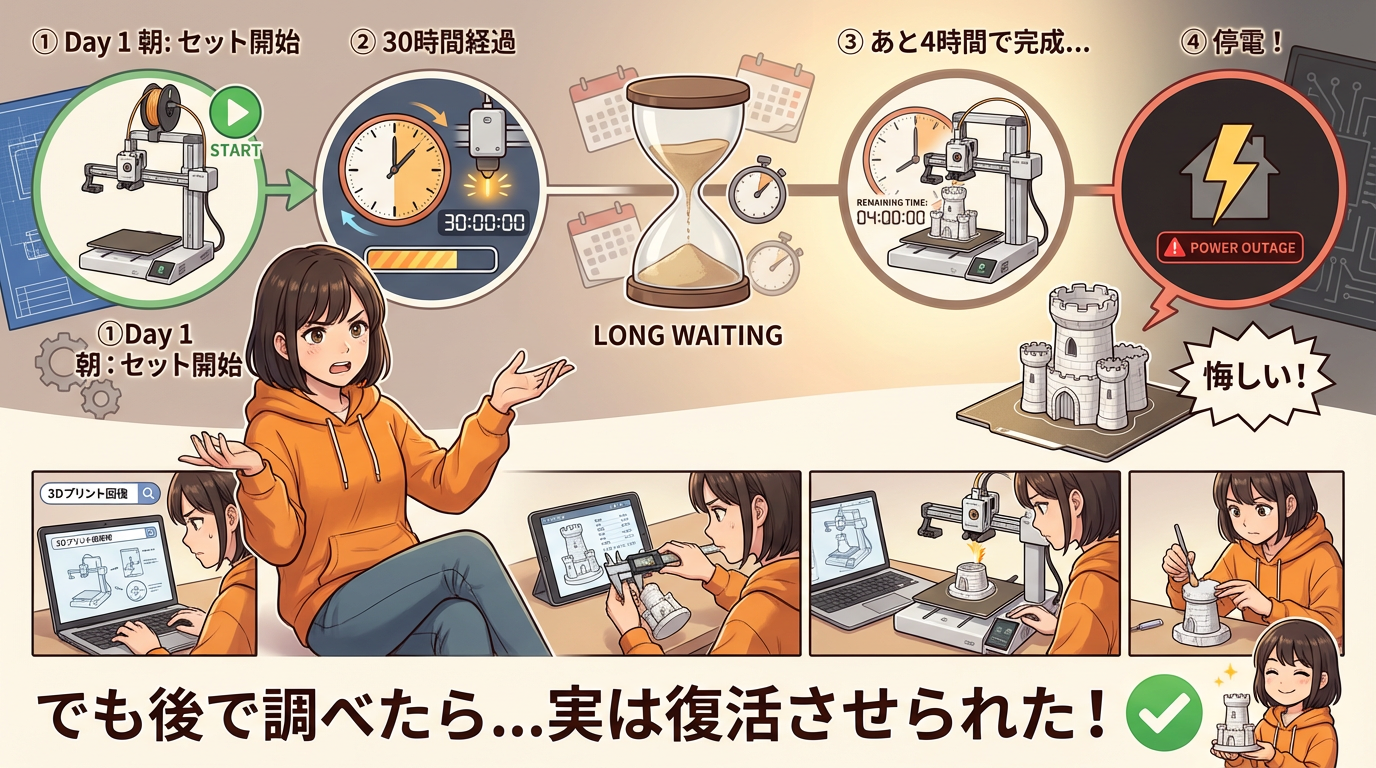
ノギスで高さを測って、Bambu Studioでモデルをカット、新しいパーツを印刷してから、接着剤で繋げた。接合部は目立つけど、機能的には完璧に復活しました。それ以来、「停電とかフィラメント切れ、ぜんぜん怖くない」っていう自信がついたんですよ。
今日のテーマは「Z軸からの再開術・失敗から復活させるリカバリーテクニック・前編」です。

先に結論を言っちゃいます。このテクニックを習得すると、数十時間と数百グラムのフィラメント、全てが無駄にならなくなります。前編では「そもそも印刷が止まるのはなぜか」「プリンター内蔵の停電回復機能には限界があるのはなぜか」を徹底的に解説していきます。後編では「Z軸からの再開術」の4つの具体的なステップと、接着剤選びの化学的知見を話していきますね。
⚠️ 印刷が止まるのは、実は3つの原因がある

まず「なぜ印刷は途中で止まるのか」から説明しましょう。
大きく3つのカテゴリがあるんですよ。
① ハードウェア・インフラの不全
停電、ブレーカー遮断、落雷。これらは電源系統の問題。
② 材料供給系の物理的トラブル
フィラメントの絡まり、ノズル詰まり、樹脂が出なくなる「空打ち」。フィラメント側の問題ですね。
③ ソフトウェア・人為的要因
Wi-Fi瞬断、クラウドタイムアウト、ユーザーの誤操作による強制停止。通信やシステムの問題。
どれが起きても「あ、終わった」に見えるんですが、実は対処法が全然違う。ここが大事なんですよ。
🔧 Bambu Lab A1 miniの「停電回復機能」は理論的には完璧
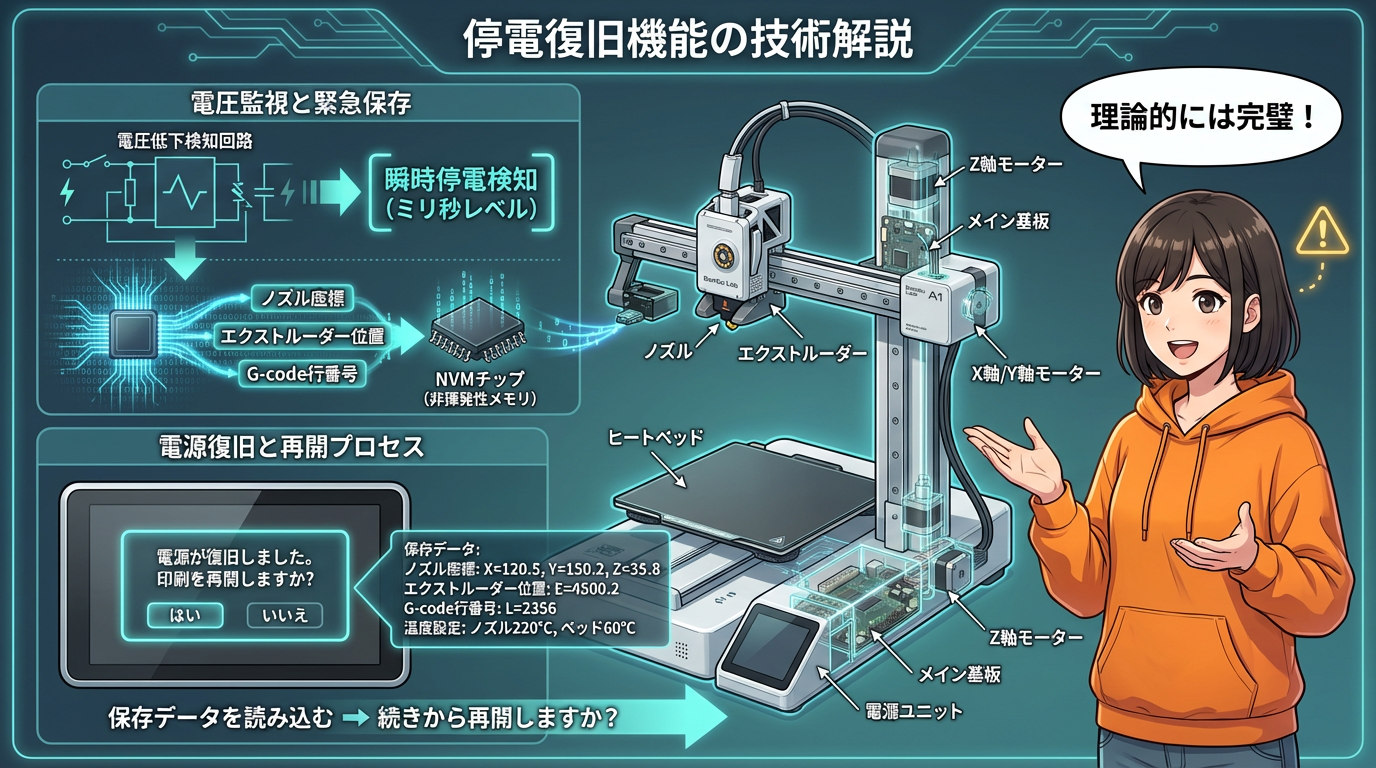
Bambu Lab A1 miniにはPLR「パワーロスリカバリー」という機能が内蔵されています。
動作原理はこんな感じ。電圧が低下するのを、メインボード上の電圧監視回路がミリ秒単位で検知する。その瞬間、電源ユニットのコンデンサに残っているわずかな電力を利用して、ノズルの絶対座標やエクストルーダーの位置、G-codeの行番号といったデータを、不揮発性メモリに緊急保存するんですよ。
電源が復旧したら、プリンターはその保存データを読み込んで「続きから再開しますか?」と聞いてくる。理論的には完璧に見えます。でも実際には、この機能を過信するのはリスクがあるんですよね。
🔻 PLR機能が失敗する理由① Z軸落下による層ズレ
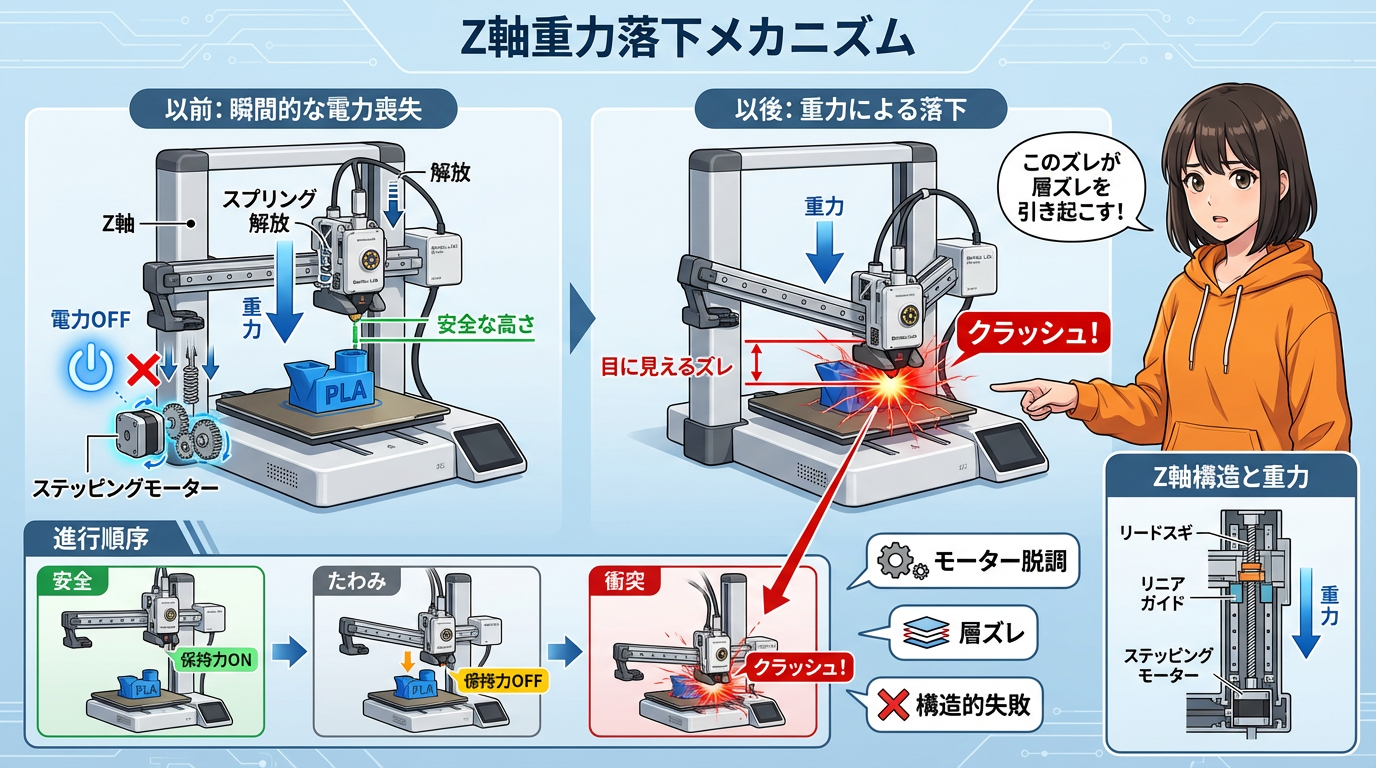
停電の瞬間、ステッピングモーターが通電を失います。
その時点で、モーターの「位置を保持する力」が一瞬でゼロになるんですよ。Z軸のアーム全体とツールヘッドの自重によって、位置ズレや干渉が起こることがあるんです。
電源が復旧した時点で、プリンターは「ああ、この高さだ」と思って再開を試みる。でも実際には、ノズルの位置がずれている可能性がある。すでに印刷された造形物にノズルがぶつかる「クラッシュ」が起きると、モーターが脱調して層ズレが発生し、修復が難しくなります。
🌡️ PLR機能が失敗する理由② 熱収縮による層間密着性低下
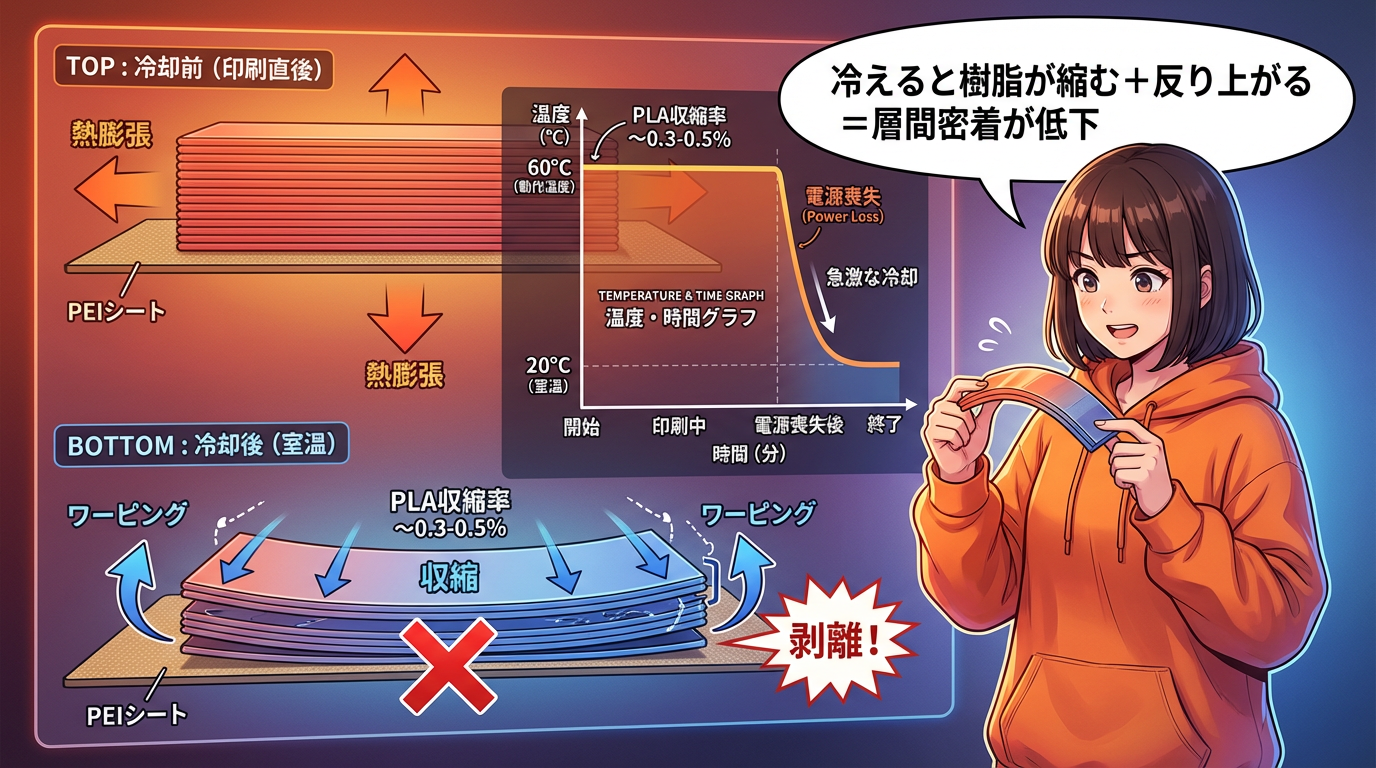
停電が数分から数十分に及ぶと、ヒートベッドへの電力供給も絶たれますよね。
ベッドの温度が急激に下がる。PLAであっても、ベッドの温度低下に伴ってプラスチックが熱収縮するんですよ。造形物の底面がビルドプレートから剥がれる。端部が反り上がる、いわゆる「ワーピング」が起きるんです。
停電が長引くほど、層間密着性への影響は大きくなります。剥離した状態で印刷を再開すると、ノズルが造形物を押し退けてしまって、スパゲッティ状の印刷失敗になってしまいます。これはもう復活させられません。
🔥 PLR機能が失敗する理由③ ホットエンドのダマ形成とレイヤーシフト
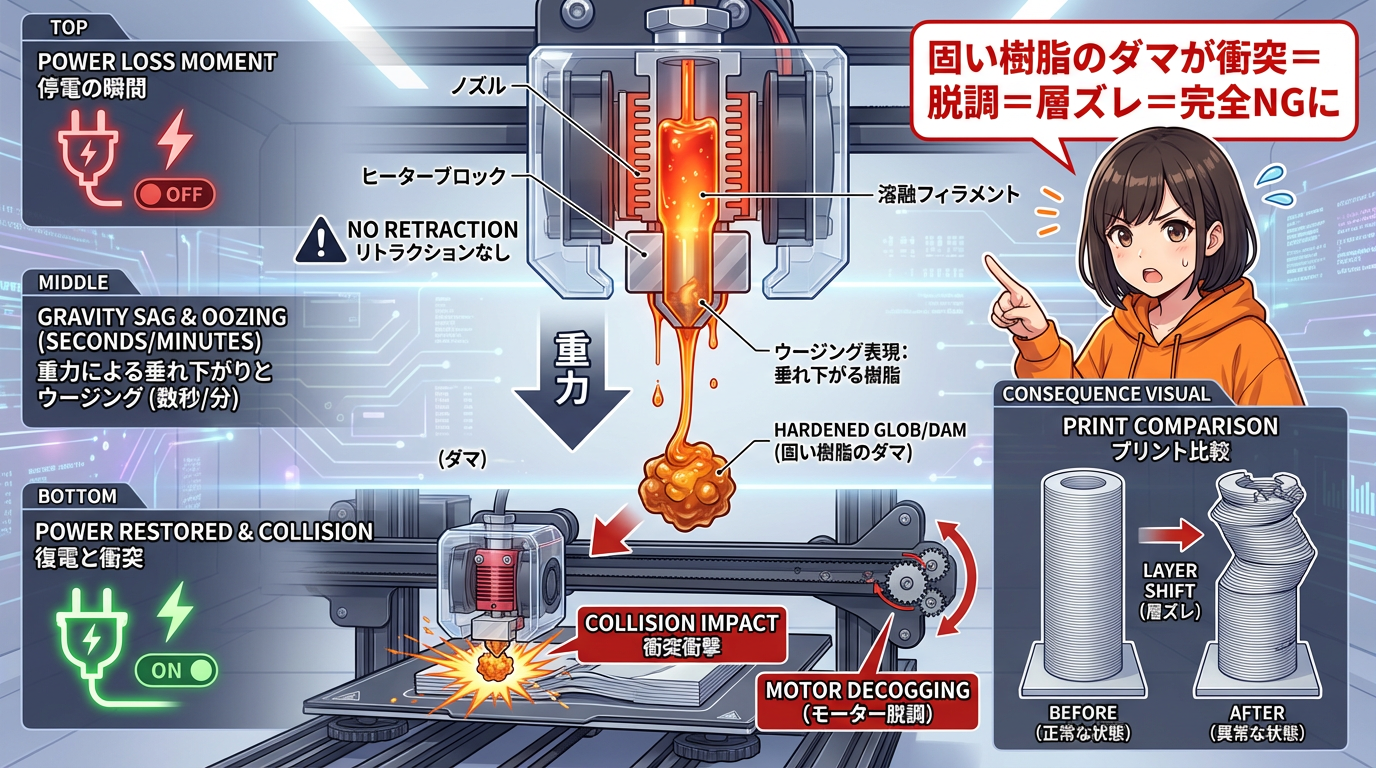
停電が起きた時点で、エクストルーダーの「引き戻し」が行われないまま、ホットエンドが冷えていきます。
ホットエンド内に溶融状態で残留していた樹脂が、重力によって垂れ流れるんですよ。これを「ウージング」というんですが、垂れた樹脂が先端で冷えて、硬い樹脂のカタマリになるんです。
再開時、ノズルが所定の速度で動き始めると、このカタマリに激突する。衝撃でX軸またはY軸のモーターが脱調して、再開後の層が全体的にズレて印刷される。結果、造形物は完全に使い物にならなくなってしまいます。
👁️ センサー検知の盲点「空打ち」
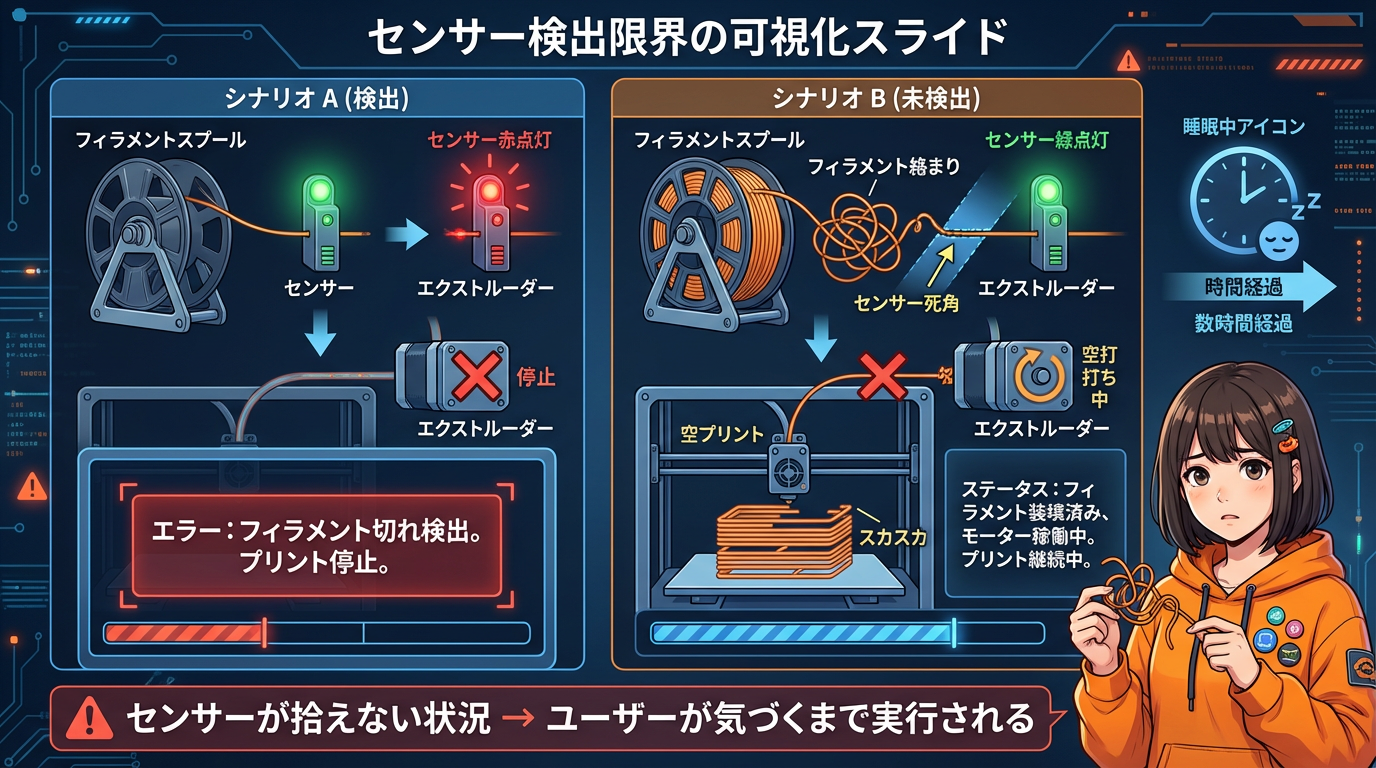
A1 miniにはフィラメント切れ検知センサーが搭載されていて、単純なフィラメント切れなら通常は自動で停止してくれます。
ただし、フィラメントの絡まりや詰まり、センサーが拾えない例外的な状態では、押し出せていないままヘッドが動き続ける「空打ち」が起きることがあるんですよね。
この場合、プリンターの電気系統は正常に稼働してるんですよ。停電じゃない。だから停電回復機能のトリガーになる「電圧低下」は発生しない。ユーザーがスマートフォンで監視していたら気づけるけど、朝セットして夜まで放置してたら気づけません。
こうなった場合、プリンター側には「ここから上は失敗してる」という記録が残らない。停電回復機能では対処できない状況になってしまうんです。
🛠️ プリンター任せでは不十分。ユーザー介入が必須

つまり、プリンター単体に内蔵された停電回復機能に依存することは、確実なリカバリー戦略ではないんですよ。
とりわけ、長時間の印刷における途中停止や空打ちが発生した場合、ユーザー自身の介入による論理的かつ物理的な修復作業が必須になるんです。
その最も確実で汎用的なアプローチが「Z軸からの再開術」。モデルをカットして続きを印刷し、後工程で物理的に接合する手法ですね。このテクニックを知っておけば、数十時間と数百グラムのリソースを救える可能性が大きく広がります。
📋 Z軸からの再開術・4つのステップの全体像
では、Z軸からの再開術の全体像を説明しましょう。
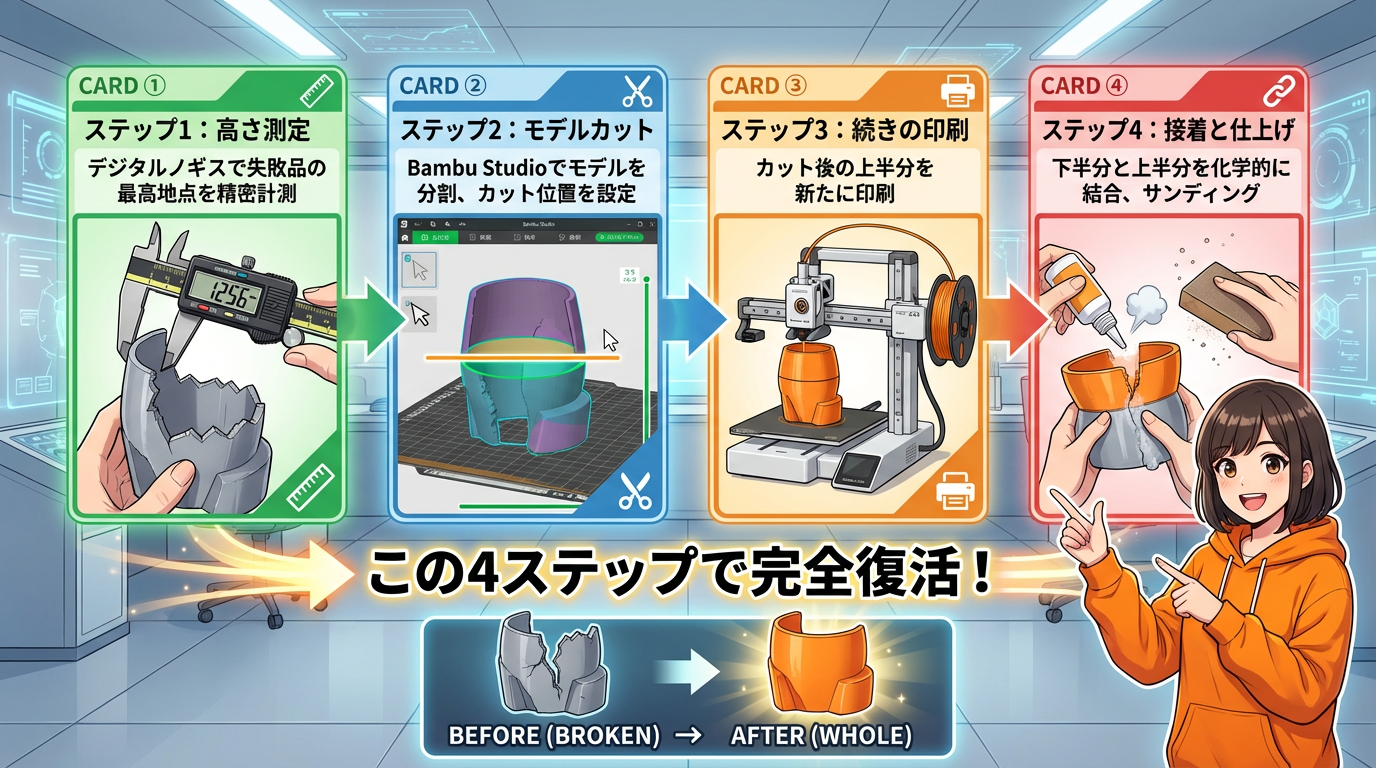
4つのステップに分かれています。
① ステップ1:高さ測定
失敗した造形物の最高地点を、デジタルノギスで精密に計測する。
② ステップ2:Bambu Studioでのモデルカット
測定値をスライサーに入力して、デジタル空間でモデルを分割する。
③ ステップ3:続きの印刷
カット後の上半分を改めて印刷する。
④ ステップ4:接着と仕上げ
下半分と上半分を化学的に結合し、サンディングで仕上げる。
次の後編で、この4ステップを段階的に深掘りしていきますね。
📏 高さ測定が成否の分かれ目

リカバリープロセスの成否を分ける最大の分水嶺が、ステップ1の「高さ測定」なんです。
最初にやることが、失敗した造形物の最上層を徹底的にクリーニングすることですね。停電やフィラメント切れで停止した面には、多くの場合、中途半端に吐出された樹脂のダマが付いてる。ノズルが引きずった痕跡。糸引きも残ってます。
空打ちが発生していた場合、樹脂の吐出量が徐々に減少していくから、最上部の数レイヤーはスカスカになっているんですよ。「アンダーエクストルージョン」って言うんですが、層間密着が著しく低下した、不完全な層です。
この層を残したまま高さを測定して、接合の基盤に使うと、完成後にわずかな応力が加わっただけでそこから真っ二つに破断しちゃうんですよ。だから最初のクリーニングが絶対に大事なんです。
🔍 デジタルノギスで精密に測定する

不完全な層を除去したら、本測定に移ります。
ここで絶対にやってはいけないのが、プラスチック製の簡易定規とか目視による推測です。必ず、精度0.01mmを誇るデジタルノギス、つまりデジタルキャリパーを使うんですよ。
測定の基準点、ゼロ点は、造形物が直接定着しているビルドプレート、PEIシートの表面です。ここが重要ですね。多くの人がビルドプレートの厚みを誤ってカウントしちゃうんですよ。
ノギスのデプスバー(深さ測定用バー)を造形物の最上面に当てて、ノギスの端面をビルドプレートの表面に密着させる形で測定する。この一手間が「リカバリー成功と失敗の分かれ目」なんです。
✅ 安全マージンで確実な接合を実現
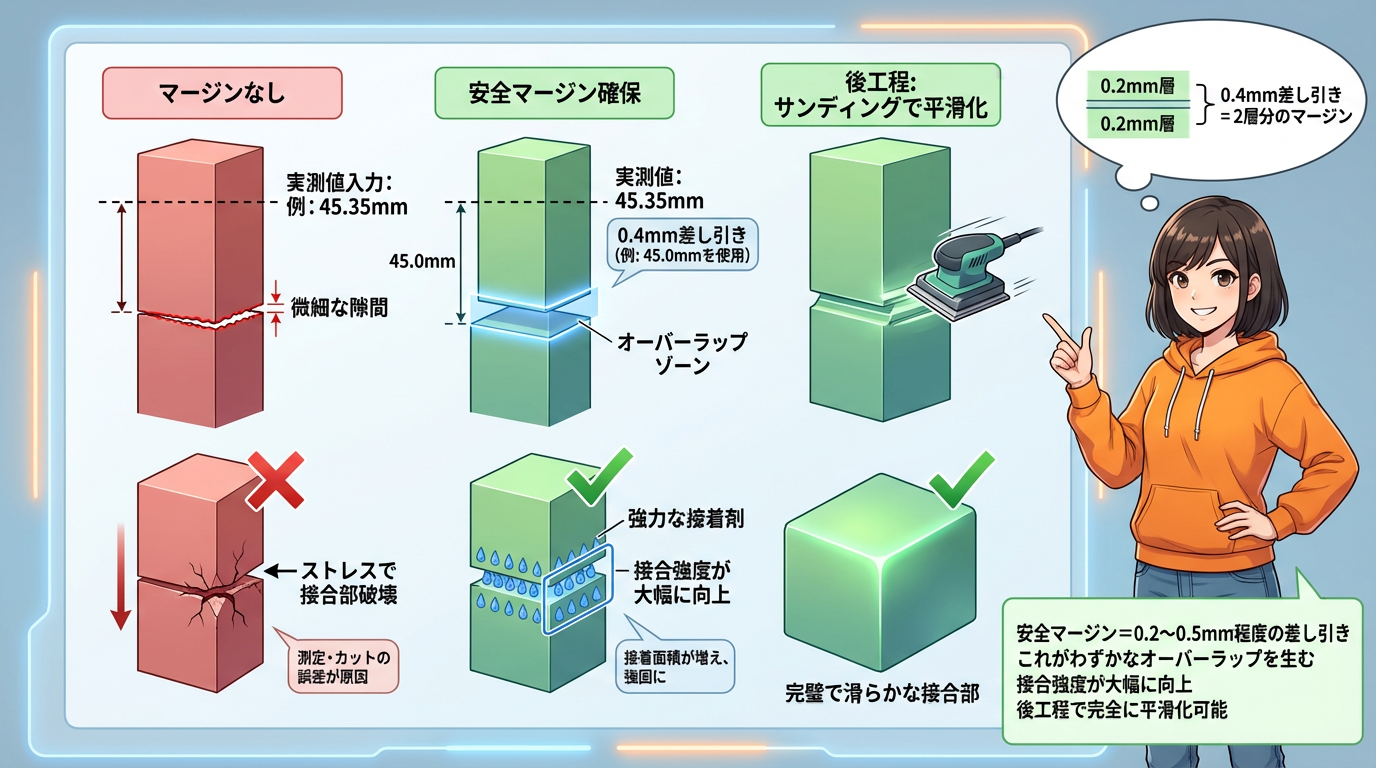
ノギスで正確に数値を特定したら、その数値をそのままスライサーに入力するのはリスキーなんですよ。
目視では完全に健全に見える層でも、空打ちの兆候が現れ始めた層は、内部密度が低下している可能性があるんです。確実なリカバリーと強固な接合を実現するために、測定した絶対高さから意図的に0.2mm~0.5mm程度の数値を差し引くんですよ。レイヤー高さの設定によって何層分に相当するかは変わりますが、目安として数レイヤー分です。
これを「安全マージン」って呼ぶんですが、これがめちゃくちゃ大事なんですよね。このマージンを取ることで、接合後にわずかにオーバーラップする部分が生じるんですが、後工程のサンディング(研磨)で完全に平滑化できるんです。寸法の不足によるリカバリー不能な隙間が生じるリスクを、完全に排除できるんですよ。
✂️ モデルカット時に知っておくべきこと
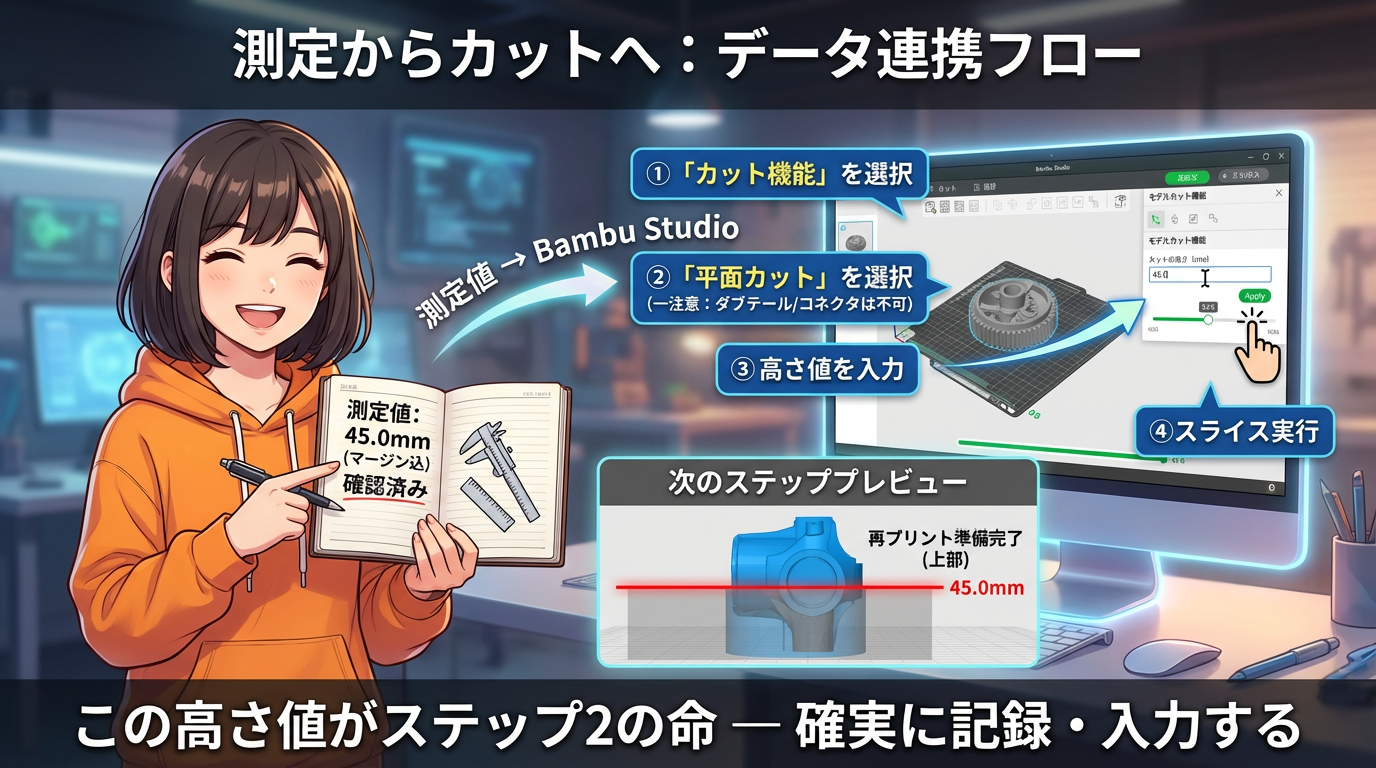
高さを正確に測定して、安全マージンを引いた数値が手に入りました。例えば、測定値が45.35mmだったら、0.4mm引いて「45.0mm」をカット位置として採用する、みたいな感じです。
この数値を持ってBambu Studioのカット機能に入力するんですが、ここで知っておいてほしいことがあります。Bambu Studioのカット機能には、切断モードとして「平面」と「ダブテール」があって、さらにコネクタとして「プラグ」「ダウェル」「スナップ」を追加できるんです。
ただし、ダブテールやコネクタは「分割設計の段階」で使う機能で、すでに途中まで印刷されてしまった造形物の救済には向きません。途中失敗品の下側には、ダブテールの噛み合わせ形状が存在しないからです。途中失敗の救済では「平面カットで上側だけ再印刷して、接着剤で繋げる」のが基本になります。
📝 前編のまとめ
今日のポイントをまとめますね。
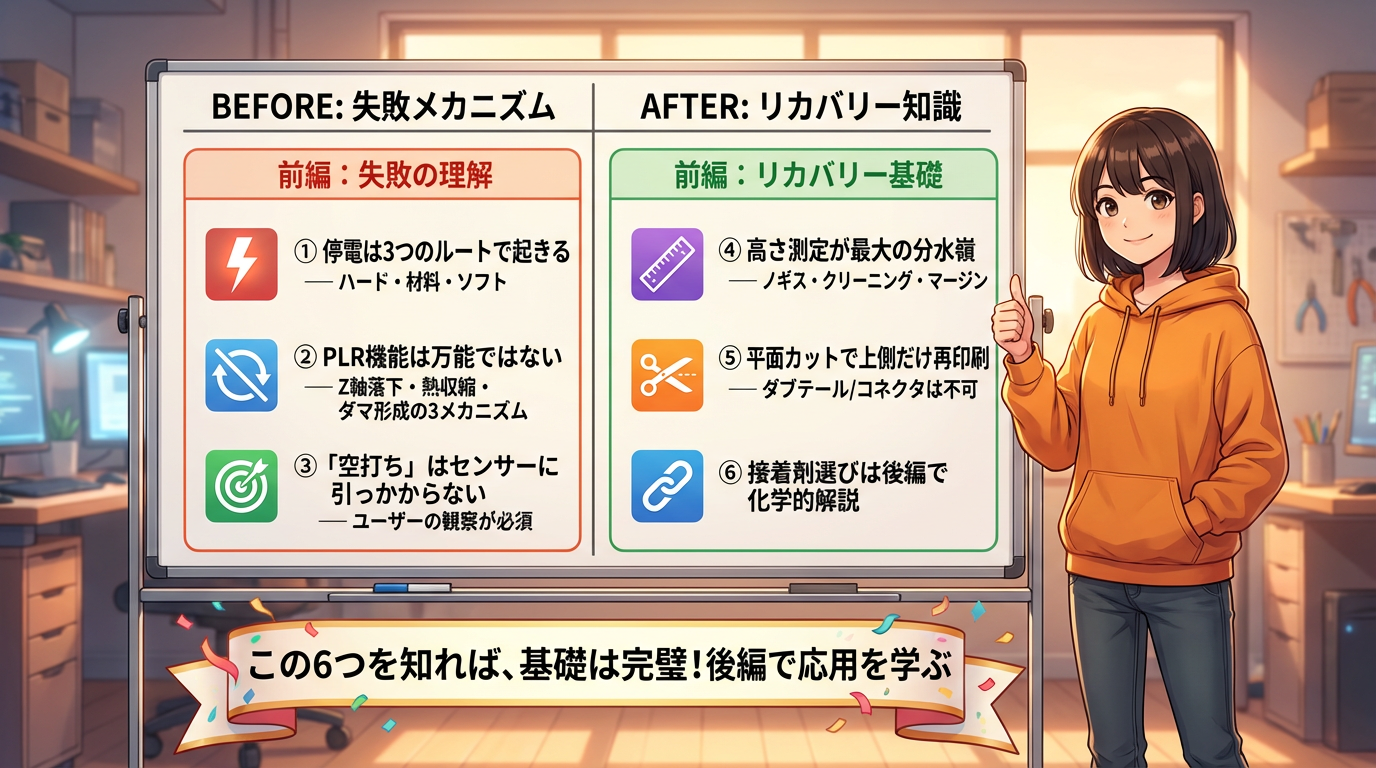
印刷が停止する原因は3つ。ハードウェア不全、材料供給系トラブル、ソフトウェア・人為的要因です。
停電回復機能(PLR)は理論的には完璧に見えるけど、現実には「Z軸落下」「熱収縮」「ダマ形成」「空打ちの検知不能」という4つの失敗メカニズムがあるんですよ。だから、ユーザー自身の介入が必須なんです。
Z軸からの再開術の最初のステップ「高さ測定」では、不完全な層を除去して、デジタルノギスで精密に計測して、安全マージンを確保する。この3つが全部大事なんですよね。
後編でお届けすること
後編では、ステップ2「Bambu Studioでのモデルカット」とステップ3「続きの印刷」、ステップ4「接着と仕上げ」を詳しく解説していきます。特に、接着剤の選び方は化学的な知見が必須なんですよ。PLA、PETG、ABS、それぞれ全く違う接着剤が必要なんです。ポリマーの化学構造に合わせた正しい接着方法を選ぶ必要があるんですね。
🎯 今日から試してほしいこと
① まずは自分のA1 miniに「パワーロスリカバリー(PLR)」機能があることを確認してみてください。設定画面で有効になっているか、チェックしておくだけで安心感が違います。
② 次に、デジタルノギスを1本持っておくことをおすすめします。Amazonで1,500円前後から高精度のものが手に入ります。リカバリーだけでなく、普段の寸法チェックにも使えるので持っていて損はないですよ。
③ 長時間の印刷を始める前に、スマートフォンのカメラ監視をセットしておきましょう。空打ちはセンサーでは検知できないので、目視チェックが最後の砦です。
🎧 Podcastでも聴けます
🎬 YouTubeで観る(後編も近日公開)
📝 ブログ版(作業しながら確認できます)

📓 Note記事(詳しい図解あり)
🔥 みんなが読んでる人気記事

