シリーズ: トラブルシュート&リカバリー編
想定読了時間: 約12分 | 文字数: 約4,500文字
🎧 Podcastでも聴けます

🎬 YouTubeで観る

前編の振り返りと後編のテーマ
こんにちは、まーです!
前編を読んでくれた方、ありがとうございます。前編では「3Dプリンターの印刷が途中で止まっちゃう原因」と、「プリンター内蔵の復旧機能って、実はアテにならないよ」っていう話をしました。
で、じゃあどうするの? っていうのが今日の後編です。
ざっくり言うと、やることはシンプル。「止まったところから上だけを、もう1回印刷して、接着剤でくっつける」。これだけなんですよ。
ただ、この「だけ」の中に、めちゃくちゃ大事なコツがいくつかあるので、今日はその手順を1個ずつ丁寧に解説していきます。
今日やることの全体像

やることは大きく3つです。
① Bambu Studioで元のデータを「ここから上だけ」って切る。ケーキをナイフで水平にスライスするイメージですね。
② 切った「上半分」だけを新しく印刷する。
③ 元の失敗品の上に、新しく印刷したパーツを接着剤でくっつけて完成させる。
この3ステップ。順番にいきましょう。
ステップ1:Bambu Studioでデータを切る
カット機能の起動と準備

まず、パソコンでBambu Studioを開きます。前回の印刷に使ったデータ(3MFファイル)を読み込んでください。画面にモデルが表示されますよね。
そのモデルをクリックして選択した状態で、画面上のツールバーにある「カット」アイコンをクリック。キーボードの「C」キーを押しても同じです。これで「カットモード」に入ります。
高さを入力する
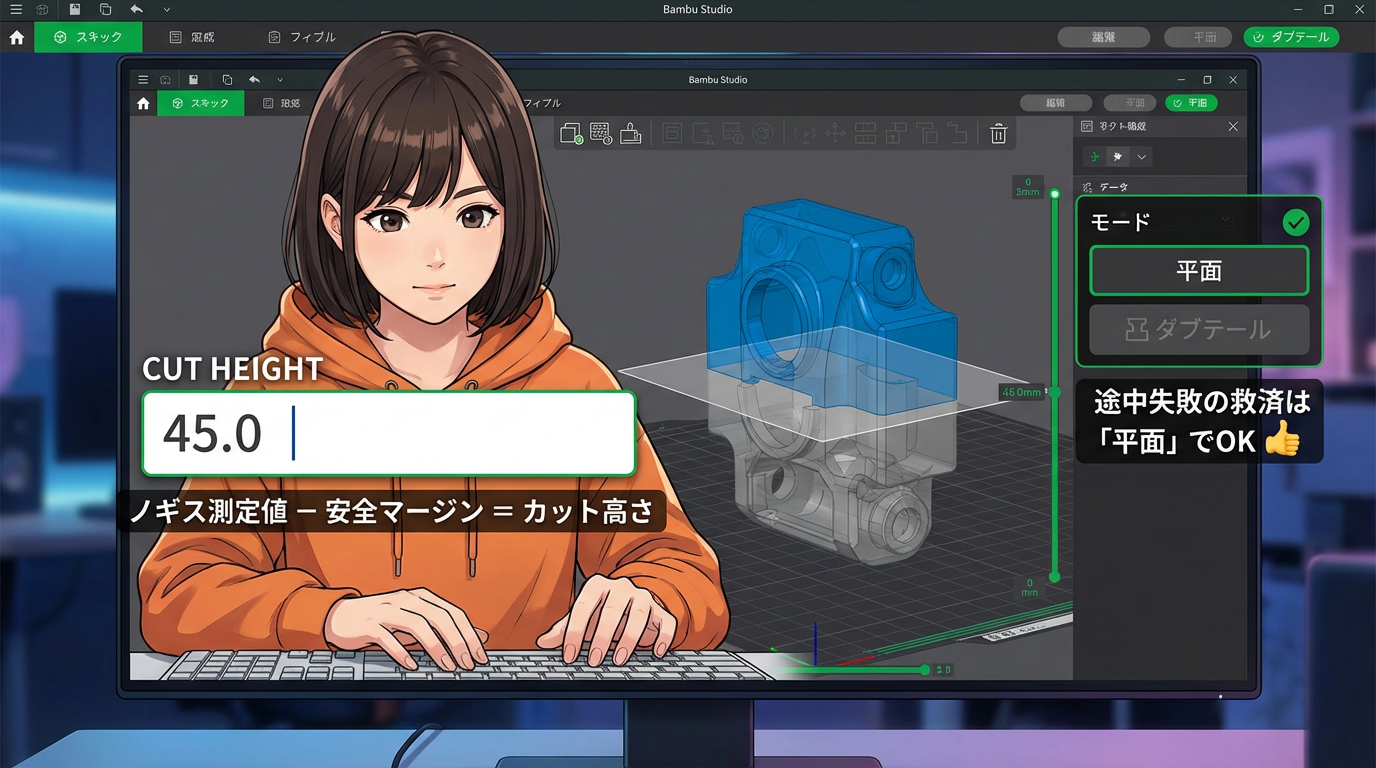
カット画面に「高さ」を入力する欄があるので、前編で話した「ノギスで測った値から安全マージンを引いた数値」を打ち込みます。例えば45.0mmみたいな感じ。
エンターキーを押すと、画面上のモデルに横一線のラインが表示されて、「ここで切りますよ」っていうのが目で見えるんですよ。3D表示でクルクル回しながら確認できるので、すごくわかりやすい。
カットモード:「平面」でOK
カットのモードが「平面」と「ダブテール」の2種類あるんですけど、今回は「平面」でOKです。
ダブテールっていうのは、パズルのピースみたいに凹凸をつけて噛み合わせる方法なんですが、これは最初からパーツを分けて印刷する設計のときに使うもの。途中で失敗したものを救済するときは、下側に凹凸がないので使えません。
上半分だけを取り出す
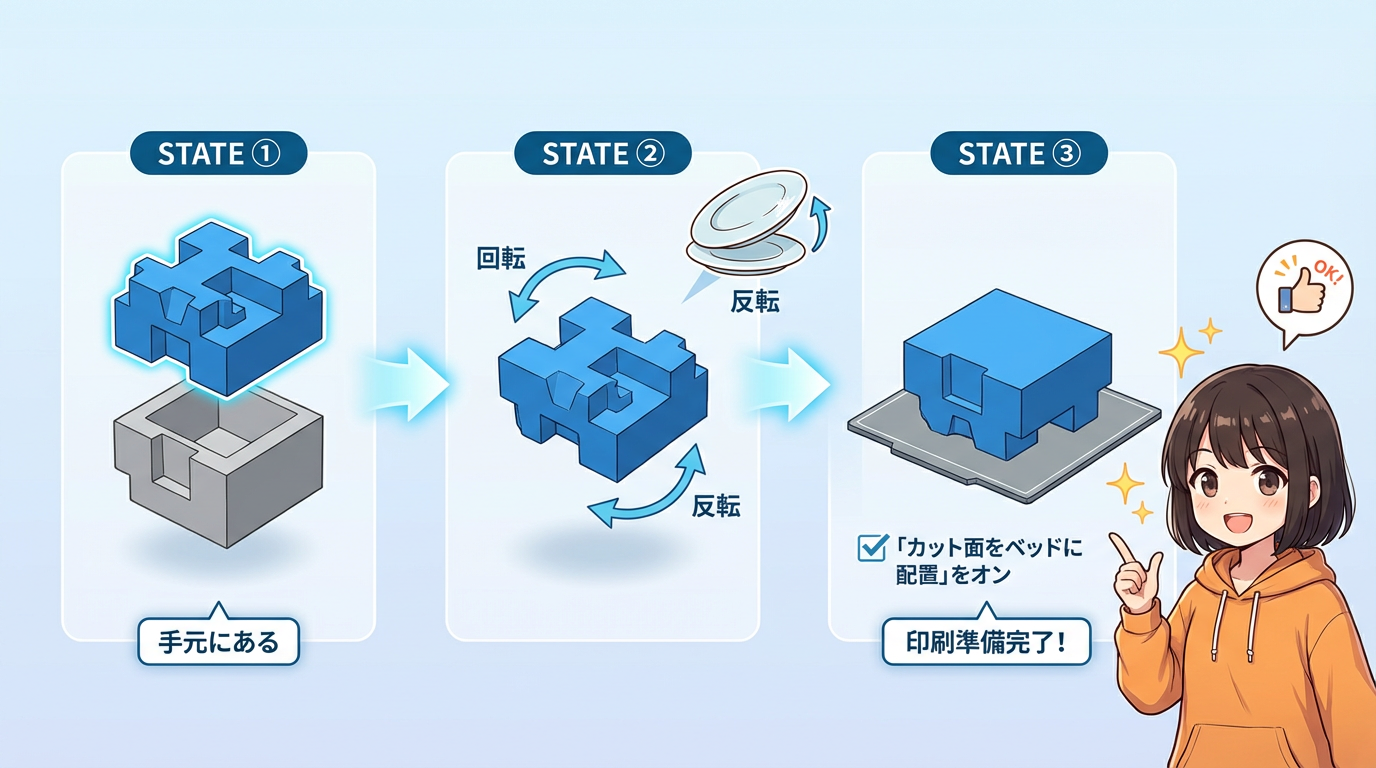
カットを実行すると、モデルが上下2つに分かれます。
ここで大事な設定があって、「カット面をベッドに配置」っていうオプションをオンにしてください。これは切った上半分のパーツを、切り口が下になるようにひっくり返して、ベッド(印刷台)にペタッと置いてくれる機能です。お皿をひっくり返して置くイメージですね。
こうしておくと、切り口がそのまま底面になるから、印刷がスムーズにいくんですよ。下半分はもう手元にあるので、ソフト上では削除するか非表示にしちゃってOKです。
ステップ2:上半分を印刷する
ビルドプレートの掃除は念入りに
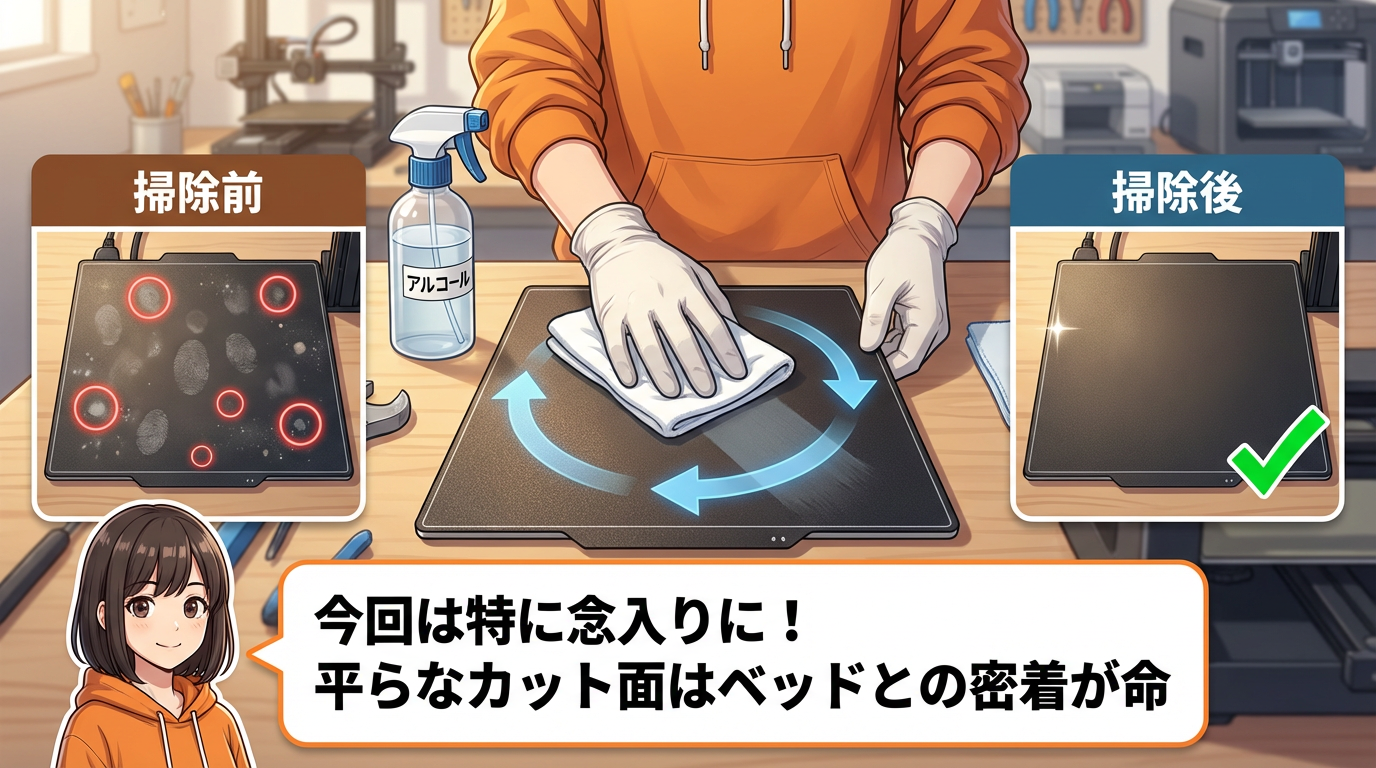
データの準備ができたので、いよいよ印刷です。でもその前に、ビルドプレート(印刷台のシート)をしっかり掃除してください。アルコールか中性洗剤で、表面の油汚れを徹底的に拭き取る。
なぜかというと、今回印刷するパーツの底面は「真っ平らなカット面」なので、ベッドにしっかりくっついてくれないと、印刷中にペロっと剥がれちゃうんです。普段の印刷でも大事なことですが、今回は特に念入りに。指で触った跡の油とか、前回の印刷で残った汚れとか、全部きれいにしておいてください。
エレファントフット補正を忘れずに
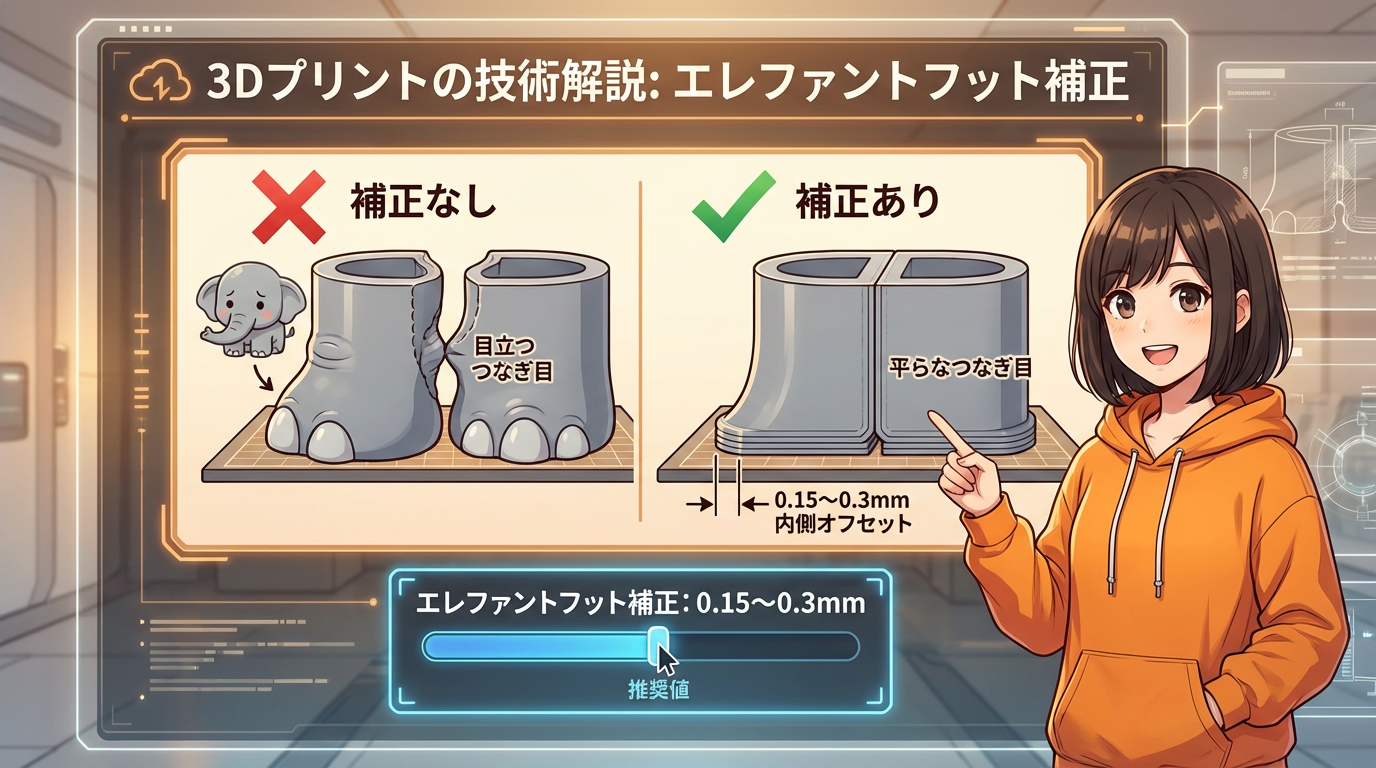
ここで1つ、ちょっとだけ専門的な話を。3Dプリンターって、印刷の最初の数層がほんの少しだけ外側にはみ出るんです。重力とノズルの圧力で、底面がちょっとだけ広がっちゃう。これを「エレファントフット」って呼びます。象の足みたいにボテっと広がるから。
これが何で問題かというと、上半分のパーツの底面がちょっと広がった状態で、下半分の失敗品とくっつけると、継ぎ目のところだけポコッと出っ張っちゃうんですよ。見た目がダサくなる。
これを防ぐために、Bambu Studioの設定で「エレファントフット補正」をオンにしておきます。0.15mmから0.3mmくらいの補正で十分です。
印刷実行
準備ができたら、Bambu Studioから印刷を開始します。普段の印刷と全く同じ。違うのは「ベッドを念入りに掃除した」「エレファントフット補正を入れた」、この2つだけです。
ここでの失敗は前編からの苦労が全部水の泡になるので、室温が安定してるか、フィラメントがちゃんとセットされてるか、いつもより慎重にいきましょう。
ステップ3:接着して完成させる
まず仮組み ─ リハーサルが大事

上半分のパーツが印刷できたら、やりがちなのが「よし、すぐ接着剤を塗ろう!」って焦ること。ちょっと待ってください。まず「接着剤なし」で、上と下を合わせてみてください。
これを「仮組み」って言うんですけど、要は本番前のリハーサルです。ちゃんとピタッと合うか、隙間がないか、ガタつかないか。ここで確認しておく。もし引っかかるところがあったら、カッターナイフや紙ヤスリで少しだけ削って調整します。
接着剤を塗ってから「あ、合わない」ってなったら、もう取り返しがつかないですからね。
接着面をヤスリで荒らす
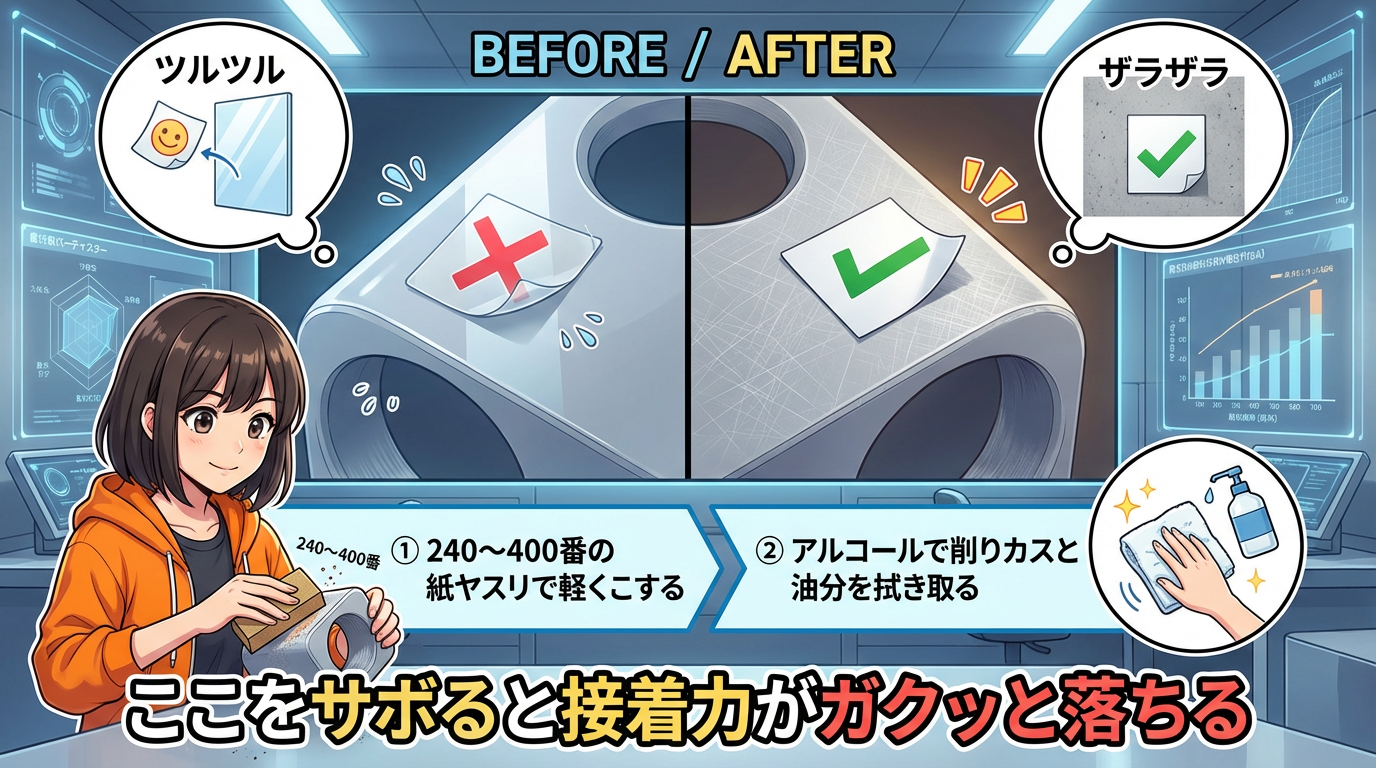
仮組みでぴったり合うことを確認したら、次に接着面の下準備をします。上半分と下半分、両方の「くっつける面」を紙ヤスリで軽くこすってください。240番から400番くらいのヤスリでOKです。
「え、せっかくきれいな面をわざわざ傷つけるの?」って思いますよね。実はこれ、接着剤がしっかりくっつくためにすごく大事なんです。
例えるなら、ツルツルのガラスにシールを貼るより、ちょっとザラザラした壁にシールを貼るほうがしっかりくっつきますよね。あれと同じ原理です。表面に細かい傷がつくことで、接着剤が入り込む面積が増えて、ガッチリくっつく。
ヤスリがけが終わったら、アルコールで表面の削りカスと油分を拭き取ってください。この下準備を省く人が多いんですけど、ここをサボると接着力がガクッと落ちます。
接着剤選び ─ 素材で全然違う

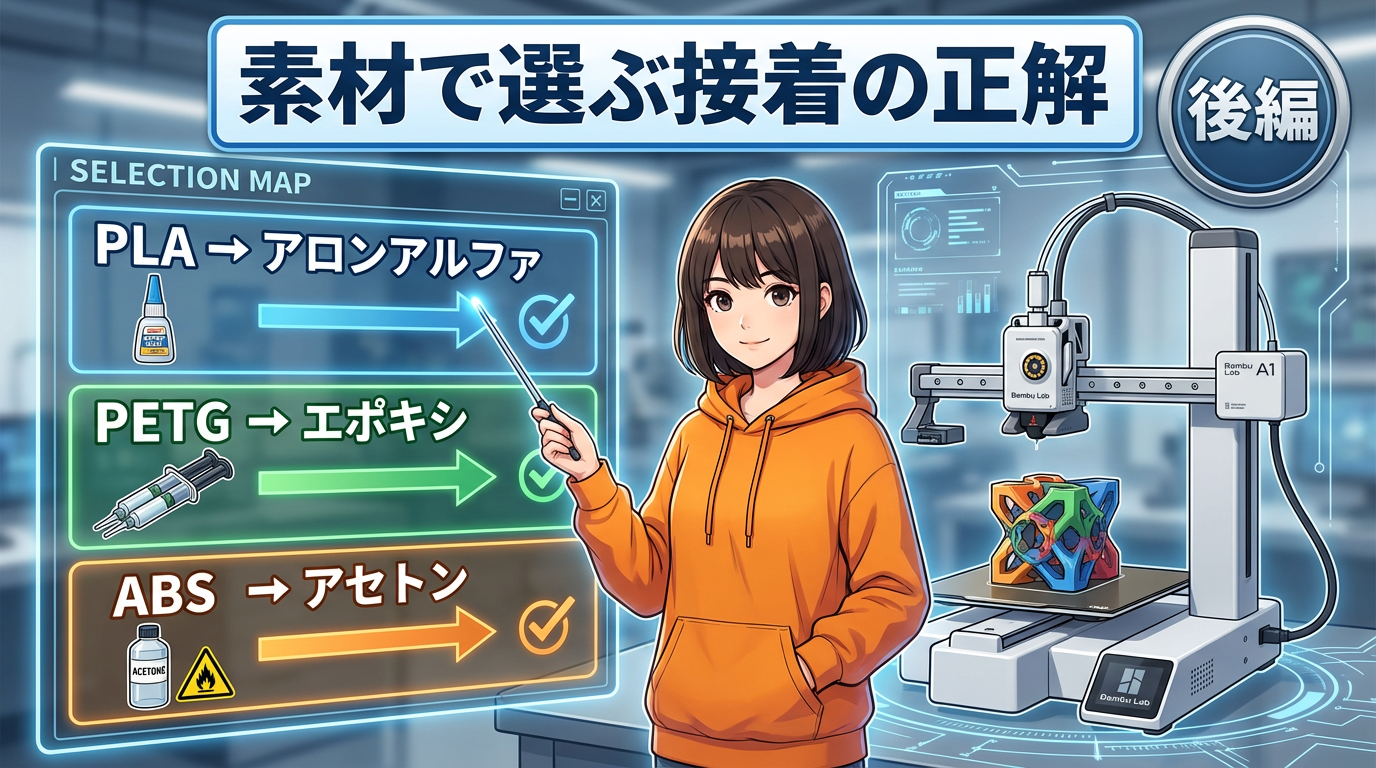
ここが実は今日の一番大事なポイントなんです。3Dプリンターで使うプラスチックって、PLA、PETG、ABSとか何種類かありますよね。で、実はこのプラスチックの種類によって「使うべき接着剤が全然違う」んです。
「とりあえずボンドで」は通用しません。木工用ボンドとか万能接着剤だと、くっつかないか、すぐ剥がれます。人間で言えば「血液型が違う」みたいなもので、相性があるんですよ。
PLAにはアロンアルファ(瞬間接着剤)

PLAには「瞬間接着剤」が一番相性がいいです。商品名で言うと「アロンアルファ」ですね。空気中の水分に反応して一瞬で固まるので、すぐくっつく。
ただし1つだけ注意点。瞬間接着剤にも「サラサラタイプ」と「ドロッとしたタイプ」があるんですけど、3Dプリント品には「中くらいの粘度」か「ドロッとしたタイプ」を選んでください。サラサラすぎると、3Dプリントの表面にある細かい溝に接着剤が吸い込まれちゃって、肝心の接着面に残らないんです。
あと、瞬間接着剤は固まるときに刺激のあるガスが出るので、換気をしっかりしてくださいね。
PETGにはエポキシ接着剤(2液混合タイプ)

PETGには「エポキシ接着剤」がおすすめです。ホームセンターで売ってる「2つの液を混ぜて使うタイプ」の接着剤ですね。「主剤」と「硬化剤」っていう2本のチューブがセットになっていて、同じ量を出して混ぜると、化学反応でガチガチに固まる。
瞬間接着剤より接着力が強くて、分子のレベルでがっちり結合します。
ただしデメリットが2つ。固まるまでに時間がかかる(完全に固まるには丸一日くらい)ことと、混ぜる前の液体が肌に触れるとかぶれることがあること。クランプやテープでしっかり固定して待つのと、使い捨て手袋をして作業するのがポイントです。
ABSにはアセトン(プラスチック自体を溶かしてくっつける)

ABSはちょっと特殊で、接着剤を「挟んでくっつける」んじゃなくて、「プラスチック自体を溶かしてくっつける」ことができるんです。
使うのは「アセトン」。マニキュアの除光液に入ってるやつですね。ABSはアセトンに溶ける性質があるので、くっつけたい面にアセトンを筆で塗ると表面がちょっとだけ溶ける。その状態でギュッと押し合わせると、溶けた部分同士が混ざり合って、冷えたらそのまま一体化する。
接着剤を使わないから、継ぎ目の強度がすごく高くなります。ただし、アセトンは引火性がめちゃくちゃ高い。火気厳禁。ライターやコンロの近くでは絶対に使わないでください。換気も必須です。
裏技として、ABSの端材をアセトンに溶かしてドロドロにしたものを「パテ」みたいに塗って接着する方法もあります。隙間埋めにも使えて便利ですよ。
接着剤の塗り方のコツ
どの接着剤を使う場合でも、塗り方には共通のコツがあります。
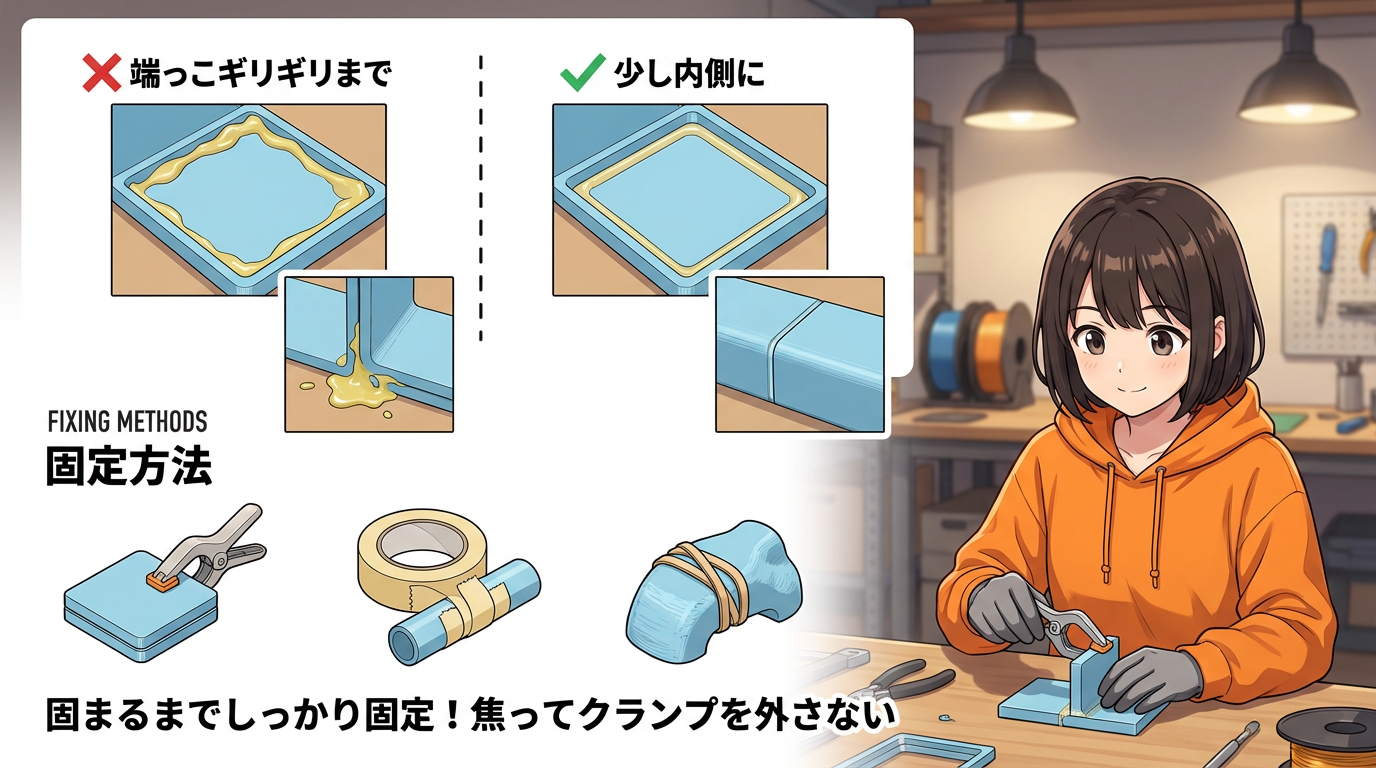
一番大事なのは「端っこギリギリまで塗らない」こと。パーツの外周から、ほんの少し内側に入ったところに塗ってください。上下のパーツをギュッと押し合わせたとき、接着剤が外側にはみ出しちゃうんです。はみ出た接着剤が表面にベタっとついて、仕上がりが汚くなる。端っこをちょっと避けて塗れば、押し合わせてもはみ出さない。
塗ったらパーツを合わせて、接着剤が完全に固まるまでしっかり固定します。クランプがあれば一番いいですけど、なければマスキングテープや太い輪ゴムでグルグル巻きにしてもOK。「もう固まったかな」と思っても、もう少し待ってください。
そもそも失敗を防ぐには ─ 予防チェックリスト
ここまで「失敗したものを復活させる方法」を話してきましたけど、本音を言うと「そもそも失敗しないのが一番」ですよね。特に長時間の印刷を始める前に、いくつかチェックしておくと安心です。
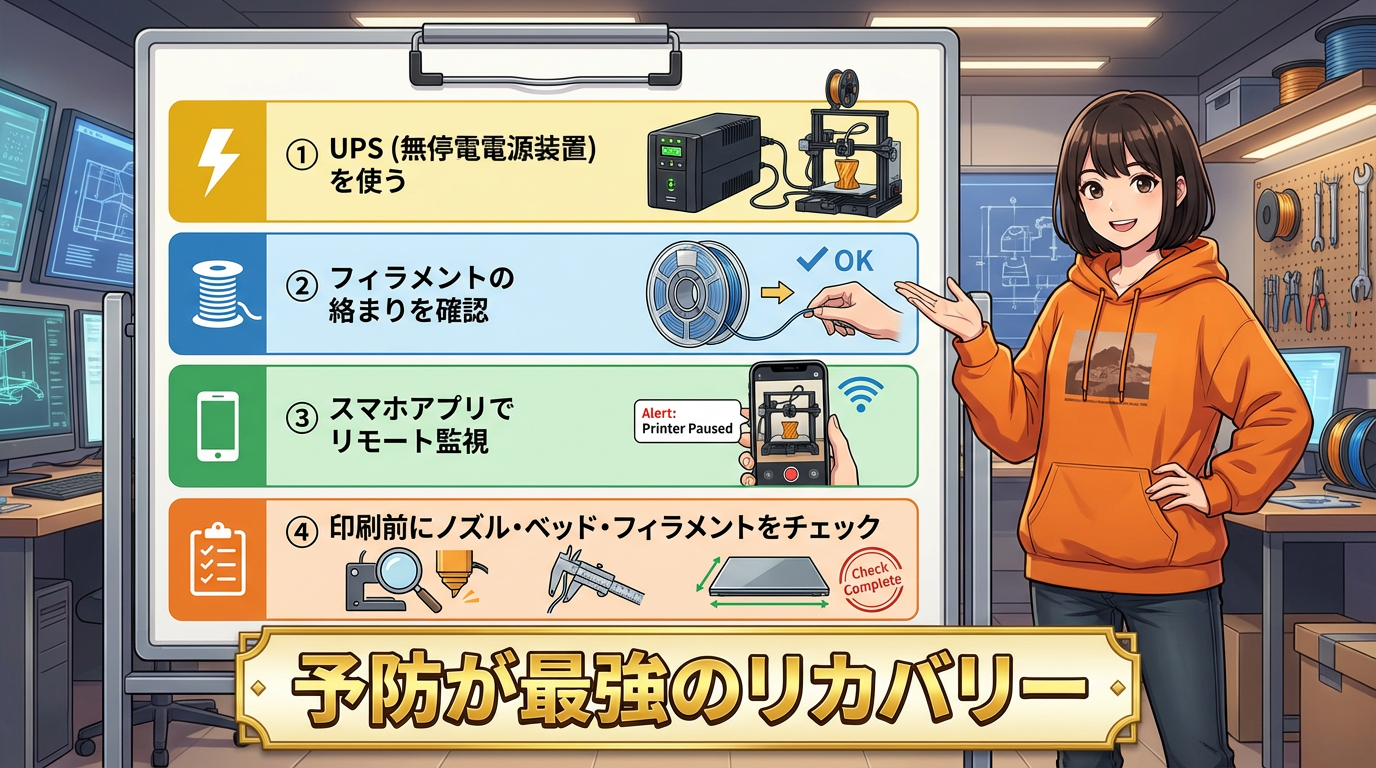
① UPS(無停電電源装置)を使う。停電してもプリンターに数分間電気を供給し続けてくれる装置で、一番確実な停電対策です。
② フィラメント(材料)のスプールが絡まっていないか確認する。絡まりは途中で詰まる原因になります。
③ スマホアプリ(Bambu Handyとか)でリモート監視する。外出中でもトラブルに早く気づける。
④ 印刷前にノズル、ベッド、フィラメントの状態をひと通りチェックする。
「予防が最強のリカバリー」。これは本当にそう思います。
よくある失敗パターン3選
失敗① 高さの測り間違い
リカバリーしようとして逆にやらかしちゃうパターンで一番多いのが、前編で話した「高さ測定」のミスです。
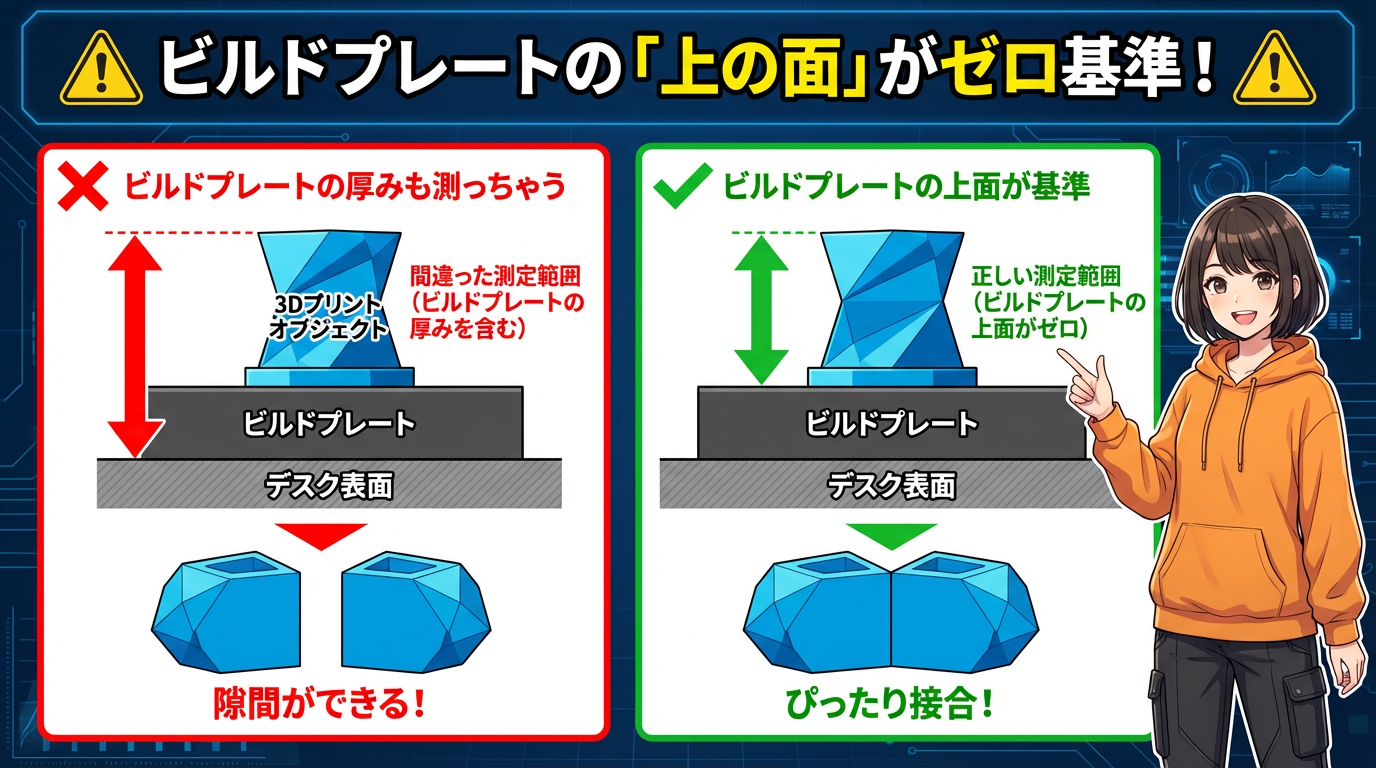
ビルドプレートごと造形物を外して机の上に置いて測るとき、ビルドプレート自体の厚みまで一緒に測っちゃう。そうすると実際の高さより数ミリ高い数値が出て、カットしたパーツを接着したときに継ぎ目のところに隙間ができちゃうんです。
測定するときは、ビルドプレートの「上の面」をゼロ基準にしてください。造形物が直接くっついてる面です。
失敗② フィラメントの色が微妙に違う

上半分を印刷するときに、同じ色のフィラメントを使ったはずなのに、くっつけてみたら色が微妙に違うっていうパターン。同じメーカーの同じ色でも、製造ロット(作られた時期)が違うと、色味がほんの少し変わることがあるんです。特にシルク系とかマット系のフィラメントで顕著。
機能的には問題ないので、見た目を気にしない用途ならそのままでOK。見た目も大事な場合は、パテで継ぎ目を埋めて全体を塗装するのが確実です。プラモデル用のパテとスプレーで仕上げれば、継ぎ目は完全に消えます。
失敗③ フィラメントの絡まり

「空打ち」の原因になるフィラメントの絡まり。スプールの保管中や、プリンターにセットするときに起きることが多くて、フィラメントの先端を手から離した瞬間に、バネみたいに戻って、自分自身のループの下に潜り込んじゃう。
対策は簡単。印刷前にスプールをよく見て、フィラメントが交差してないか確認してください。ちょっとでも怪しかったら、数メートル引っ張り出して、きれいに巻き直す。地味なんですけど、この「当たり前のこと」をやるかやらないかで、失敗率が全然変わるんですよ。
全体の流れをおさらい
前編と後編の内容を合わせて、全体の流れをおさらいします。
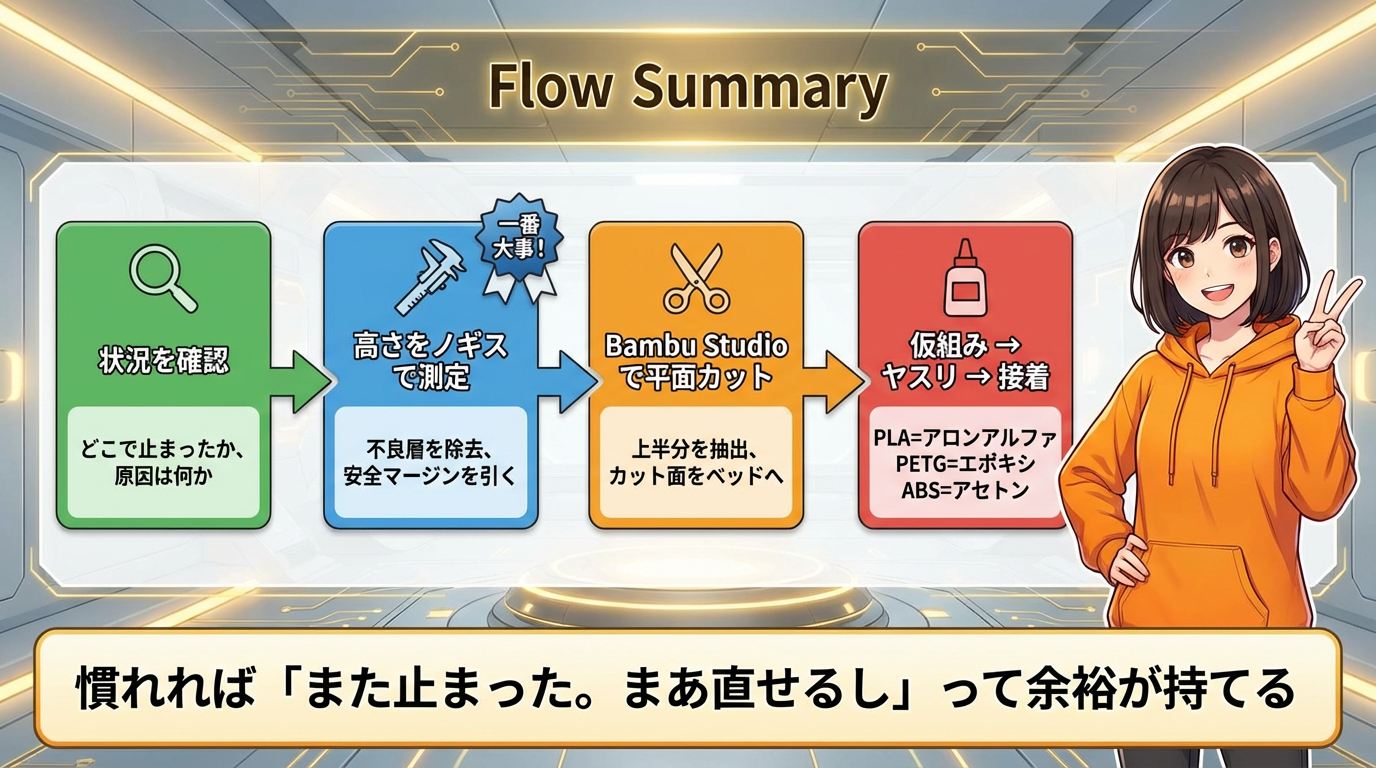
① まず状況を確認する。どこで止まったか、何が原因か。
② 失敗した造形物の高さをノギスで正確に測る。不完全な層は取り除いて、安全マージンを引く。ここが一番大事。
③ Bambu Studioで元のデータを「平面モード」でカットして、上半分だけを取り出す。切り口を下にしてセットする。
④ 上半分を印刷したら、仮組みで合うことを確認。ヤスリで接着面を荒らして、素材に合った接着剤でくっつける。PLAならアロンアルファ、PETGならエポキシ、ABSならアセトン。
この4ステップです。慣れれば「あ、また止まった。まあ直せるし」って余裕を持てるようになりますよ。
最後に伝えたいこと

今日一番伝えたかったのは「途中で印刷が止まっても、諦めなくていい」ってことです。数十時間かけた印刷物を丸ごとゴミ箱に捨てるのは、フィラメント代ももったいないし、何より精神的にキツい。
でも今日紹介した方法を知っていれば、大部分を救える可能性がある。そして同時に、「そもそも止まらないようにする予防」も大事。UPSの導入、フィラメントの管理、印刷前のチェック。
「予防が最強のリカバリー」。でも万が一のときは、今日の知識が必ず役に立ちます。

🎧 Podcastでも聴けます
🎬 YouTubeで観る
📝 ブログ版(作業しながら確認できます)

📓 Note記事(詳しい図解あり)
🔥 みんなが読んでる人気記事

