
みなさん、こんにちは!まーです。👋
印刷中に急にフィラメントが出なくなったり、カチカチ変な音がしたりして「壊れた?」って焦ったことありませんか?
でも安心してください。ノズルの詰まりは、必ずしも本体の故障とは限りません。軽い詰まりなら自分で解消できるケースも多いんです。
今回から3回シリーズで「ノズルの詰まり」を徹底解説していきます。第1回の今日は「症状の見分け方」と「初期対処法」です。

先に結論を言うと、ノズルの詰まりに対しては **「やさしい方法から順番に試す」** のが鉄則です。いきなり分解するのはNG。この考え方を覚えておくだけで、冷静さが全然違います。
👇 YouTube動画でも解説しています
https://www.youtube.com/@3dbox203
🎙️ Podcastで聴きたい方はこちら
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
① ノズル詰まりの代表的な3つの症状 🔍
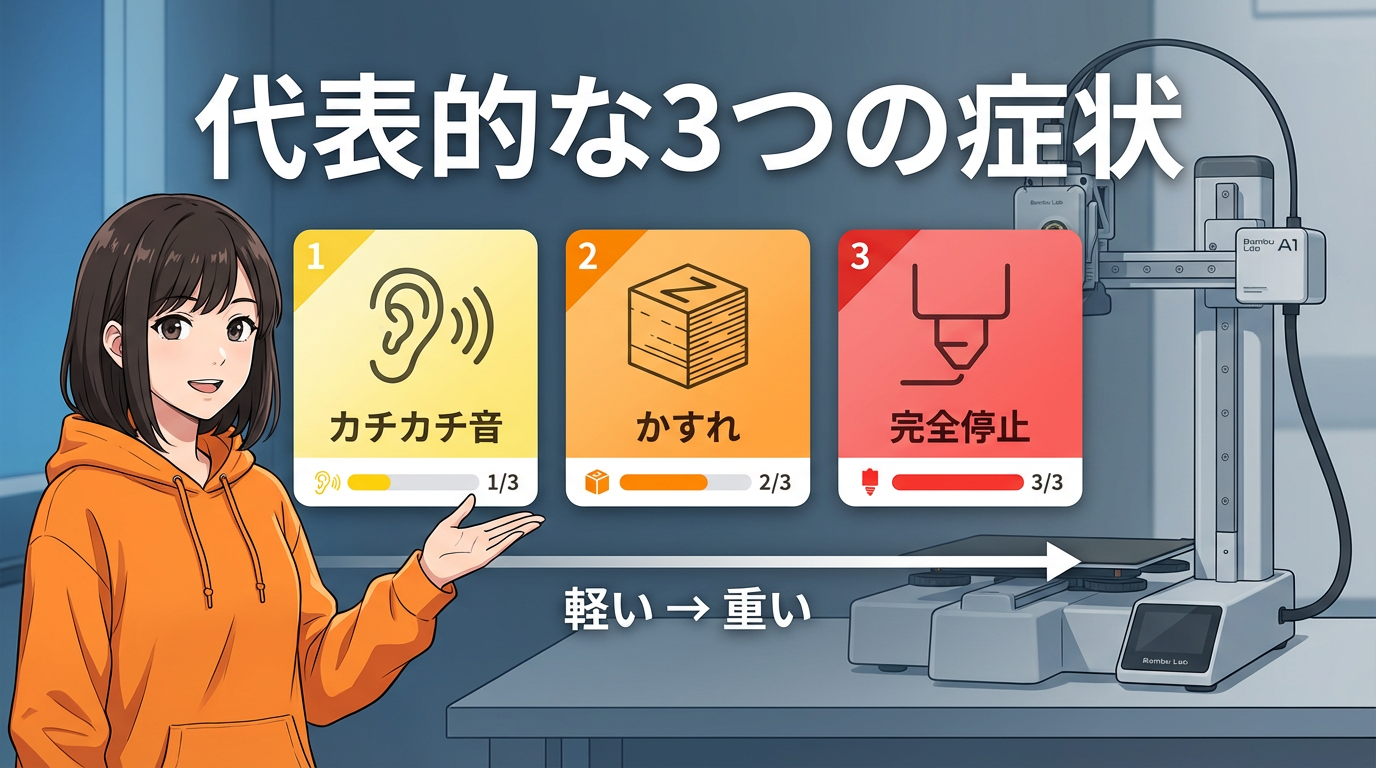
「あ、詰まってるな」って判断するための代表的な症状を3つ紹介します。深刻さが違うので、見分け方を知っておくと対処の優先度が変わります。
カチカチ音 ─ 一番最初に気づきやすいサイン 👂
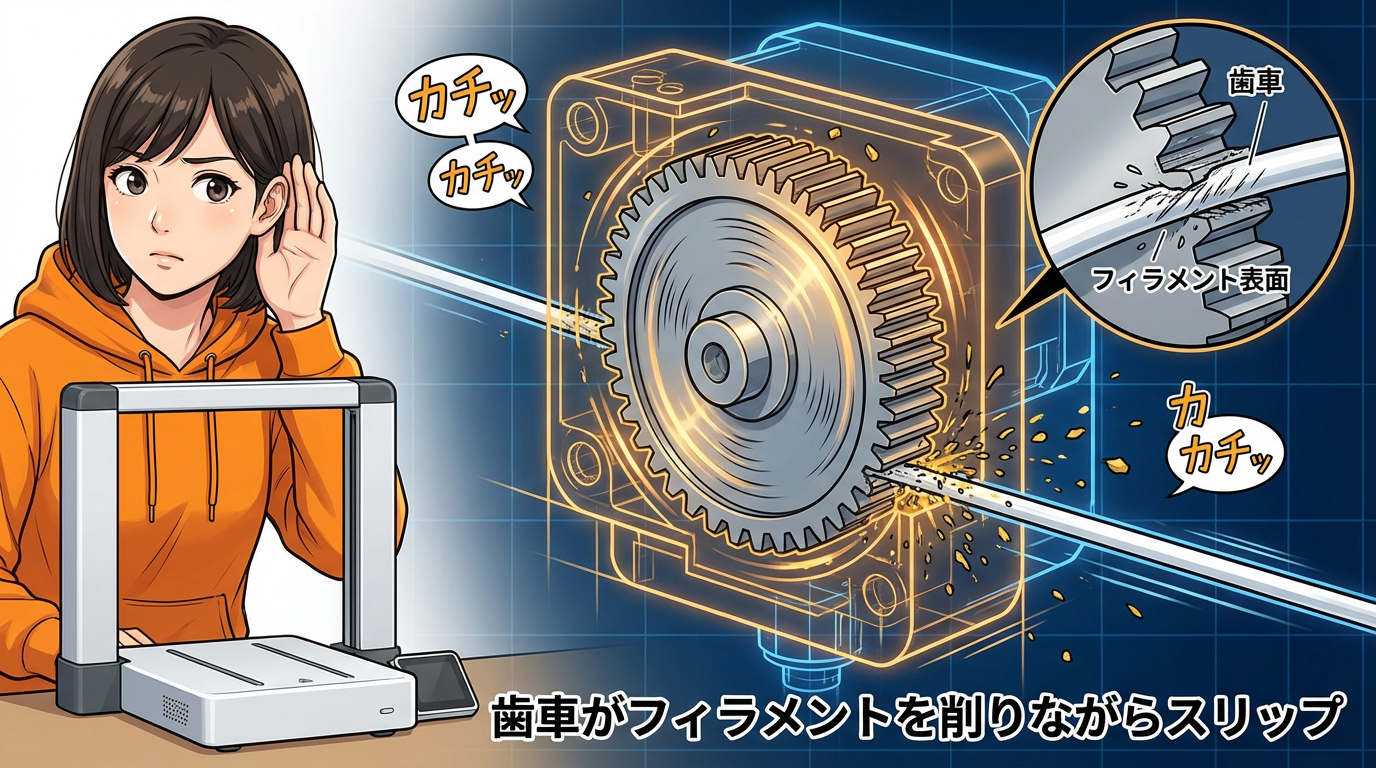
フィラメントを送り込むモーターが、押し出しの抵抗に負けて空回りしているときに出る音です。
普段はモーターがフィラメントを押し込んで、ノズルから樹脂が出てきます。でもノズルの中が詰まっていたり、何らかの原因で流れが悪くなっていると、モーターの歯車がフィラメント表面を削りながらスリップする。この音が「カチカチ」。
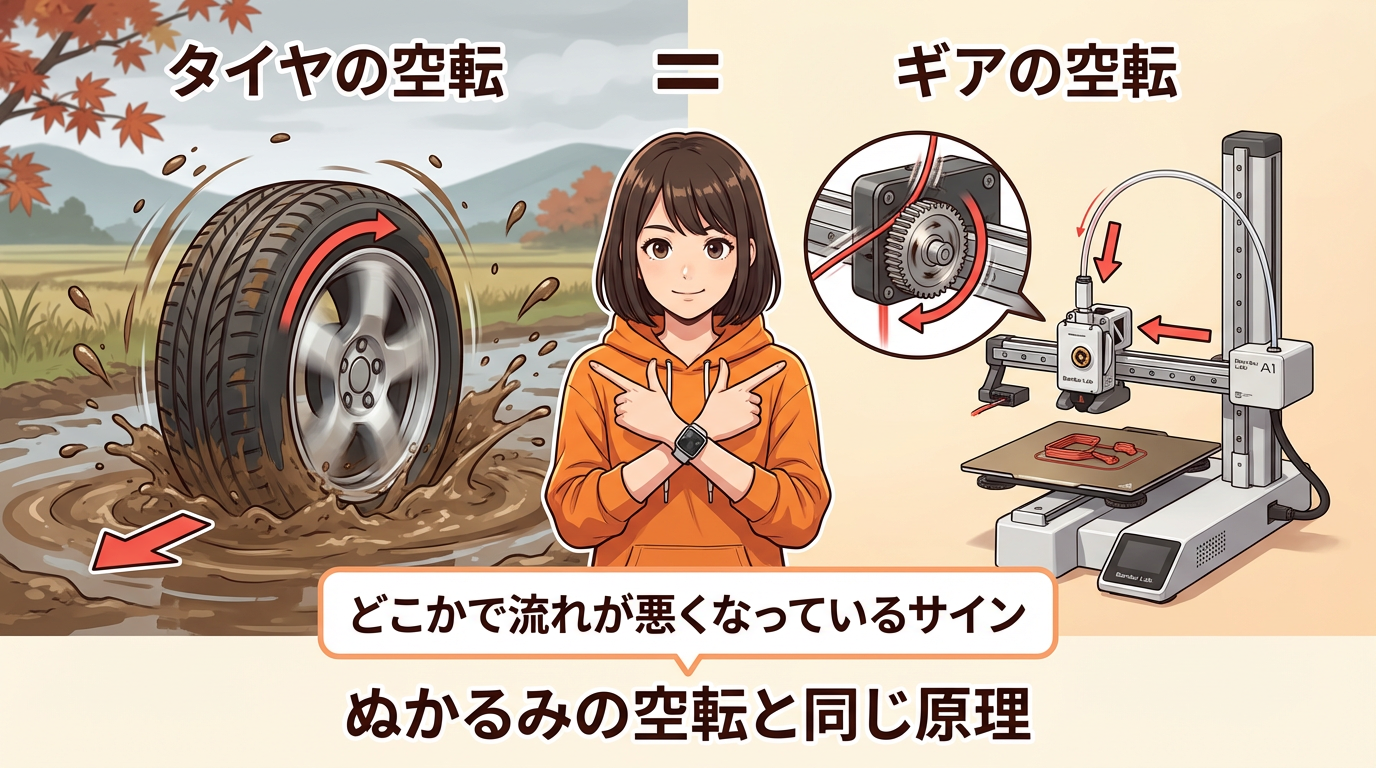
車のタイヤがぬかるみで空転してるのと同じ状態ですね。
カチカチ音が聞こえたら「どこかで流れが悪くなっているサイン」と考えてください。ノズル詰まりだけでなく、エクストルーダー側の問題や温度不足でも起こりえます。
かすれ(過少押し出し)─ 印刷物にスキマができる 🖨️

印刷物の壁にスキマができたり、線が細くなったりする状態です。専門用語では「アンダーエクストルージョン」とも呼ばれます。
要するに、出るべき量の樹脂が出ていない。蛇口でいうと、水道管にゴミがちょっとだけ詰まって水がチョロチョロしか出ない状態です。
原因は、部分的な詰まりのほか、温度不足、フィラメントの状態不良、押し出し側のトラブルなどさまざまです。放っておくと完全に詰まるので、早めの対処がポイントですね。
完全停止 ─ 一番深刻な症状 🚨
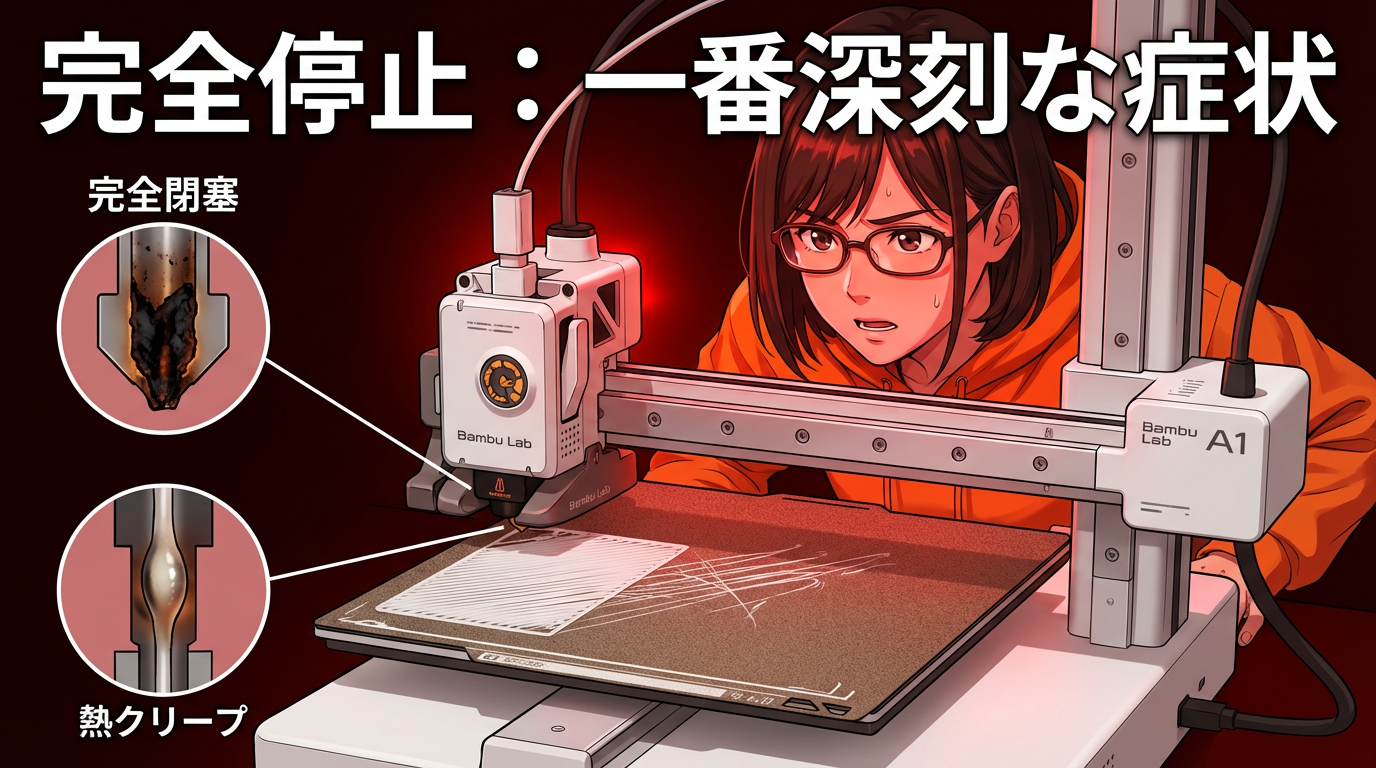
ノズルは動いてる。モーターも回ってる。でもフィラメントが1ミリも出てこない。
代表例としては、ノズル内の完全閉塞や、熱クリープなどでエクストルーダー側が詰まるケースがあります。ほかにもフィラメントの引っ掛かりやモーター過負荷など、原因はさまざまです。
いずれにしても流路が完全にふさがっている状態なので、本格的な対処が必要になります。
② 対処の6段階ロードマップ ─ やさしい順に試す 🗺️

対処法に入ります。鉄則は「やさしい方法から順番に」です。
ここからは、私ならこの順で試すというロードマップを紹介します。全部で6段階あります。
① 高めの温度で手動押し出し
② 清掃ピン
③ コールドプル
④ 六角レンチ加熱法
⑤ エクストルーダー分解
⑥ ホットエンド交換
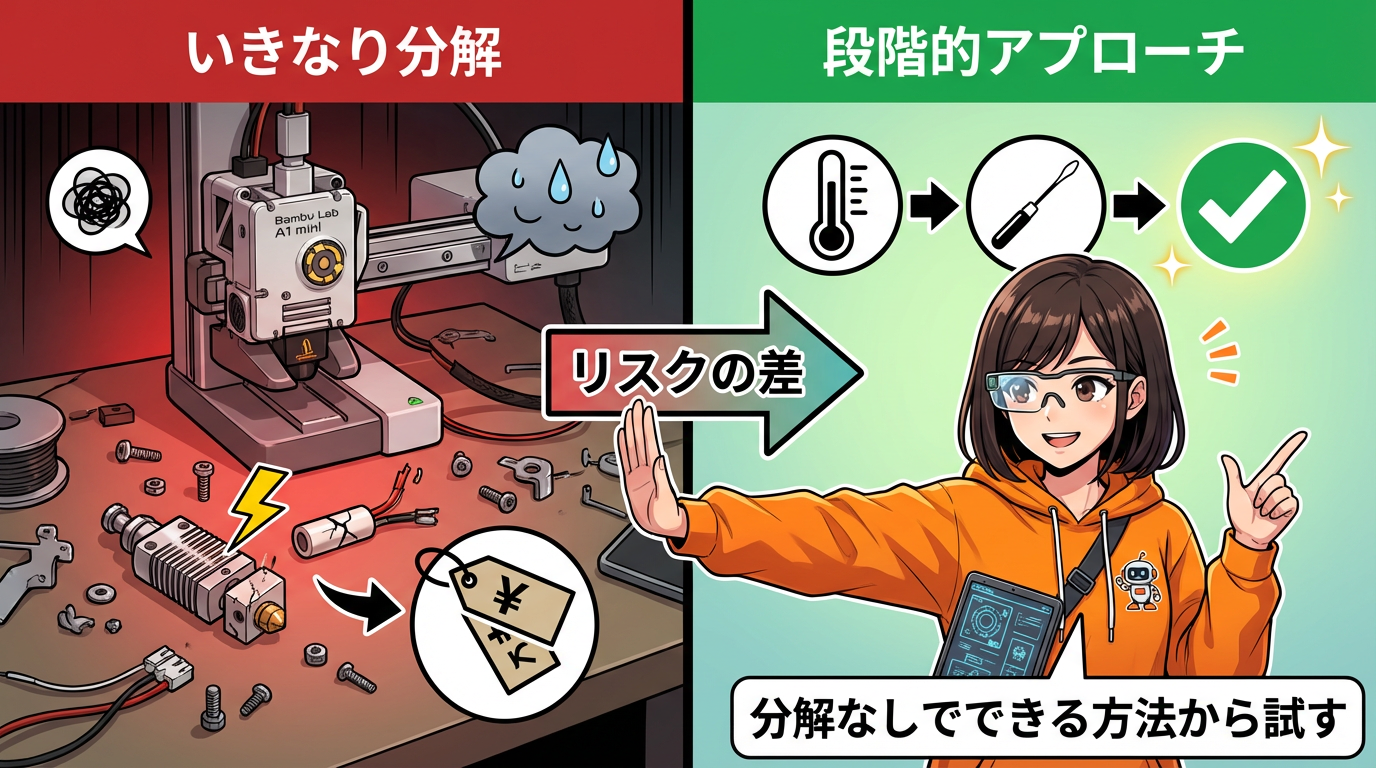
なぜやさしい順かというと、いきなり分解すると別の部品を壊すリスクがあるからです。分解なしでできる方法から試して、ダメなら次へ。この段階的アプローチが大事です。
今日は①と②を詳しく解説します。
③ 対処法①:高めの温度で手動押し出しを試す 🌡️
仕組み ─ ハチミツをサラサラにする原理

最初の対処法は、ノズル温度を高めにして手動押し出しを試す方法です。一番シンプルで、最初に試しやすい方法ですね。
プラスチックは温度が上がると粘り気が下がります。ドロドロのハチミツを温めるとサラサラになるのと同じ原理です。温度を上げることで詰まっている樹脂の粘度が下がって、押し出す力で一緒に流れ出てくれる。
フィラメントの種類を変えたときや、かすれが出始めたときに特に効果が高い方法です。
やり方

① ノズルの温度を、使用中フィラメントの推奨範囲の上側に寄せて加熱します。普段より10℃から20℃くらい上げるのが一つの目安です。ただし素材やメーカーによって適正値は変わるので、推奨上限を大幅に超えないようにしてください。
② 温度が上がったら、本体画面、またはBambu Studioのデバイス画面から、手動でフィラメントを送り出して確認します。
成功の見分け方

最初は汚い色の樹脂が出てくることもありますが、中に溜まった汚れが排出されている証拠なので良いサインです。きれいな色が安定して出てきたらOK 🎉
ただし温度を上げすぎると樹脂が焦げるので、メーカー推奨の上限を大幅に超えないようにしてください。
④ 対処法②:清掃ピン ─ 物理的に詰まりを砕く 📌
仕組み ─ 手動押し出しとの違い

手動押し出しで解決しなかった場合、次は「清掃ピン」です。
Bambu Labのプリンターに付属していることが多い細い針金のピン、覚えてますか? あれです。ノズルの先端に物理的に差し込んで、こびりついた汚れを突いて砕く道具です。
手動押し出しが「熱で溶かして流す」のに対して、清掃ピンは「物理的に突いて壊す」アプローチ。炭化した樹脂やフィラメントの不純物がガチッと固まっている場合に効果を発揮します。
やり方
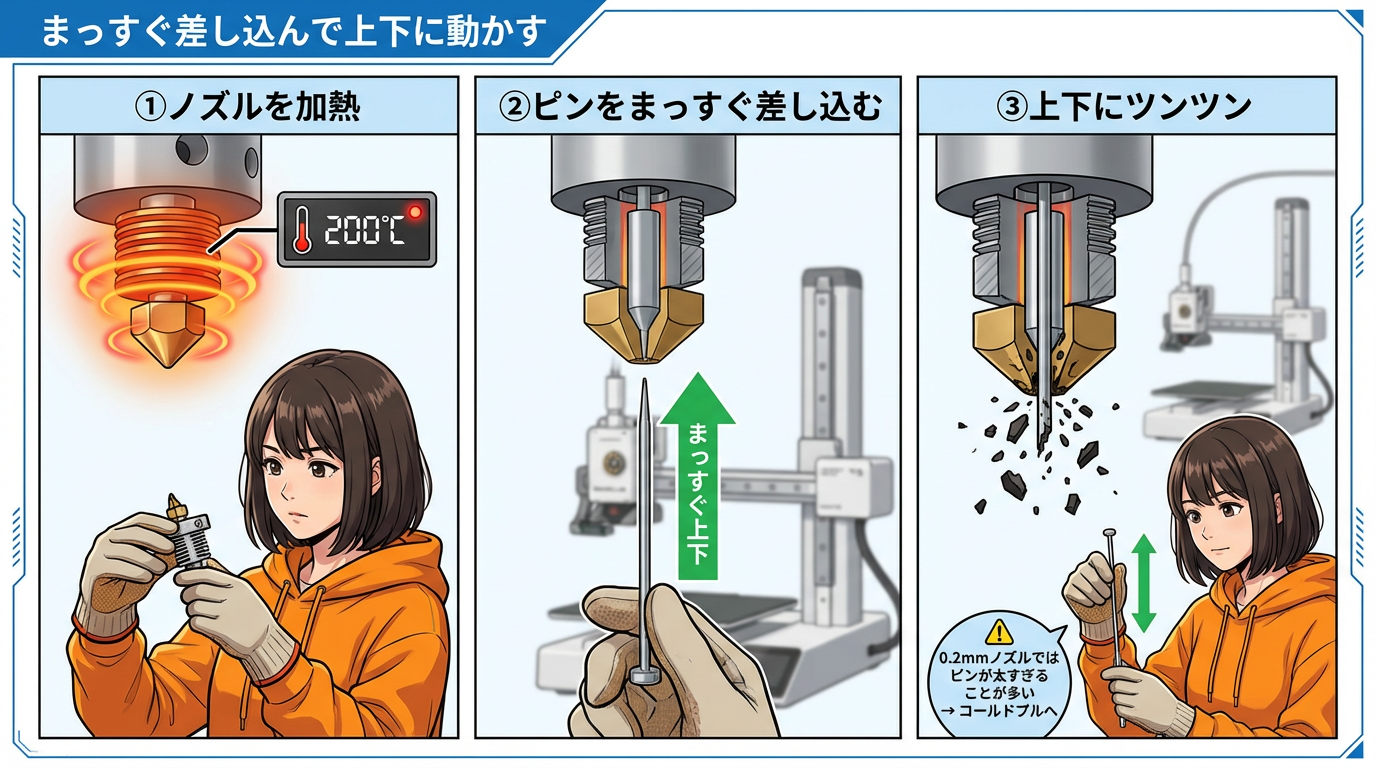
① ノズルをフィラメントの溶融温度よりちょっと高めに加熱します。
② 温度が安定したら、ノズルの先端(下側)から清掃ピンを垂直にまっすぐ差し込みます。上下にツンツンと動かして詰まりを砕いていく。
③ 0.2mmのマイクロノズルでは付属の清掃ピンが太すぎて使いにくいことが多いです。その場合は次回紹介するコールドプルに進んでください。
3つの注意点 ⚠️

清掃ピンで大事な注意点が3つあります。
**① ノズル先端からまっすぐ入れる**
斜めにこじるように入れるとノズルの内壁を傷つけます。
**② ピンを回転させない**
回すと中で折れる可能性があります。まっすぐ上下だけ。
**③ 安全対策**
加熱中のノズルに近づく作業なので耐熱手袋を使ってください。ピンを差し込んだ瞬間に、溜まっていた圧力で熱い樹脂がビュッと飛び出すことがあります。顔を近づけすぎないように。
⑤ 今日のまとめ ✅
代表的な3症状
① **カチカチ音** ─ 送り機構が抵抗に負けて空回りしている音。一番軽い段階のサイン
② **かすれ** ─ 出るべき量の樹脂が出ていない状態。原因はさまざま
③ **完全停止** ─ 流路が完全にふさがっている。本格的な対処が必要
初期対処法2つ
① **高めの温度で手動押し出し** ─ 推奨範囲の上側に寄せて押し出しで排出。ハチミツを温めてサラサラにするイメージ
② **清掃ピン** ─ 下からまっすぐ差し込んで詰まりを突く。回さない、安全対策必須
この2つで解決しない場合、もっと強力な方法が必要になります。
⑥ 次回予告 ─ コールドプル&中級テクニック 🔧

次回は、詰まり対策の定番としてよく使われる「コールドプル」を徹底解説します。さらに、やや上級者向けの加熱引き抜きテクニックやエクストルーダー分解まで、中級テクニックを一気にお届けします。
お楽しみに!

👇 YouTube動画でも解説しています
https://www.youtube.com/@3dbox203
🎙️ Podcastで聴きたい方はこちら
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
📝 ブログ記事
https://mardna810.com/
📓 Note
https://note.com/mar810
🔥 みんなが読んでる人気記事

