

みなさん、こんにちは!まーです。👋
前回の「ノズル詰まり緊急レスキュー①」では、カチカチ音・かすれ・完全停止という3つの症状の見分け方と、高めの温度での手動押し出し&清掃ピンの初期対処法を紹介しました。
今回は第2回。あの2つで解決しなかった場合の「中級テクニック」です。

定番のメンテナンス技術「コールドプル」を中心に、六角レンチ加熱法、エクストルーダー分解まで一気にいきます。
👇 YouTube動画でも解説しています

🎙️ Podcastで聴きたい方はこちら

① コールドプル ─ 定番の詰まり解消法 🔧
コールドプルってなに?
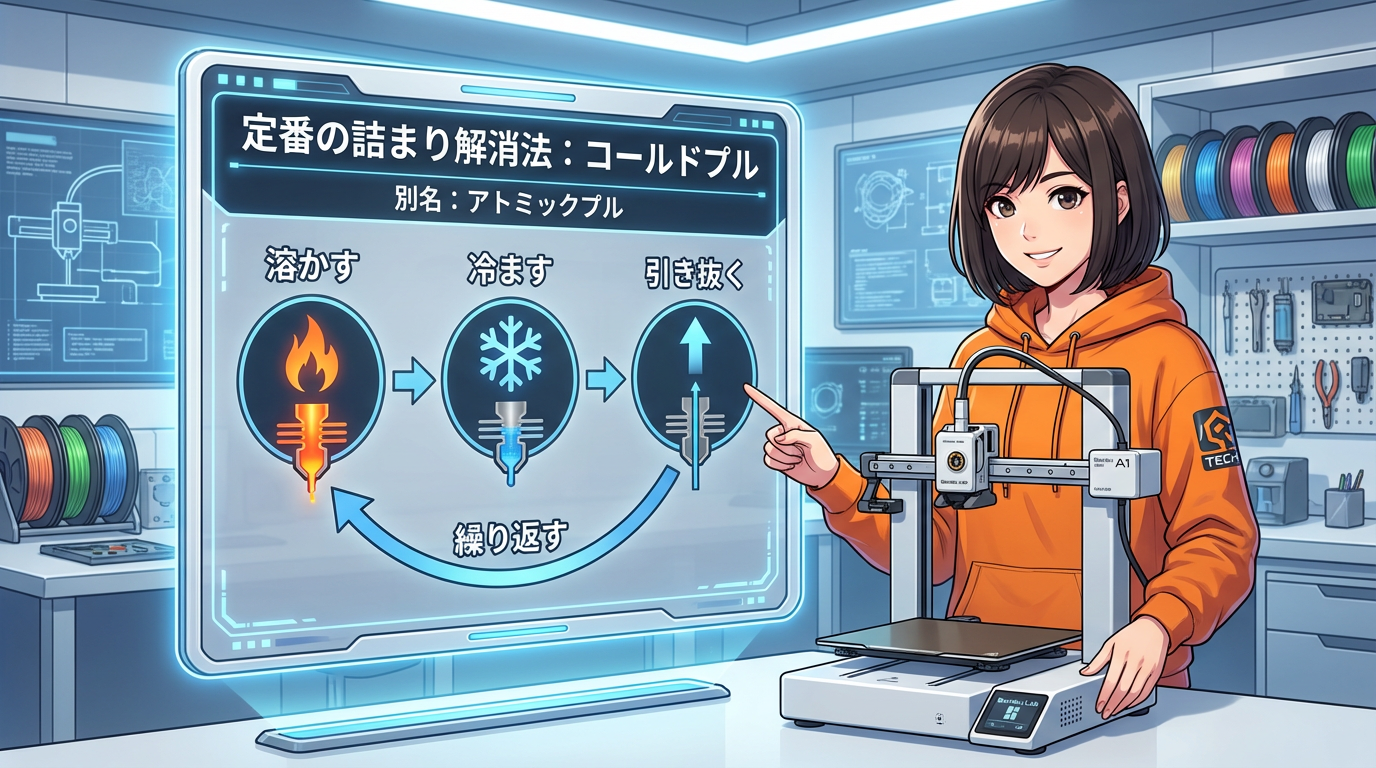
コールドプル、別名「アトミックプル」。温度パージでも清掃ピンでもダメだった場合に、まず試したい定番中の定番です。
やることはシンプル。「フィラメントを溶かして、ゆっくり冷まして、固まる直前に一気に引き抜く」。これだけです。
仕組み ─ たい焼きの型取りイメージ
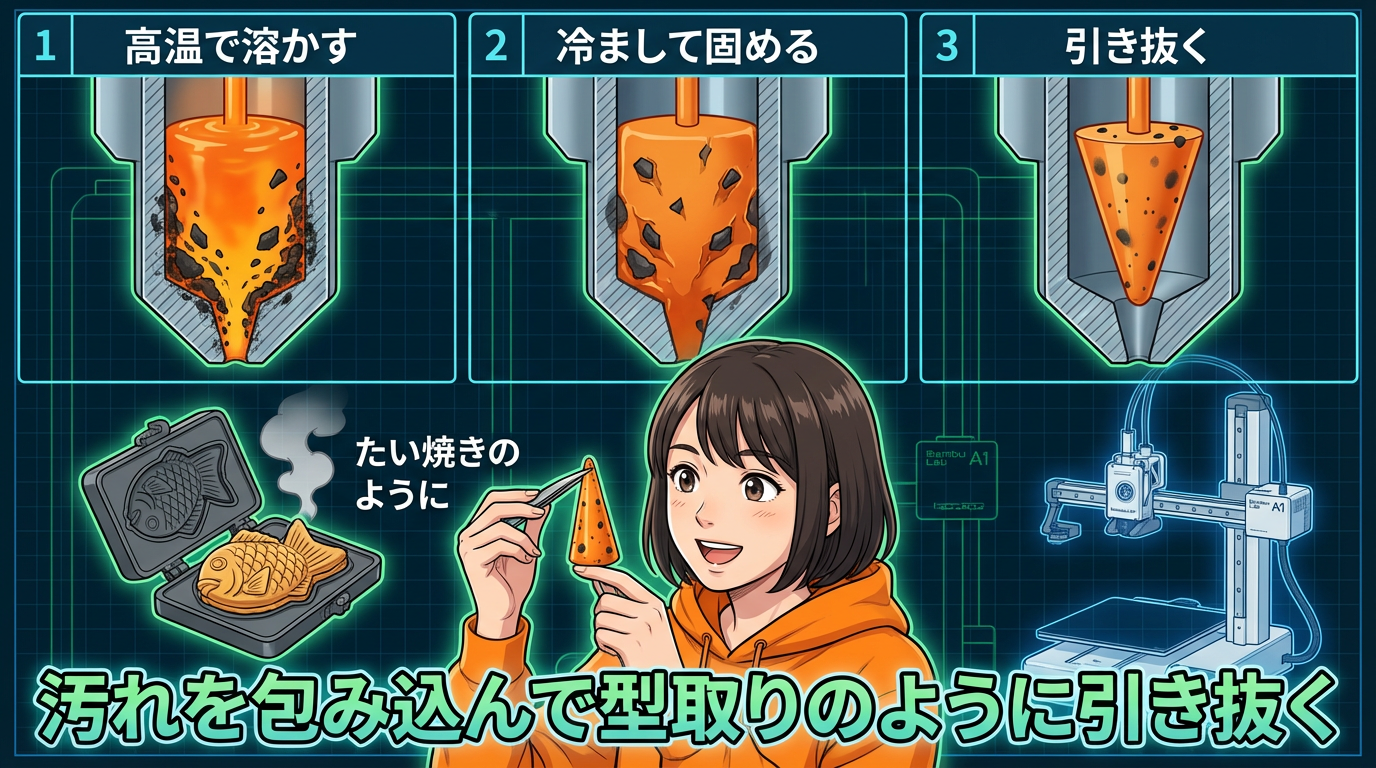
高温で溶かした樹脂がノズル内部の隅々まで行き渡って、壁にこびりついた汚れの隙間にも入り込みます。そこから温度を下げると、汚れを包み込みながら固まっていく。完全に固まる「直前」に引き抜くと、ノズル内部の型取りのように汚れごと全部出てくる仕組みです。
たい焼きの型から中身をきれいに取り出すイメージですね。
手順 ─ 4ステップ
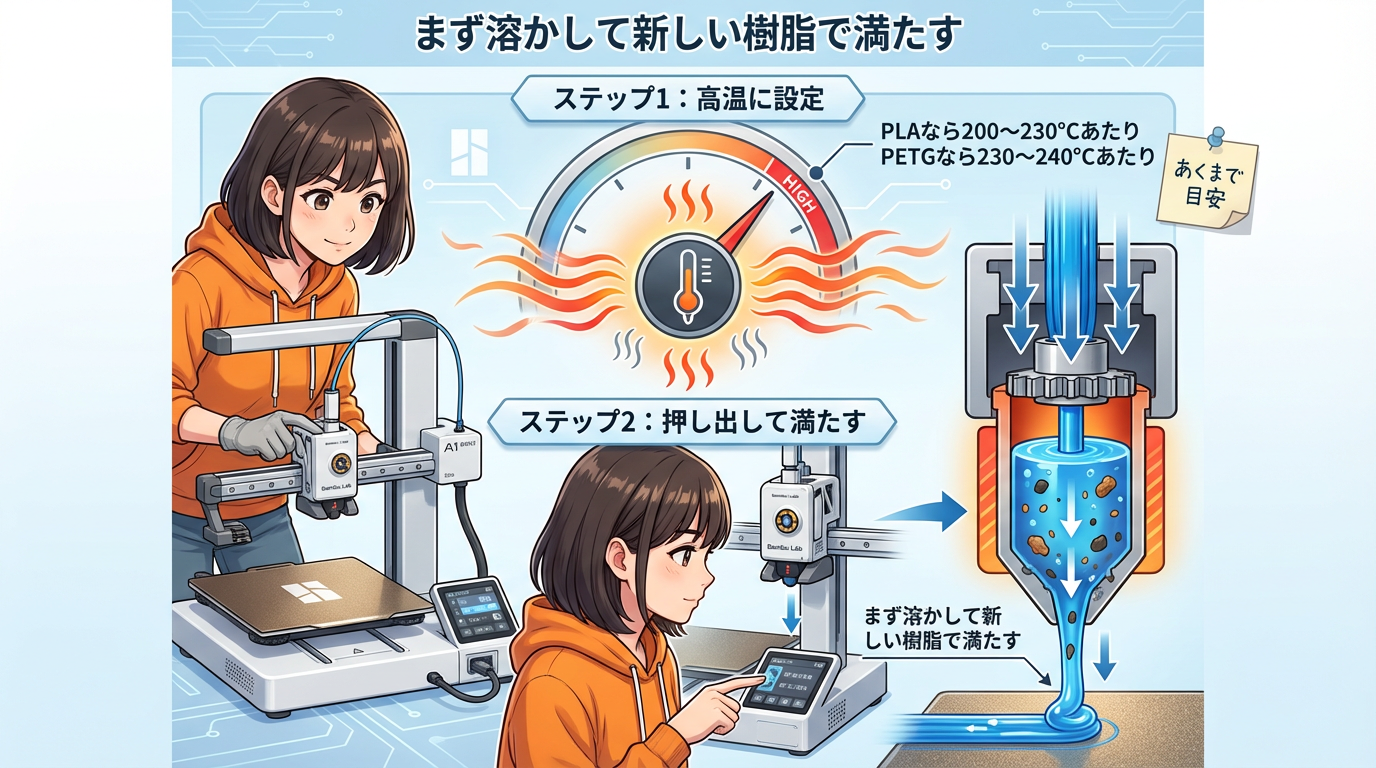
「ステップ1」ノズルを高温に設定します。PLAなら200〜230℃あたり、PETGなら230〜240℃あたりが目安。
「ステップ2」フィラメントを押し出して、新しい樹脂で中を満たします。
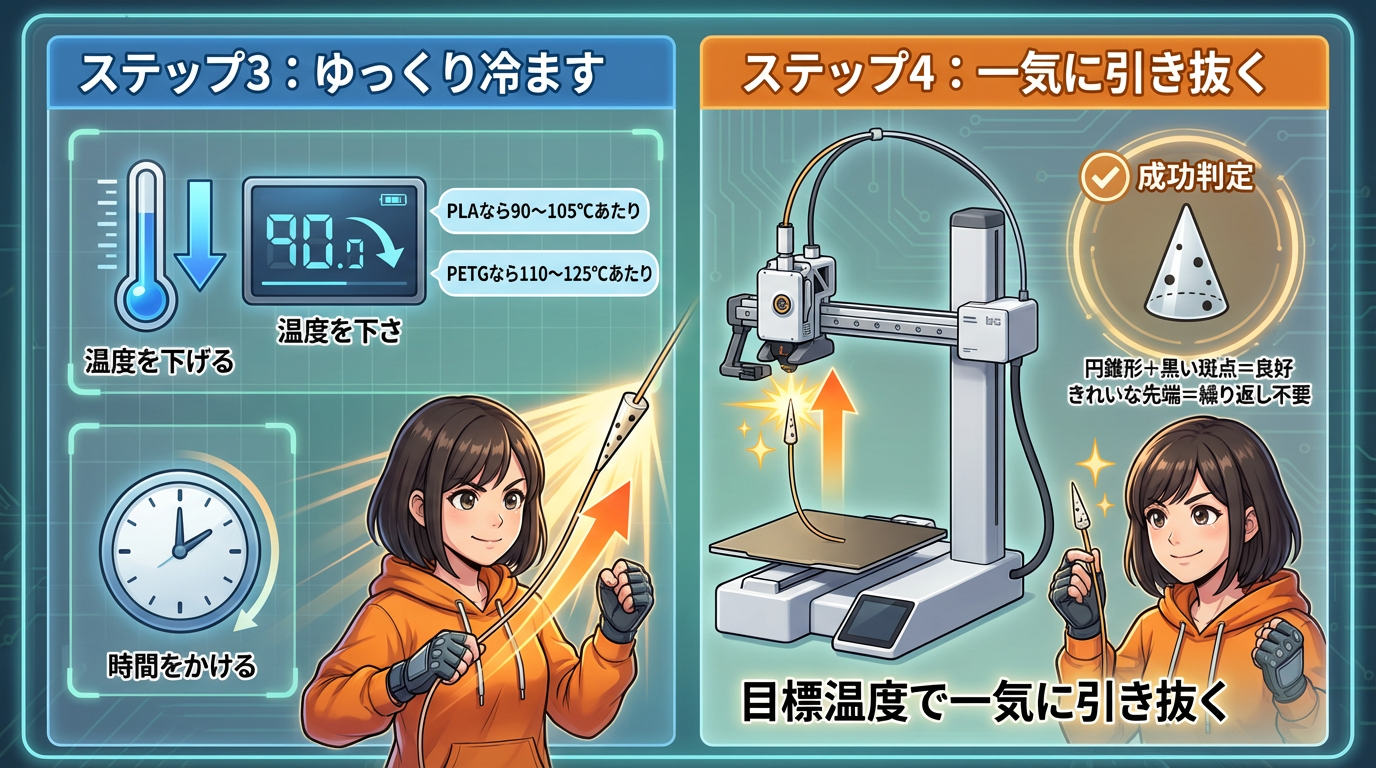
「ステップ3」温度をゆっくり下げます。PLAなら90〜105℃あたり、PETGなら110〜125℃あたりが目安。
「ステップ4」目標温度に達したら一気に引き抜く。連続的にまっすぐ引っ張ります。
引き抜いた先端にノズル内部の円錐形がきれいに型取りされていて、黒い斑点がついていたら大成功。先端がきれいになるまで何回か繰り返してください。
素材別の温度ガイド 🌡️
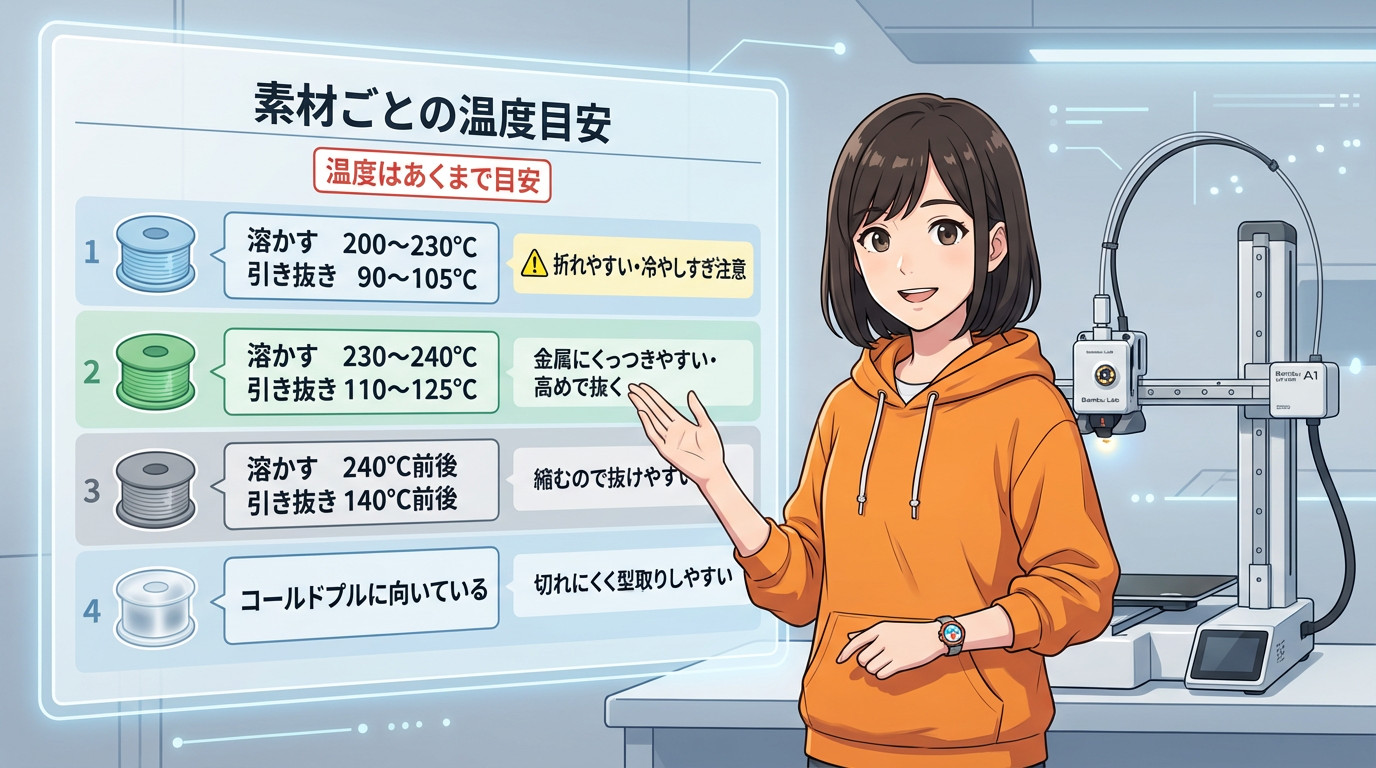
コールドプルで一番大事なのは温度管理。素材ごとの目安を紹介します。温度はあくまで目安で、機種やノズル径、残っている素材によって最適値は前後します。
① PLA ─ 溶かす温度200〜230℃、引き抜き90〜105℃。パキッと折れやすいので冷やしすぎに注意。
② PETG ─ 溶かす230〜240℃、引き抜き110〜125℃。金属にくっつきやすいのでPLAより高めで抜くのがコツ。
③ ABS ─ 溶かす240℃前後、引き抜き140℃前後。冷えると縮むので比較的抜けやすい素材。
④ ナイロン ─ 引っ張り強度が高いので途中で切れにくく、コールドプルに向いてます。ただ、詰まりを起こした素材でもコールドプルはできますよ。
成功の3つのコツ ✅

「コツ1」1回でダメでも諦めない。重度の詰まりだと2〜3回繰り返して、先端がきれいになるまで続けてください。
「コツ2」引き抜くタイミングが命。早すぎると柔らかすぎて汚れを巻き込めない。遅すぎると固まって抜けない。温度の数値をしっかり見ながらやること。
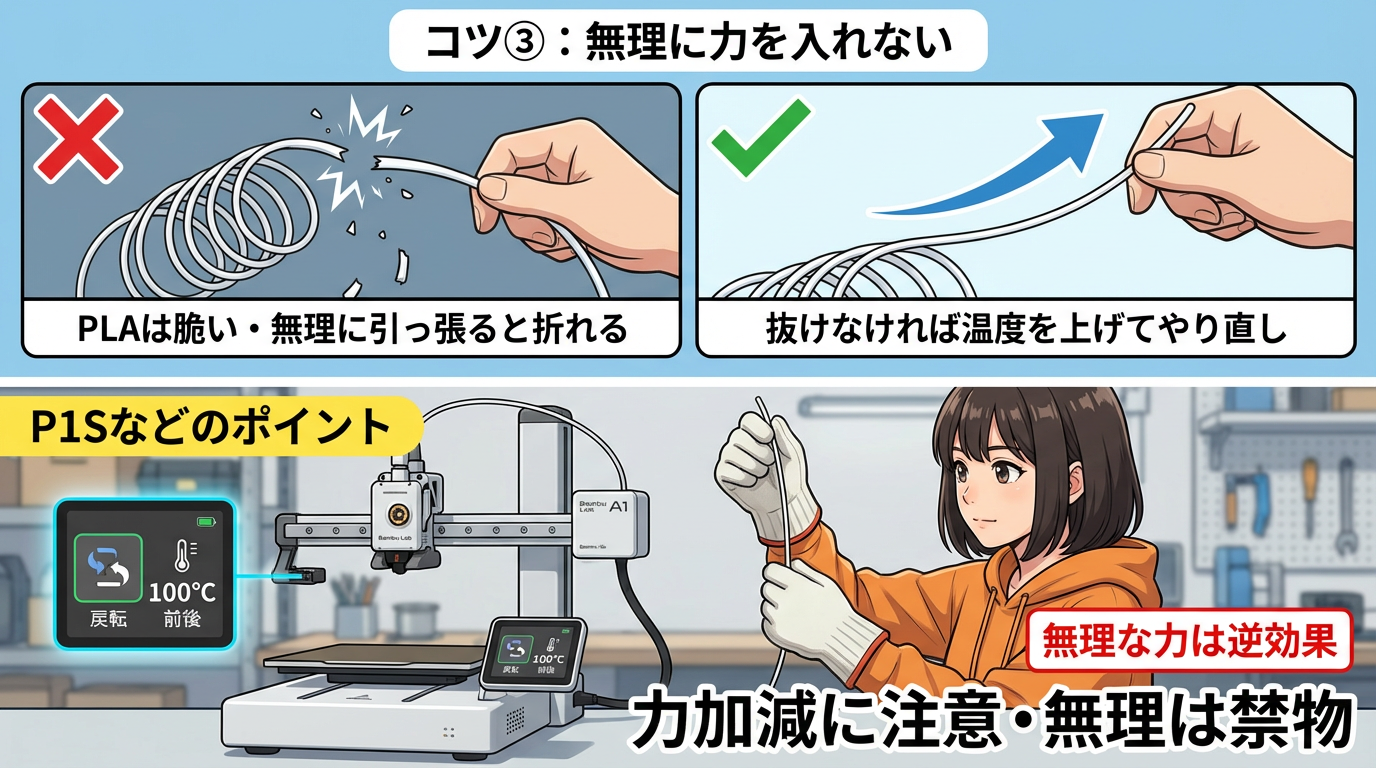
「コツ3」無理に力を入れない。特にPLAは脆いので、無理に引っ張ると途中で折れて状況が悪化します。抜けなければもう一度温度を上げてやり直し。
P1Sなどでは、100℃前後まで下がったタイミングで、画面の引き戻し操作を使いながら、フィラメント端を軽く補助して引き抜く方法が知られています。固すぎる場合はいったん温度を見直してください。
予防としても使える
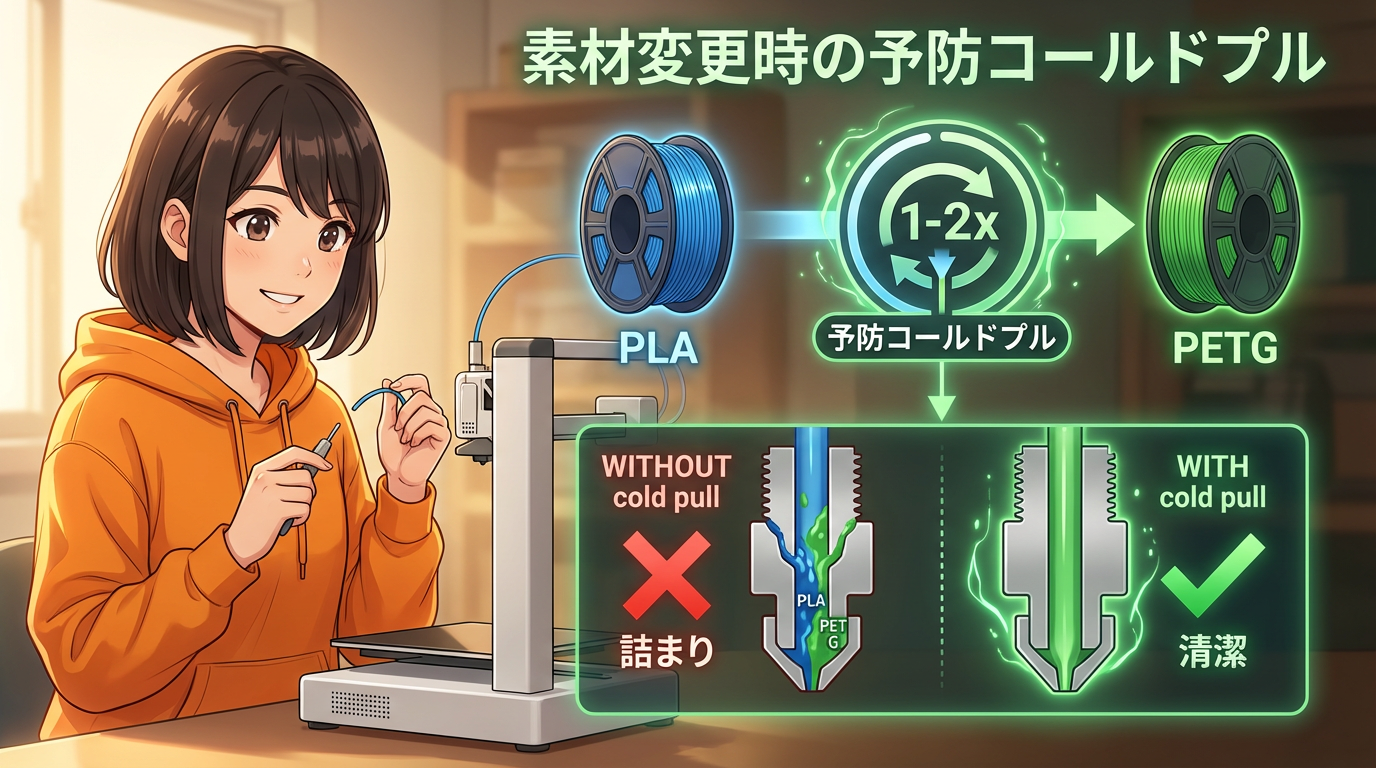
コールドプルは「詰まってから」だけじゃなく、予防にも使えます。
特に効果的なのが、フィラメントの種類を変えるとき。PLAからPETG、PETGからTPUなど、素材変更後に押し出しが不安定になりやすい人は、前の素材を使って予防的にコールドプルを1〜2回試してみる価値があります。
前の素材のカスが残ったまま次の素材を通すと詰まりの原因になるので、素材変更の「引き継ぎ清掃」として覚えておくと便利です。
② 六角レンチ加熱法 ─ 孤立した詰まりの応急処置 🔩
いつ使うのか
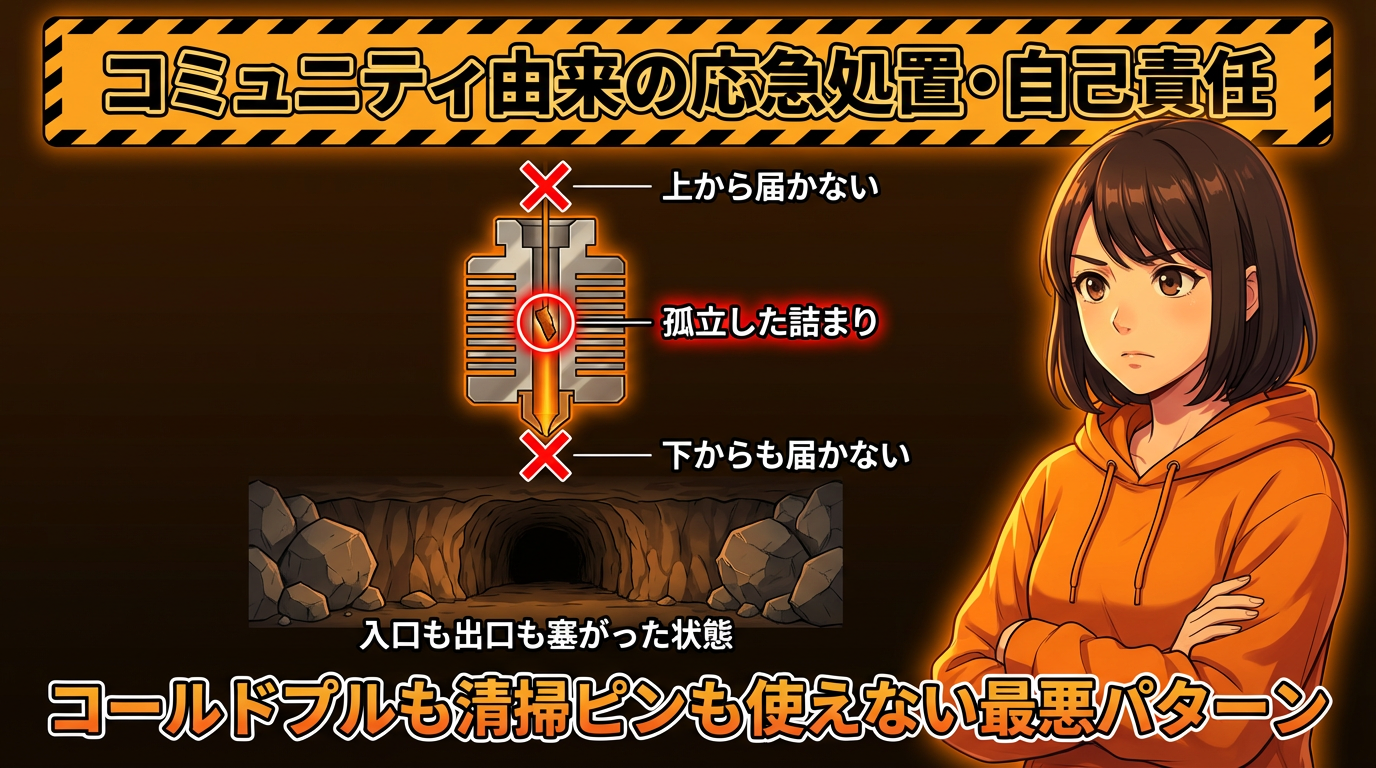
ここからは、公式の基本手順というより、ユーザーコミュニティで共有されている応急処置の紹介です。機種や詰まり位置によっては有効ですが、自己責任の要素が強いため、まずは公式のコールドプルや分解清掃を優先してください。
フィラメントがノズルの中で完全に折れて、上からも下からも届かなくなった場合に使います。コールドプルも清掃ピンも使えない「完全に孤立した詰まり」です。
トンネル内で岩が崩れて、入り口からも出口からもアクセスできない状態をイメージしてください。外部から熱を持ち込んで、詰まりを溶かして引きずり出す方法です。
やり方
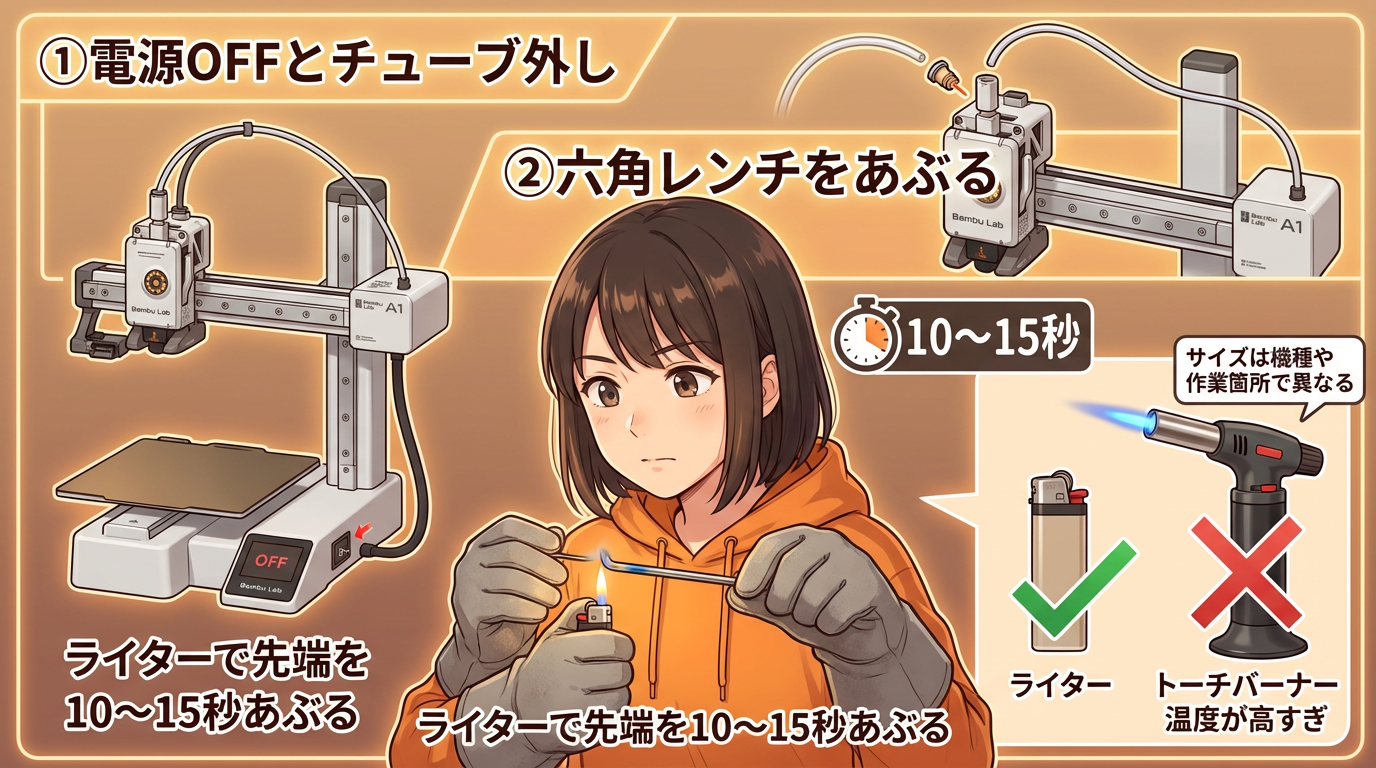
① プリンターの電源を完全に切って、ホットエンド上部のPTFEチューブを外す。
② 細い六角レンチの先端を普通のライターで10〜15秒あぶる。トーチバーナーは温度が高すぎるのでNG。先端がちょっと変色したら十分です。サイズは機種や作業箇所で異なります。
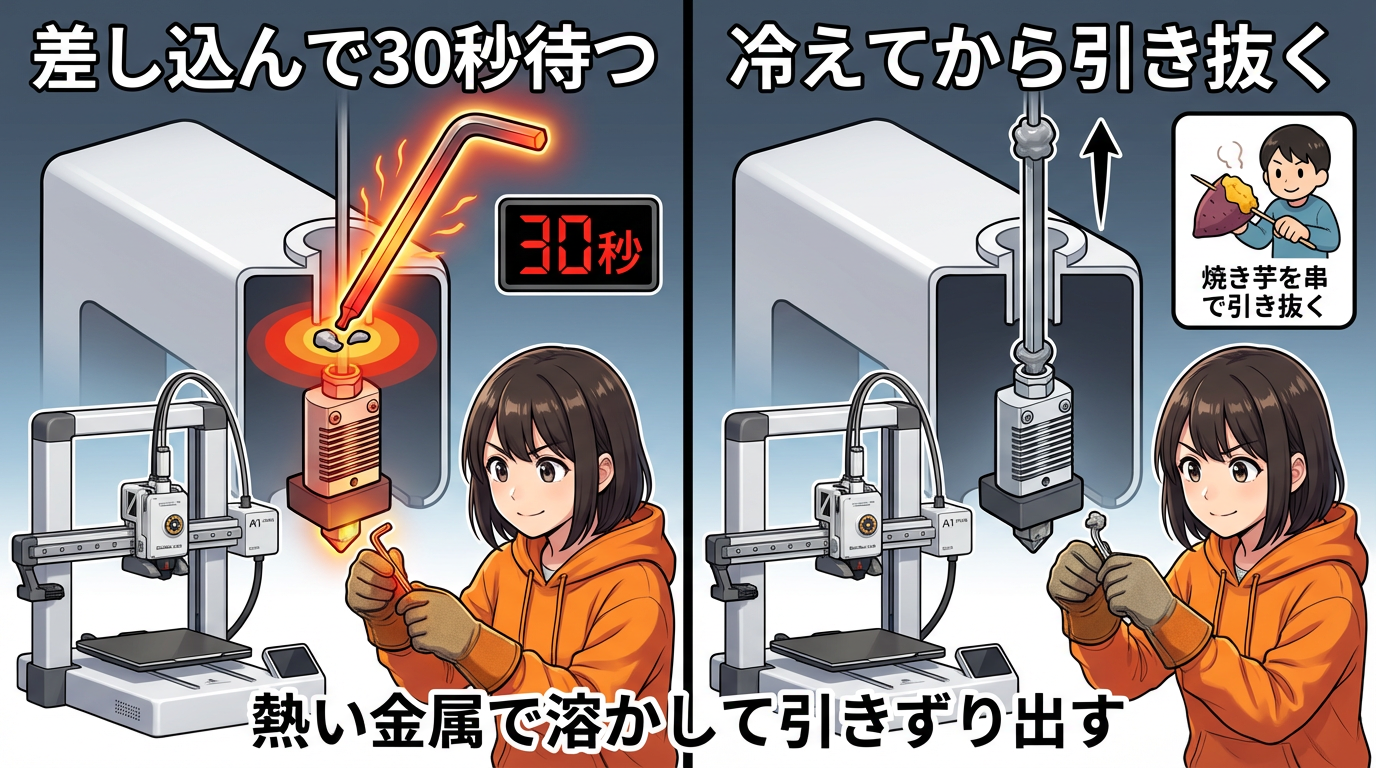
③ 熱いうちにフィラメント入口から差し込む。熱い金属が固まった樹脂に触れると、周りが溶けます。グッと押し込んで30秒待つ。
④ 冷えてからゆっくりまっすぐ引き抜くと、レンチの先端にフィラメントの塊がくっついて出てきます。「焼き芋を串で引き抜く」イメージです。
注意点 ⚠️

① 加熱しすぎない。PTFEチューブや周辺の樹脂パーツを傷めるおそれがあります。ライターで10〜15秒、変色し始めたらOK。
② 耐熱手袋を必ず使う。
③ 1回でダメなら繰り返す。深い詰まりは1回では取りきれないことがあります。
最近は「NoClogger」みたいな専用ツールも出ていて、原理は同じですが使いやすいという声もあります。
③ エクストルーダー分解清掃 ─ 送り込み側の問題 ⚙️
ノズルは綺麗なのにフィラメントが送れない?
温度パージもコールドプルも六角レンチも全部やったのに、まだカチカチ音が止まらない。この場合は「エクストルーダーの中」を疑います。
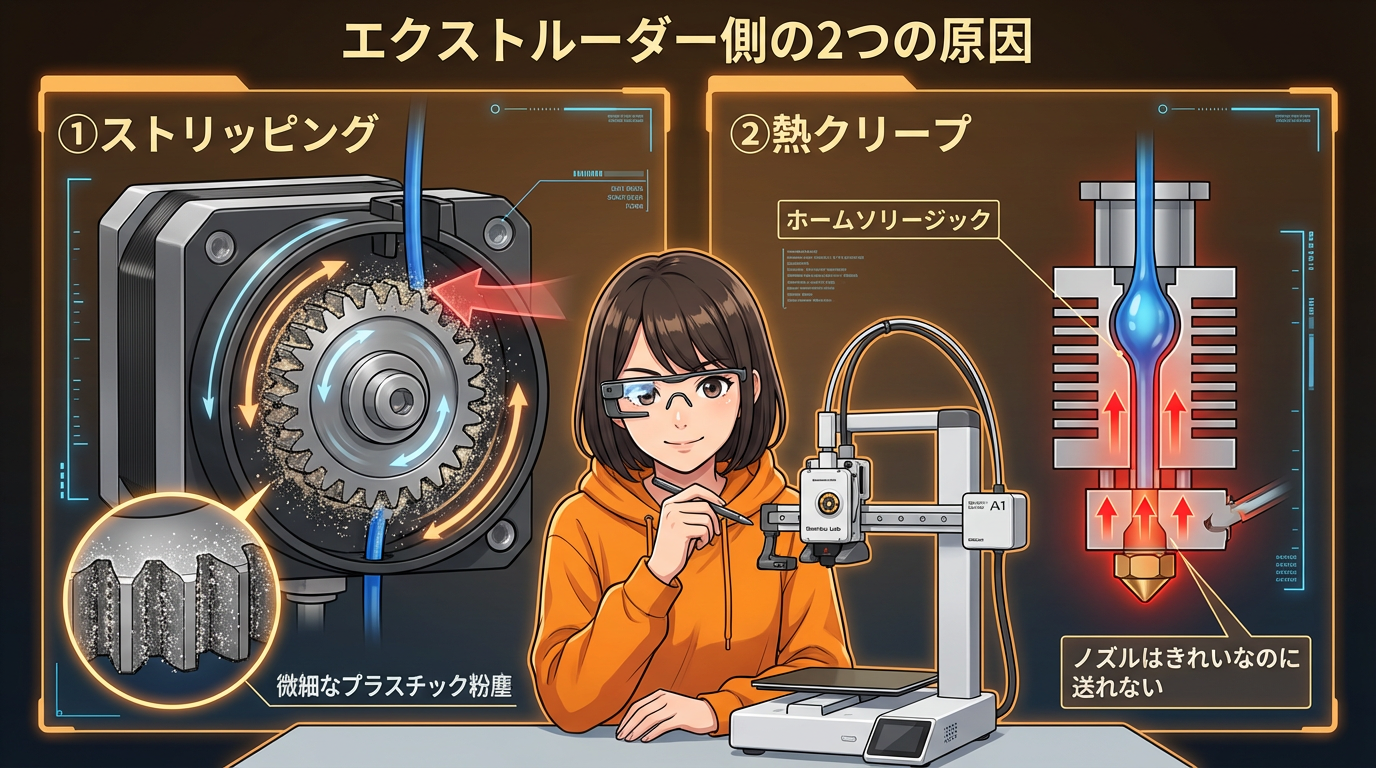
原因は主に2つ。
「ストリッピング」─ 歯車がフィラメント表面を削り続けた結果、粉が歯に溜まってグリップ力がなくなるパターン。
「熱クリープ」─ 熱が上に逃げて、熱くなりすぎた経路内でフィラメントが変形し、送りづらくなるパターン。
どちらも「ノズルはきれいなのにフィラメントが送れない」という症状になります。
分解の手順
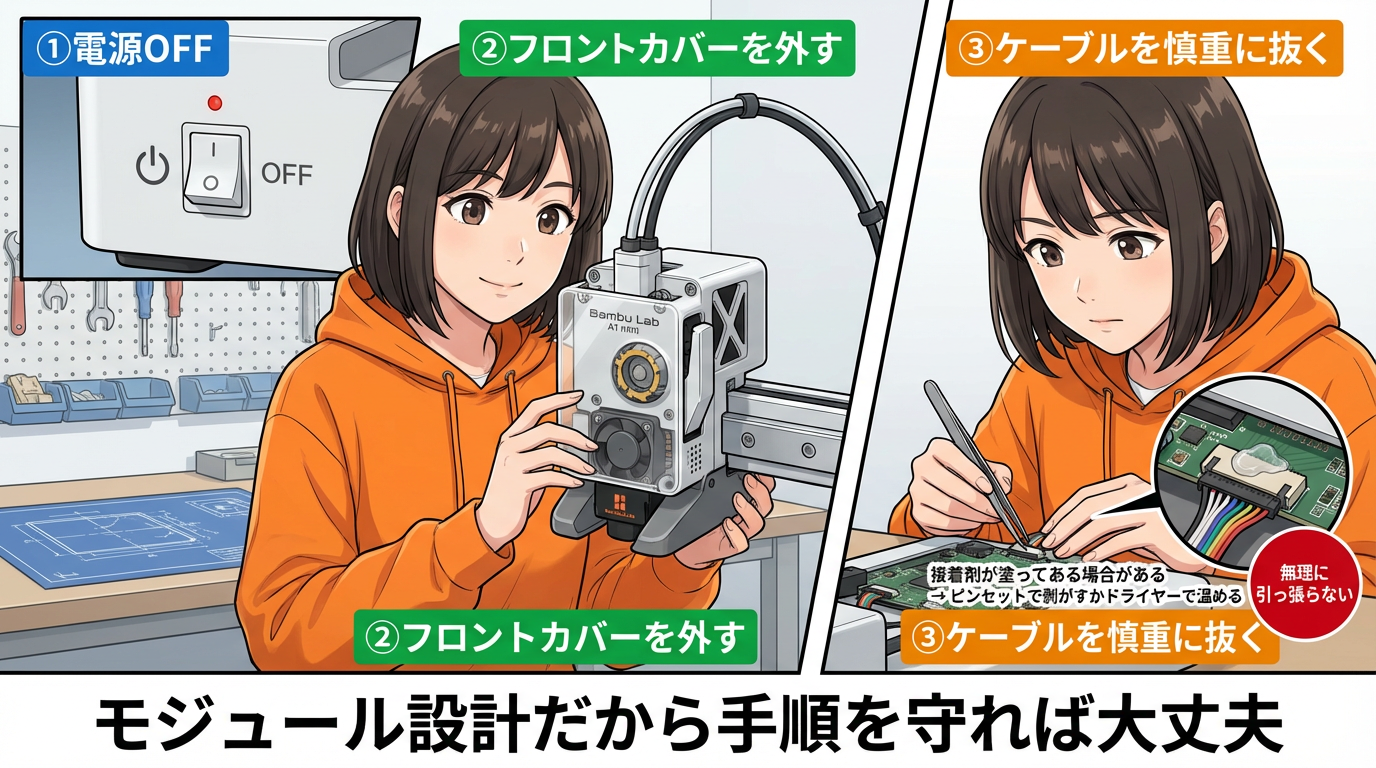
Bambu Labのプリンターはモジュール設計なので、手順を守れば大丈夫。
① 電源を切ってフロントカバーを外す。
② ケーブルを1本ずつ慎重に抜く。製造ロットによってはコネクタに接着剤が塗ってあるので、無理に引っ張らず、ピンセットで剥がすかドライヤーの弱風で温めてから。
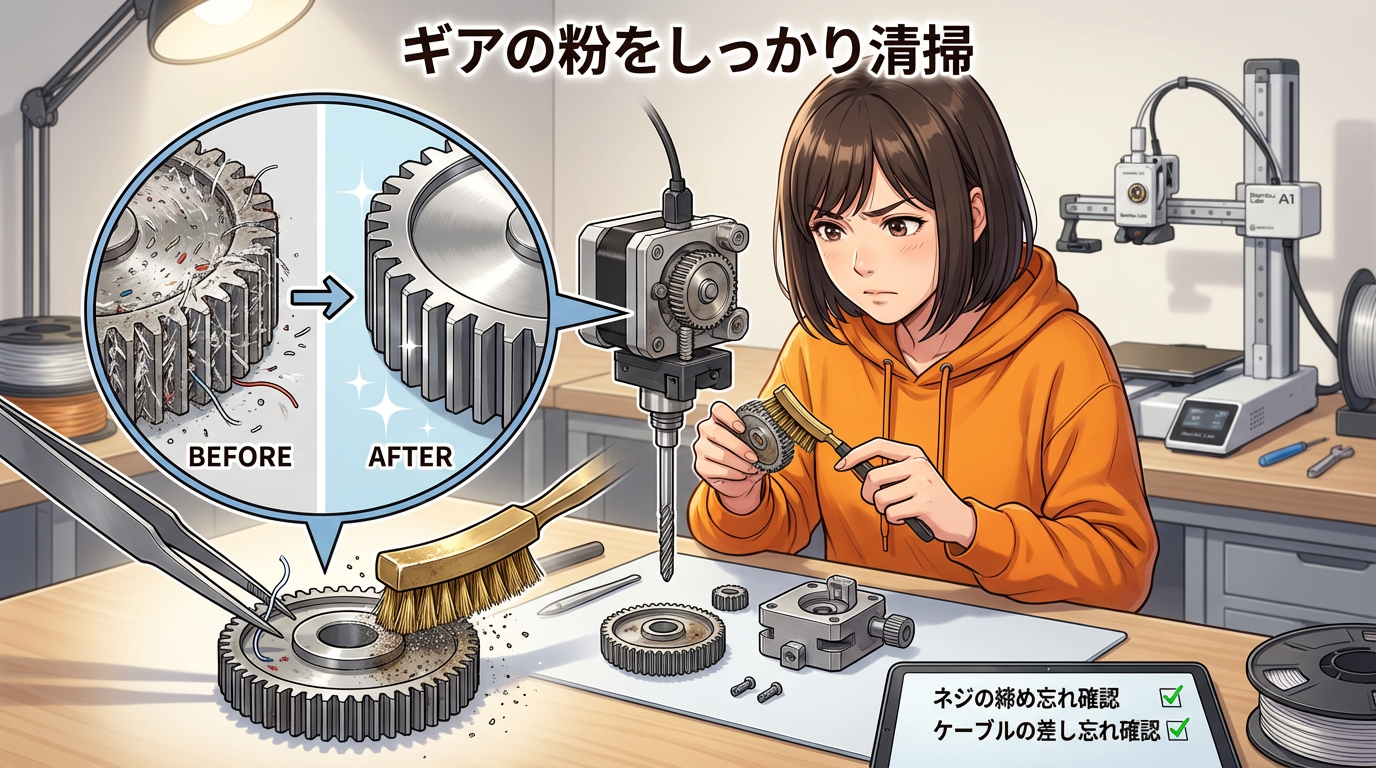
③ エクストルーダーを取り出したら、ドライブギアと圧力ブロックを外して、ギアの歯に詰まった樹脂粉をピンセットや真鍮ブラシでしっかり清掃する。ここが汚れたままだとすぐ再発します。
④ 逆手順で組み立て、ネジの締め忘れとケーブルの差し忘れを最終チェック。
④ 今日のまとめ ✅
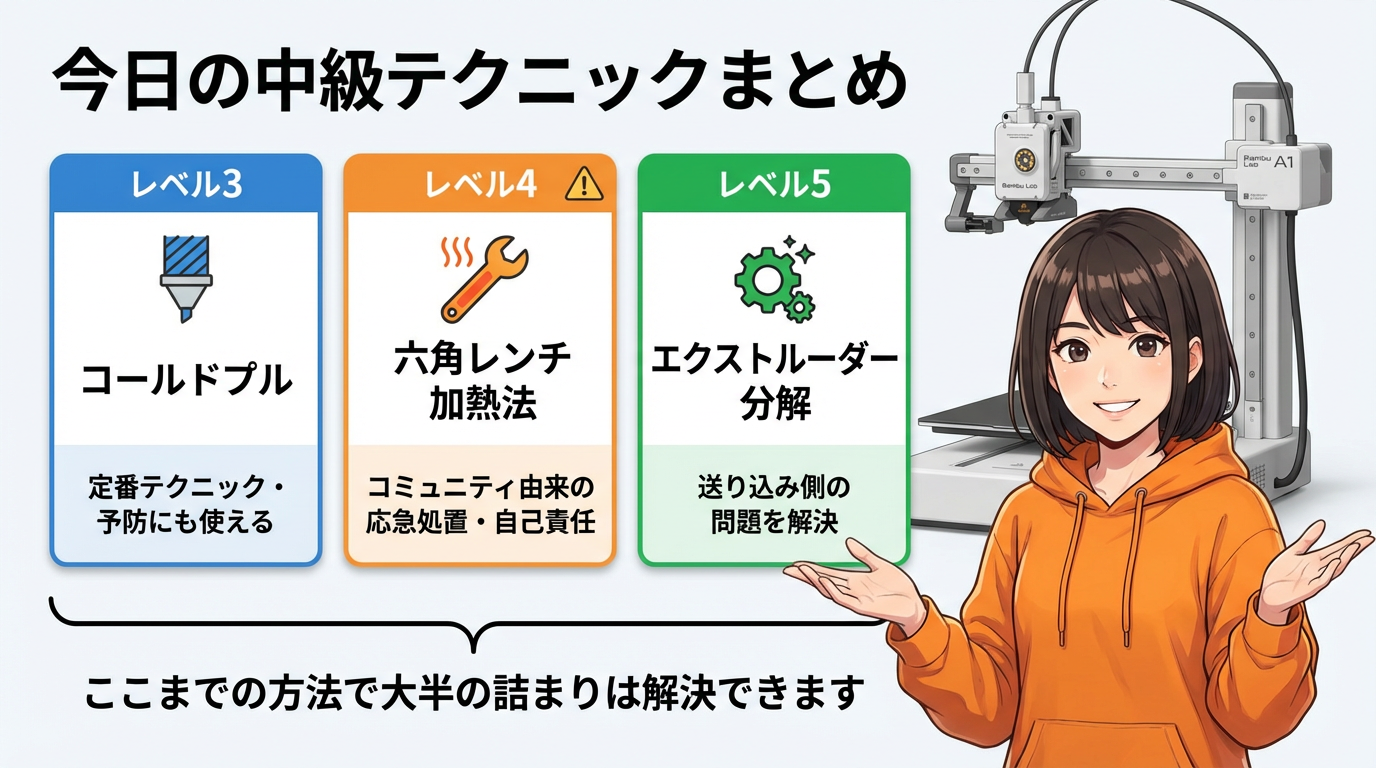
今回紹介した中級テクニックをまとめます。
「レベル3:コールドプル」─ 溶かして冷まして引き抜く。汚れごとごっそり取れる定番テクニック。予防にも使える。
「レベル4:六角レンチ加熱法」─ フィラメントが折れて孤立した詰まりに対応。コミュニティ由来の応急処置で、自己責任の要素が強い上級者向けテクニック。
「レベル5:エクストルーダー分解」─ ギアの清掃でフィラメント送り込み側の問題を解決。
ここまでの方法で大半の詰まりは解決できます。
⑤ 次回予告 ─ 検出システムとホットエンド交換 🔧

次回の最終回では、Bambu Labプリンターに搭載されている「ノズル塊検出」の仕組みと誤検知の対処法、そして最終手段のホットエンド交換について解説します。
お楽しみに!

👇 YouTube動画でも解説しています
🎙️ Podcastで聴きたい方はこちら
📝 ブログ記事

📓 Note
🔥 みんなが読んでる人気記事

