

👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
👇 YouTube動画版はこちら
https://www.youtube.com/@3dbox203
前編のおさらい

前編では、チェックリストの設計思想と物理的チェック3カテゴリ・9項目を解説しました。
① ベッドの清掃、② レベリング有効期限、③ 接着補助剤。④ 吸湿チェック、⑤ 残量と絡まり、⑥ 材質とプロファイルの一致。⑦ ノズル詰まりの兆候、⑧ ワイパーとエクストルーダー、⑨ ベルトとZ軸。
後編の今日は、残り3項目を加えて12項目を完成させます。さらに実測データとPDF配布の運用についてもお話しします。
カテゴリ4:スライス設定 ─ ソフトウェアの論理チェック
ハードウェアが完璧でも、スライサーの設定に論理的な欠陥があれば失敗します。印刷ボタンを押す前に確認すべき、ソフトウェア側のチェック項目です。
チェック項目⑩ サポート必要性の再確認

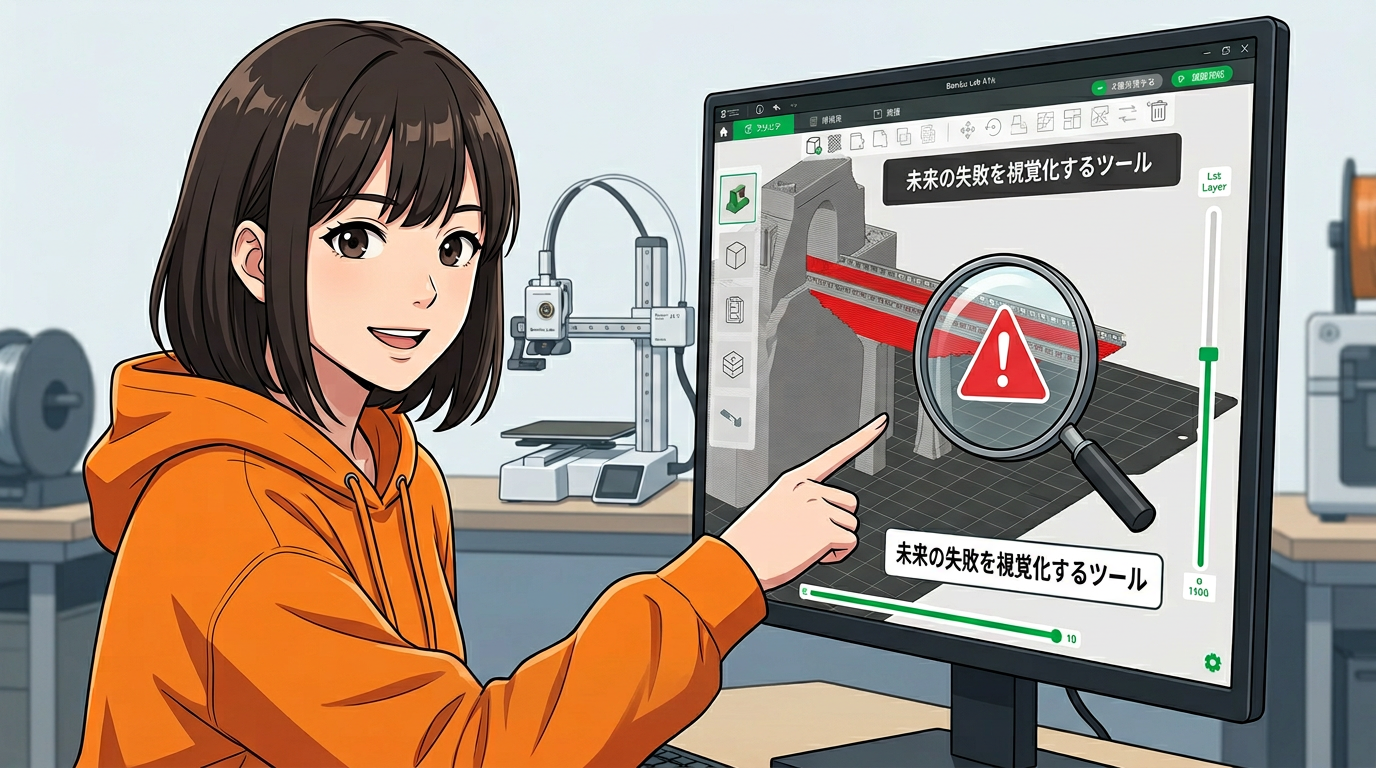
スライサーのレイヤープレビューは「未来の失敗を視覚化するツール」です。スライダーを上下に動かして、空中に完全に浮いている部分がないか目視で確認してください。
自動サポート生成は万能じゃないです。細すぎる部品に過剰なサポートを構築したり、逆に必要な箇所を欠落させたりすることがある。角度が急すぎるオーバーハングも見逃すことがあります。
印刷が始まってからサポート不足に気づいても遅い。プレビューで確認するのは30秒もあればできるので、確認をおすすめします。
チェック項目⑪ インフィルと壁厚の適合性
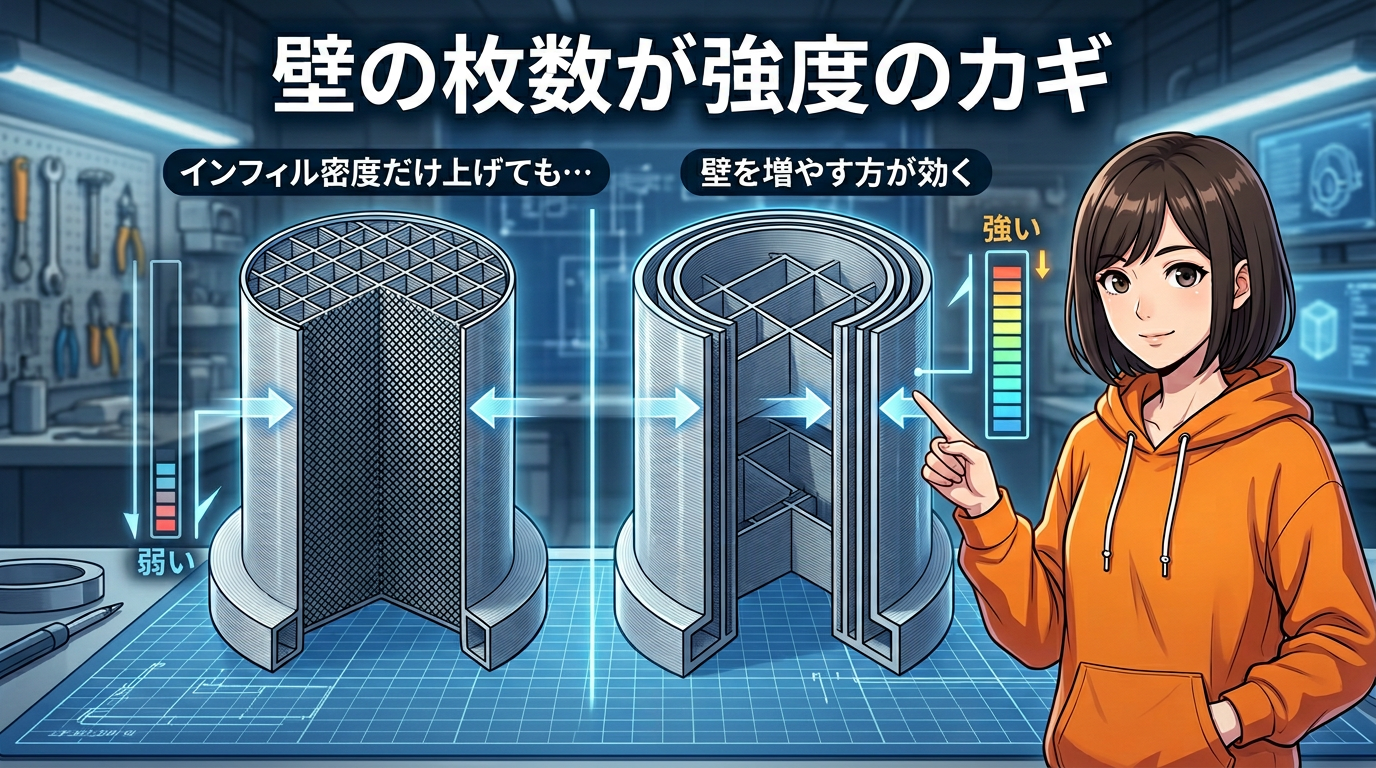
実用部品では、インフィル密度だけを上げるより、壁の枚数を増やしたほうが効くケースが多いです。用途に応じて壁の枚数が適切に設定されているか確認してください。
壁厚と並んで見落としがちなのが、トップレイヤーの枚数です。トップレイヤーが不足していると、インフィルの上で天井が落ち込む「ピローイング」が起きます。上面がぼこぼこになる。特にインフィル密度を低めに設定しているときは、トップレイヤーの枚数が足りているか注意が必要です。
壁生成と細部のパス確認
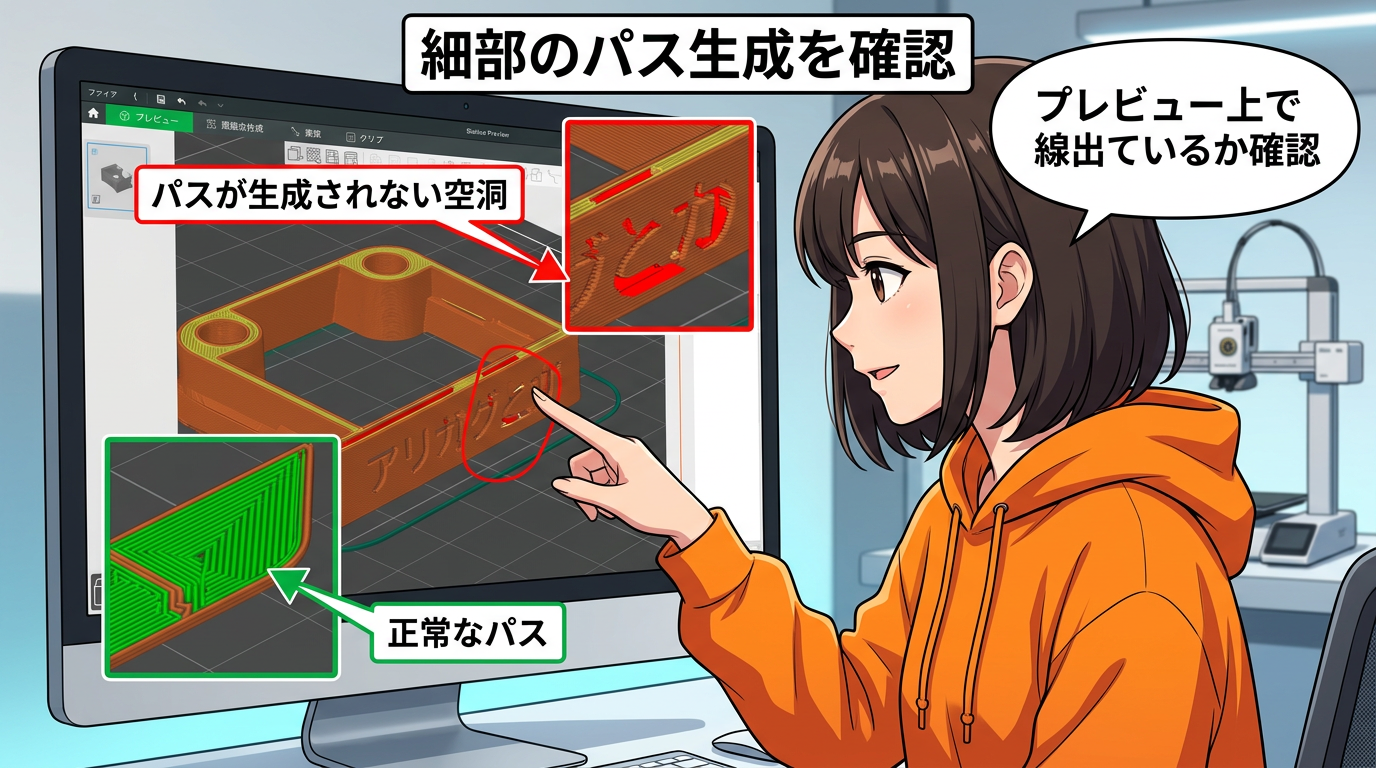
モデルの薄い壁や文字などの細かいディテール部分で、スライサーのパスが生成されず空洞になっていることがあります。
プレビューで、細い壁や文字の部分にちゃんと押し出しパスが出ているか確認してください。壁生成方式や細部の埋め処理の影響で、薄い部分が意図通りに出ないことがあります。日本語UIでは表記が環境やバージョンで少し違うことがあるので、設定名そのものよりも、プレビュー上で線が出ているかを優先して見てください。
特に文字の彫り込みや薄い突起があるモデルでは要注意です。
印刷時間の現実性チェック
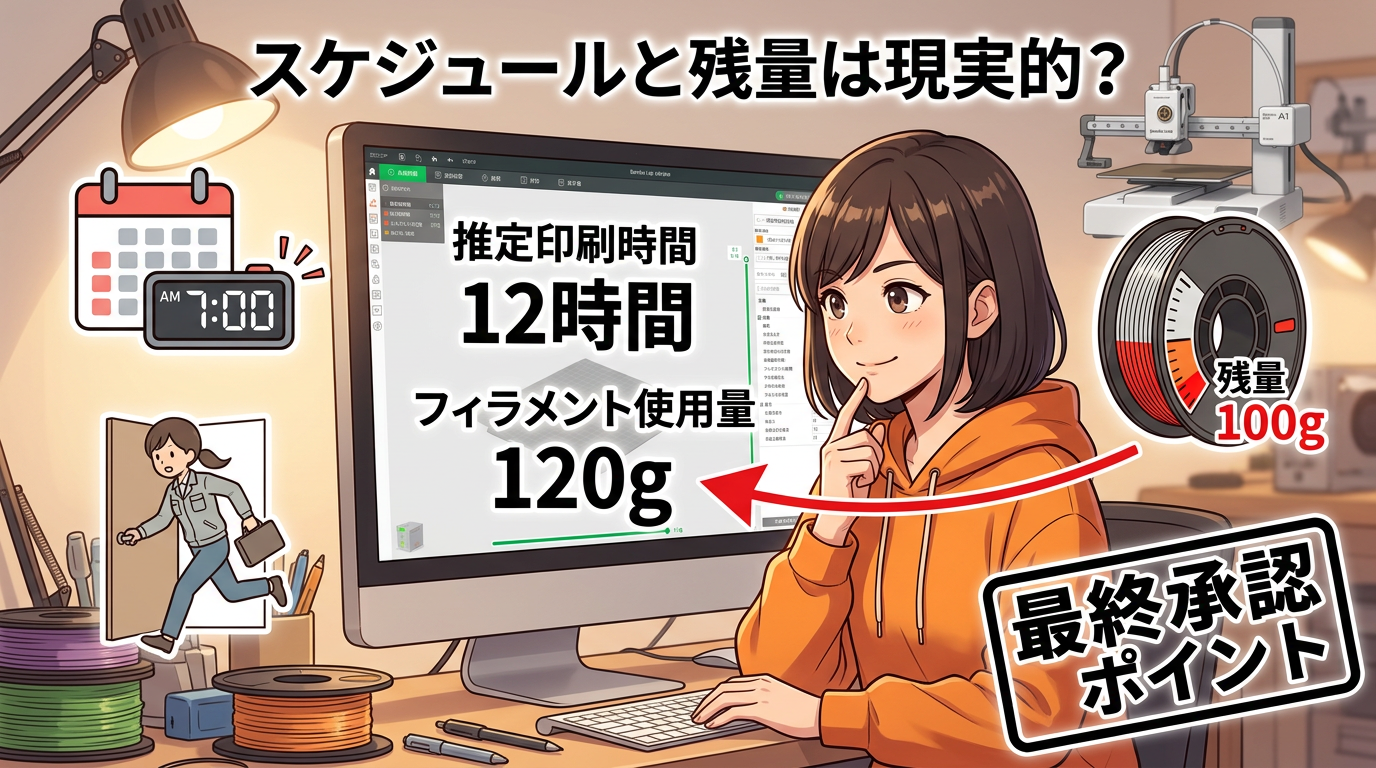
スライス設定の最後に、「印刷時間の現実性」を確認します。
表示された総印刷時間とフィラメント使用量が、自分のスケジュールとスプール残量に対して現実的かどうか。12時間のプリントなのに翌朝出かける予定がある、とか。スプールが残り100gなのに予測消費量が120g、とか。ここが最終承認ポイントです。
カテゴリ5:環境 ─ 見落としがちだけど致命的

見落としがちだけど、特に大型パーツでは致命的になるのが「環境」です。
チェック項目⑫ 室温とエンクロージャー温度の適合
3Dプリンターの外側を取り巻く環境は、造形の成否を分ける重要な制御変数なんです。日本の気候、特に夏と冬の極端な温度差がある地域ではなおさらです。
夏の脅威:高温多湿
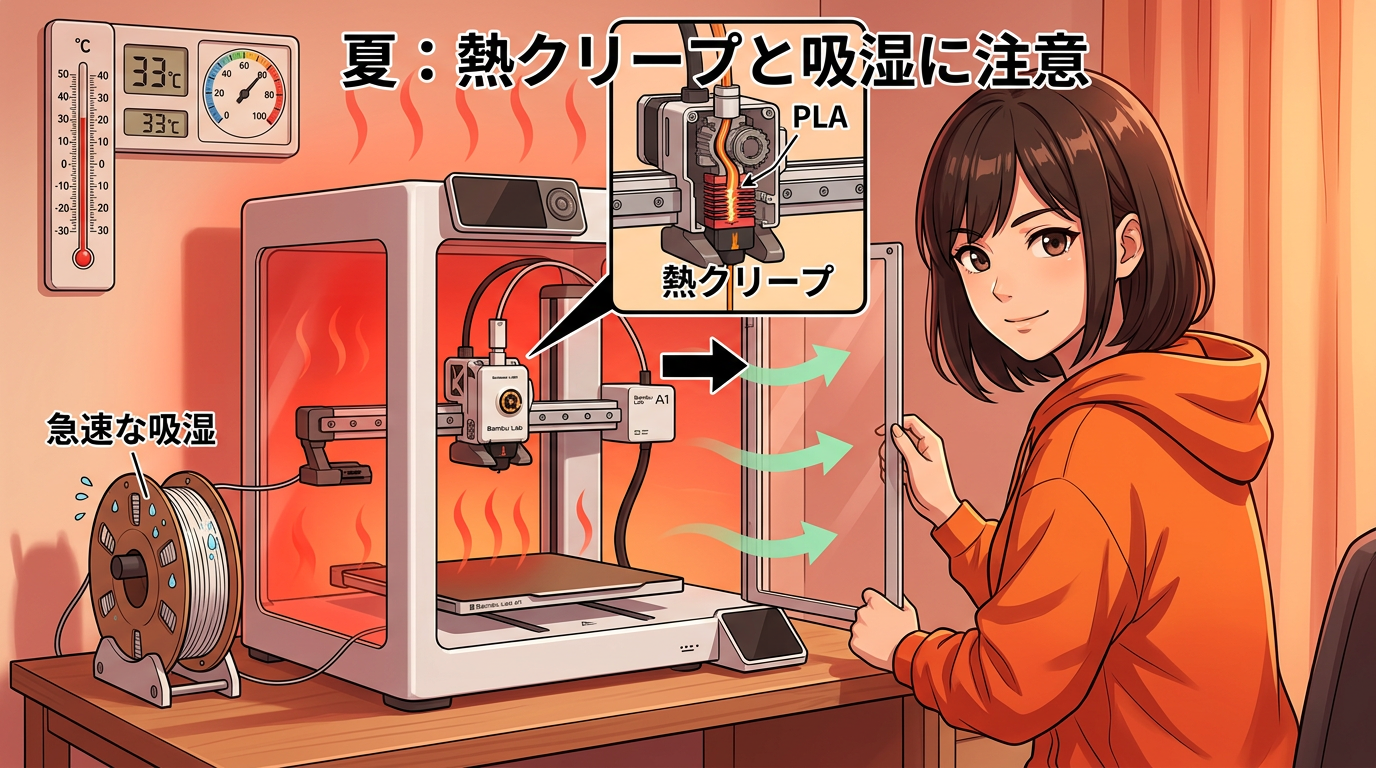
例えば岐阜のような地域だと、平年値ベースでも8月は平均日最高気温が33℃台、湿度も高めです。
この高湿度はフィラメントの急速な吸湿を招くので、徹底したドライボックス管理が必須。さらに高室温下でのPLA印刷では、エンクロージャー内の温度が上がりすぎて、エクストルーダー内で樹脂が早期に軟化する「熱クリープ」が起きやすくなります。
PLAでは庫内に熱がこもりすぎると熱クリープの原因になるので、エンクロージャー機では前ドアやトップカバーを開けて、熱をため込みすぎない運用が有効です。
冬の脅威:低温と熱収縮

逆に冬。岐阜では1月の平均日最低気温が1℃前後まで下がります。
この冷気がノズルから出た約200℃〜250℃の高温の樹脂を急激に冷やして、極端な熱収縮を引き起こす。第1層のワーピングや、プリント途中での層間クラックが深刻化します。
ABSやASAでは、冷気や急な温度変化を避けて、安定した暖かい庫内環境を作るのが重要です。機種ごとの推奨条件に合わせて、扉の開閉や設置環境を調整してください。
エアコン・隙間風・ドア開閉

もうひとつ見落としがちなのが、「風」。
エアコンの冷暖房風や、開いた窓からの隙間風がプリンターのビルドプレートに直接当たっていないか確認してください。局所的な冷気は不均一な収縮を生み出して、パーツをベッドから引き剥がす強大な応力を発生させます。
あと意外と盲点なのが、印刷中に部屋のドアを頻繁に開閉する予定がないか。急激な温度変化はトラブルの元です。
12項目チェックリスト ─ 完全版
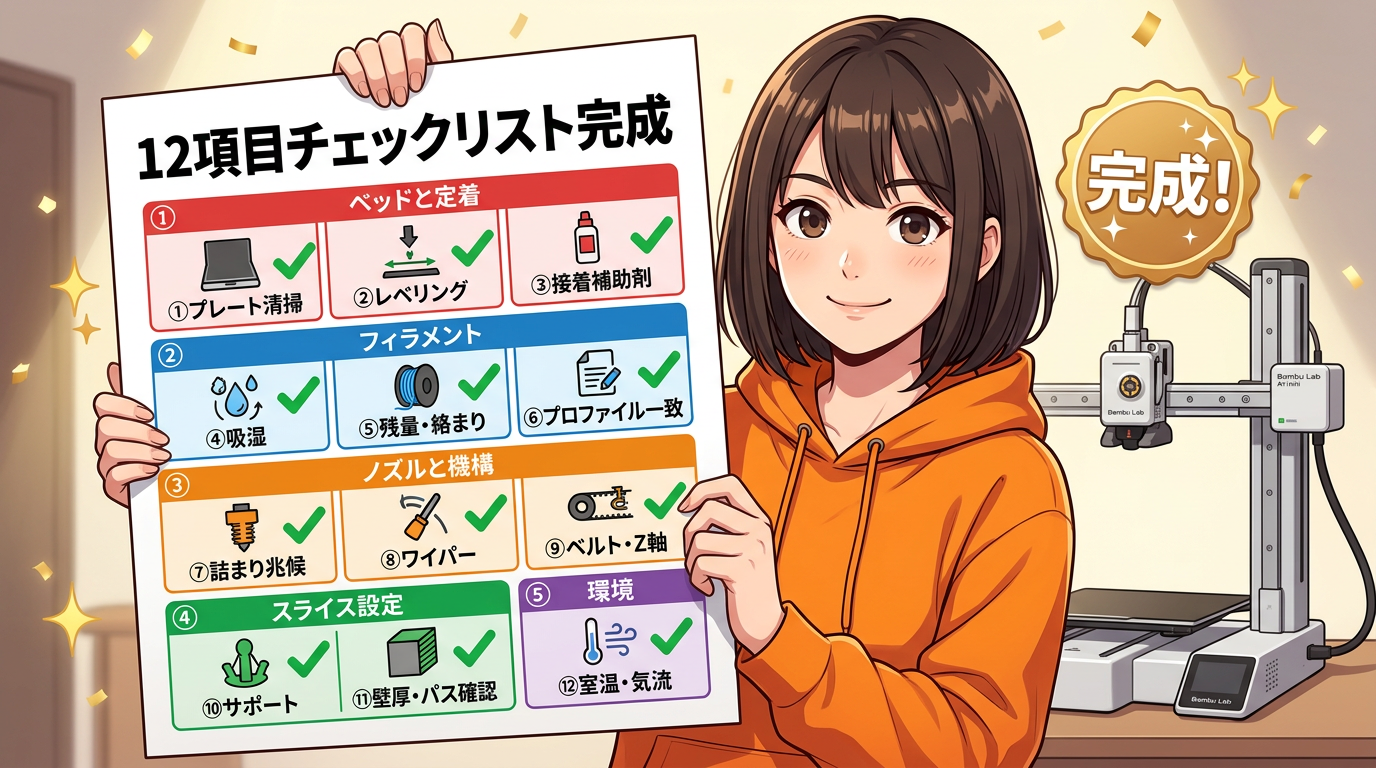
これで12項目がすべて揃いました。一覧でまとめます。
「カテゴリ1:ベッドと定着」
① プレート清掃
② レベリング有効期限
③ 接着補助剤
「カテゴリ2:フィラメント」
④ 吸湿チェック
⑤ 残量と絡まり
⑥ 材質とプロファイルの一致
「カテゴリ3:ノズルと機構」
⑦ 詰まり兆候
⑧ ワイパーとエクストルーダー
⑨ ベルトとZ軸
「カテゴリ4:スライス設定」
⑩ サポート確認
⑪ 壁厚と細部のパス確認
「カテゴリ5:環境」
⑫ 室温と気流
実測データ ─ 12項目は平均3分45秒で終わる
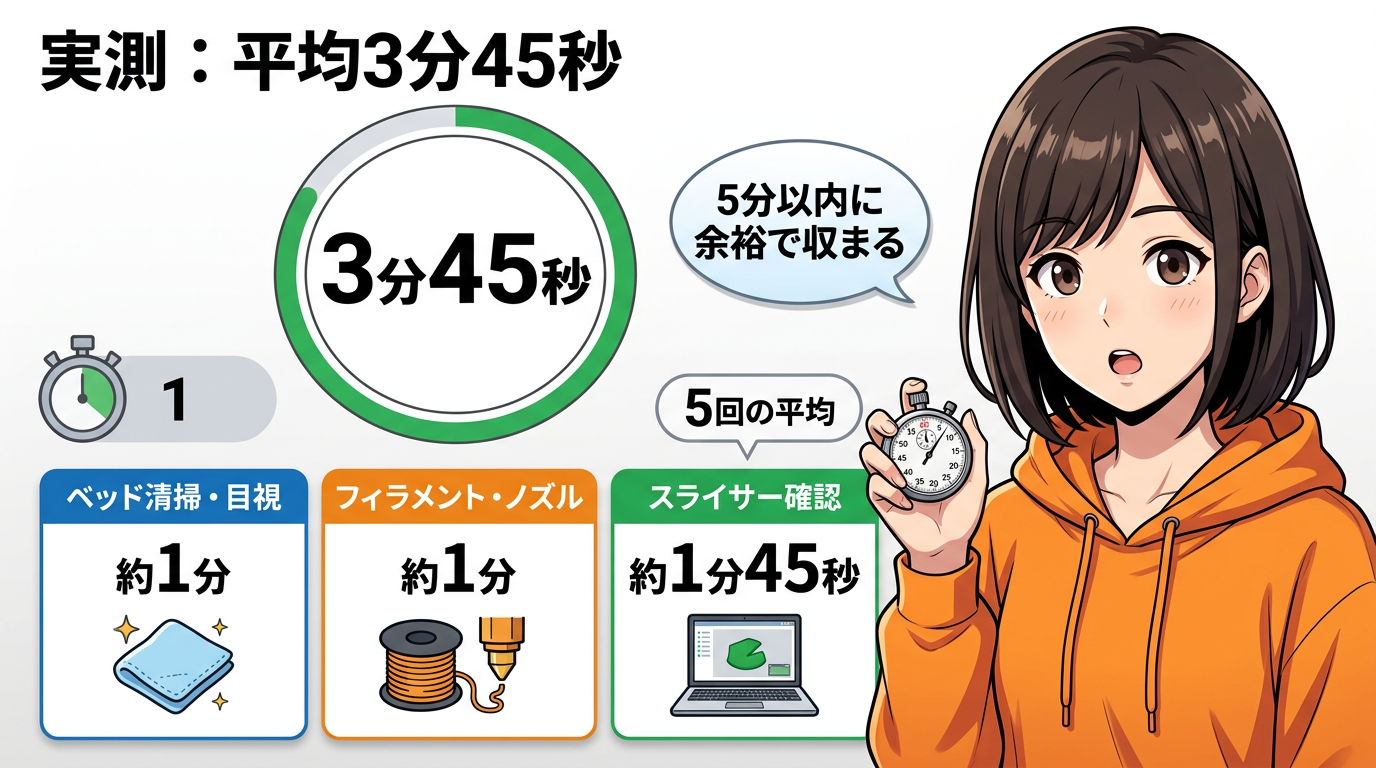
「12項目って多くない?」って思った方。実測データがあります。
この12項目のチェックを5回繰り返して平均所要時間を測ったところ、約3分45秒でした。
内訳は、ベッド清掃と目視確認に約1分。フィラメントとノズル周辺の物理的チェックに約1分。スライサー画面での設定・プレビュー確認に約1分45秒。タイトルの「5分」にも十分に収まります。
見落とし時の影響度
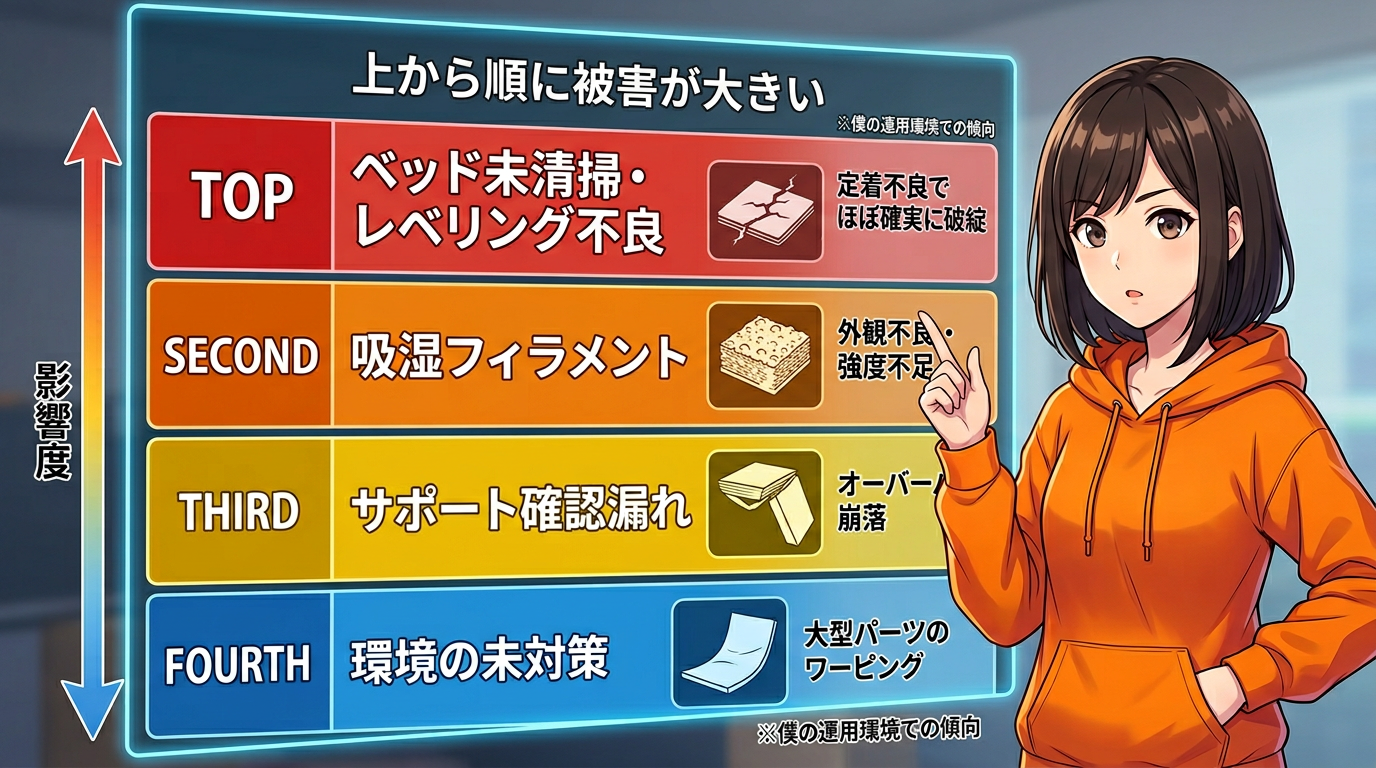
僕の運用環境での記録ベースですが、各カテゴリを見落とした場合の影響度についてお話しします。
ベッド未清掃・レベリング不良は、定着不良でほぼ確実に早期破綻するので、影響度が一番大きい。次に吸湿フィラメントの放置。外観不良や強度不足で実用不可になることが多い。サポート材の確認漏れは、オーバーハング部の崩落につながります。環境の未対策は、特に大型パーツでのワーピングに効いてきます。
つまり、上の方のカテゴリほど見落とした時の被害が大きい。だから優先度順に並べてるんです。数字は機種、材料、造形物の難易度で大きく変わるので、あくまで僕の環境での傾向として見てください。
チェックリスト導入の効果

肝心の導入効果です。
これは一般統計ではなく、僕の運用環境での記録ベースですが、チェックリスト導入前は失敗が目立っていたのに対して、導入後はかなり減りました。体感だけでなく記録上でも明確な改善傾向がありました。
「5分の習慣が、5時間の失敗を防ぐ」。これ、大げさじゃなくて実際にそうなりました。数字は機種、材料、造形物の難易度で大きく変わるので、あくまで参考値として見てください。
PDF配布 ─ アナログ運用とデジタル運用
このチェックリストはPDFにして無料配布します。
おすすめ①:ラミネートして常設
A4で印刷してラミネート加工して、プリンターの筐体横に常設する。ホワイトボードマーカーで印刷ごとにチェックを入れて、終わったら消す。
一番シンプルで続きやすい方法です。「目に入る場所にある」というのが大事で、引き出しにしまうと使わなくなります。
おすすめ②:デジタル+チーム運用

Notionなどのタスク管理ツールにチェックボックス付きテンプレートとして組み込んで、印刷ログと一緒に記録を残す。
特に学校のメイカースペースや会社のプロトタイピング部門など、複数人で1台のプリンターを共有する場合。「前の人がベッドを拭いたはず」「前の人が設定を戻したはず」っていう思い込みが失敗の温床です。使う人が毎回必ず自分の責任でゼロから確認するルールを徹底してください。
まとめ
3Dプリントの成功は、運や高い機械だけで決まるものじゃない。LidarやAIカメラのような自動化技術はすごいけど、ベッドの油分やスライサー設定のミスは機械には見つけられない。
「機械ができること」と「人間にしかできないこと」の境界線を理解して、人間側の確認をチェックリストで確実にカバーする。これが歩留まり向上の本質です。
今日の12項目は汎用フレームワークですが、環境やプリンターによって「自分だけの必須項目」があるはず。ぜひコメント欄で教えてください。PDFは概要欄のリンクから無料でダウンロードできます。
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
👇 YouTube動画版はこちら
https://www.youtube.com/@3dbox203
👇 ブログ記事はこちら
https://mardna810.com/
👇 Noteでも読めます
https://note.com/mar810
🔥 みんなが読んでる人気記事

