

👇 音声でも解説しています

👇 YouTube動画版はこちら

- 10時間の絶望 ─ 大型造形が割れる瞬間
- 今日の構成 ─ 3つのパート
- パート1:層間接着のメカニズム ─ 分子の握手
- ガラス転移点 ─ 握手できる温度と時間
- 熱収縮応力 ─ 大型造形の宿命
- 応力の蓄積 ─ 高さが増えるほどリスクも増す
- パート2:高速造形のジレンマ ─ 体積流量の限界
- 熱遅延 ─ 設定温度と実際の温度のギャップ
- 速度を落とすと何が変わるのか
- 速度を落とすか、温度を上げるか
- パート3:ファン速度の検証 ─ 100%、80%、60%の世界
- ファン100% ─ 冷やしすぎの代償
- ファン上限を少し抑える ─ バランスを取る
- ファン60% ─ 冷やさなすぎの問題
- レイヤー時間に連動する冷却設定 ─ 隠れた落とし穴
- 最大ファン速度の上限を見直す
- 補助ファンの罠
- 前編まとめ ─ 3つの鍵
- 次回予告 ─ 後編の内容
10時間の絶望 ─ 大型造形が割れる瞬間
こんにちは、まーです! 今日はちょっと深い話をします。
10時間以上かけて印刷した大型パーツが、完成間近で「パキッ」って割れたことありませんか? あの瞬間の絶望感、経験した人にはわかると思います。
時間も、フィラメントも、電気代も全部パー。しかもこれ、小さいテストピースでは全く問題なかった設定なのに、大きくしたら急に割れるんですよね。
今日はこの「層間剥離」、英語で言うと「デラミネーション」っていう現象の仕組みと対策を徹底解説します。今日と次回の2回に分けてお届けするので、前編の今回は3つのパートに分けて話していきます。
今日の構成 ─ 3つのパート
パート1は、なぜ層と層が剥がれるのか。分子レベルの接着メカニズムと、大型造形で応力が溜まる仕組みを解説します。
パート2は、高速プリンターのジレンマ。速度を上げたときにノズル内部で何が起きているのか。速度と層間強度の関係を見ていきます。
パート3は、ファン速度の最適化。冷やしすぎと冷やさなすぎ、どこにバランスがあるのか。補助ファンの落とし穴についても話します。
後編では、環境要因、ドラフトシールド、材質選定の話をする予定です。
パート1:層間接着のメカニズム ─ 分子の握手

まず、そもそもなぜ層と層がくっつくのか、という根本の話から始めます。
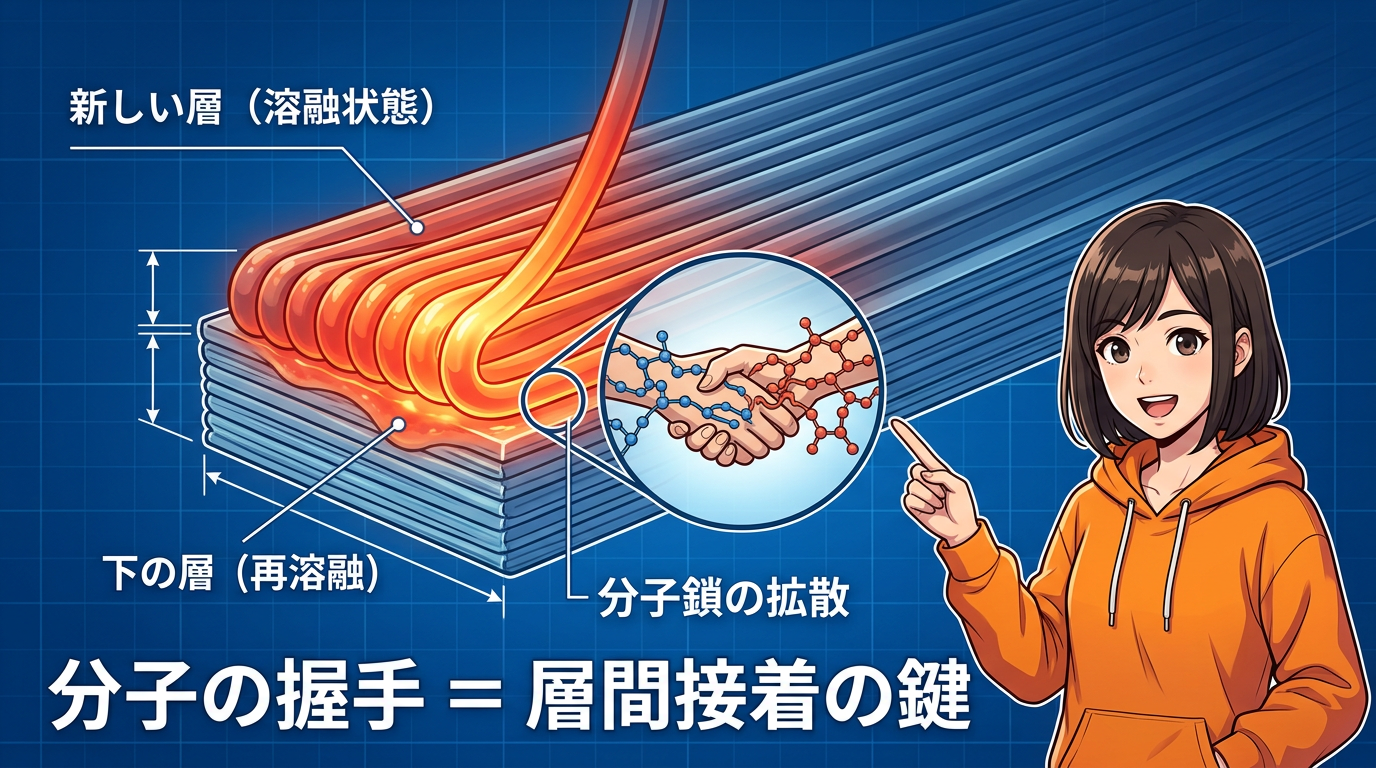
FDMプリントって、溶けた樹脂を層状に積み上げていきますよね。新しく出てきた熱い樹脂が、すでに冷え始めている下の層に乗っかる。このとき、熱が上から下に伝わって、下の層の表面がもう一度ちょっとだけ溶ける。これを「再溶融」って言います。
この溶けた境界で何が起きてるかというと、樹脂の分子同士が互いの層を跨いで移動して、絡み合う。まるで握手してるような状態です。この分子の移動、専門的には「分子鎖の拡散」って言うんですけど、これが十分に進むかどうかで層間の強度が決まるんです。
ガラス転移点 ─ 握手できる温度と時間

この分子の握手が成立するには、条件があります。
境界層の温度が、材料の「ガラス転移点」を上回っている必要があるんです。ガラス転移点っていうのは、樹脂が硬いガラスのような状態から、柔らかいゴムのような状態に変わる境目の温度のこと。
冷却が速すぎたり、押し出された樹脂の温度が低かったりすると、分子が十分に握手する前に、樹脂がガラス転移点より下に冷えてしまう。そうなると、結合が不十分なまま固まってしまう。
これが層間剥離の、分子レベルでの直接的な原因なんです。
熱収縮応力 ─ 大型造形の宿命
分子レベルの接着が不十分なだけじゃなくて、もう一つ厄介な問題があります。それが「熱収縮応力」。
樹脂って、熱い溶融状態から冷えて固まるときに、体積が縮む性質がありますよね。造形中、ヒートベッドに近い下の方は、ベッドからの熱で比較的暖かく保たれるので、収縮がゆっくり進む。でも、ベッドから離れた上の方は、空気やファンで急速に冷やされて、ガンガン縮もうとする。
これ、イメージとしては「上が引っ張って、下が踏ん張ってる」みたいな状態。この力の差が内部応力として蓄積されるんです。
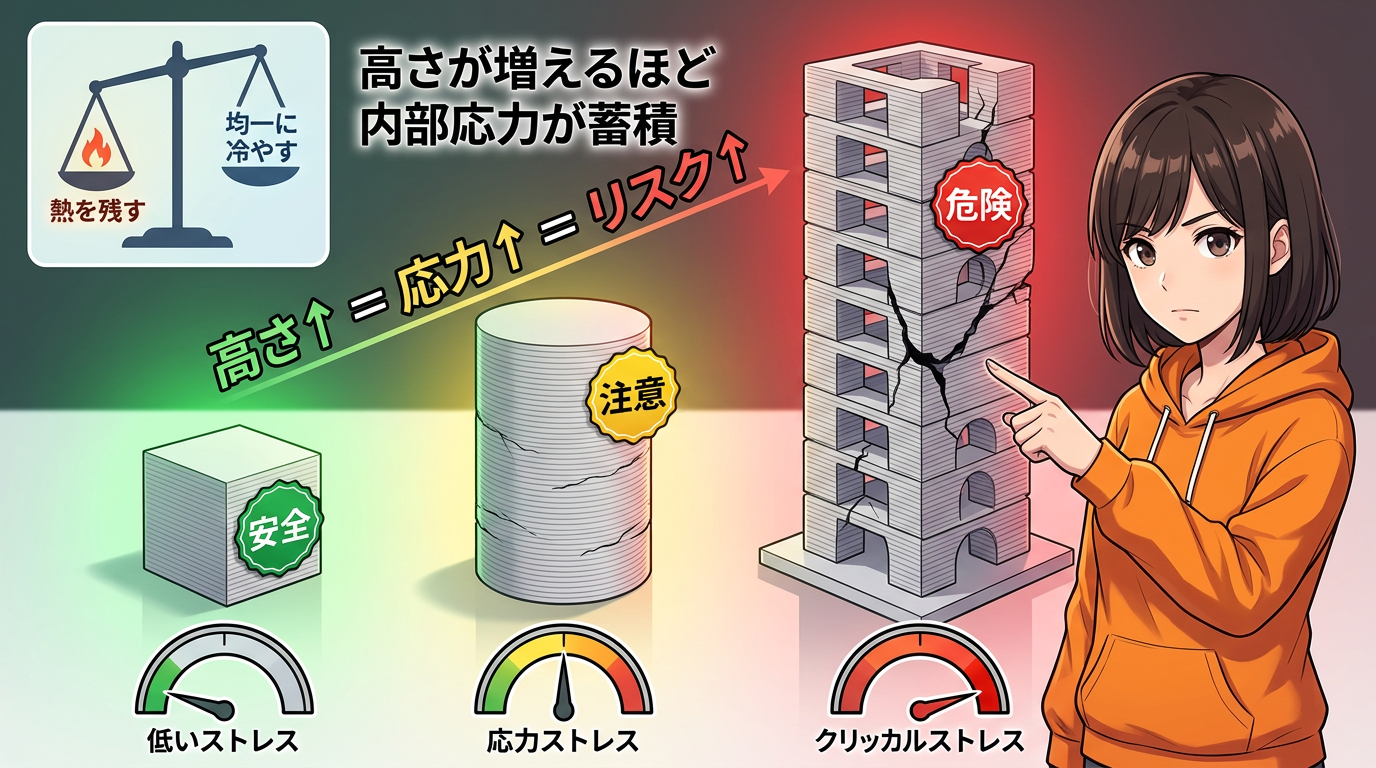
応力の蓄積 ─ 高さが増えるほどリスクも増す
小さいプリントなら、この内部応力も小さいから問題にならない。
でも、高さが増えるほど温度差と内部応力が蓄積しやすくなるんです。この引っ張り応力が水平方向にどんどん溜まっていって、Z軸方向の層間結合力を上回った瞬間に、バキッと層が剥がれる。何cmから危険、っていう決まった数字はなくて、材料、壁厚、形状、冷却条件で全然変わります。ただ、高さが出るほどリスクが上がるのは間違いない。
つまり、層間剥離を防ぐには、2つの相反する条件を両立させないといけない。「分子の握手を促進するために熱を残す」ことと、「熱勾配を小さくするために均一に冷やす」こと。この矛盾が、大型造形を難しくしてるんです。
パート2:高速造形のジレンマ ─ 体積流量の限界
ここからパート2、高速造形の話に入ります。
最近のプリンターは150mm/sとか300mm/sとか、すごい速度で印刷できますよね。でも、この高速化が新しい問題を引き起こしてるんです。
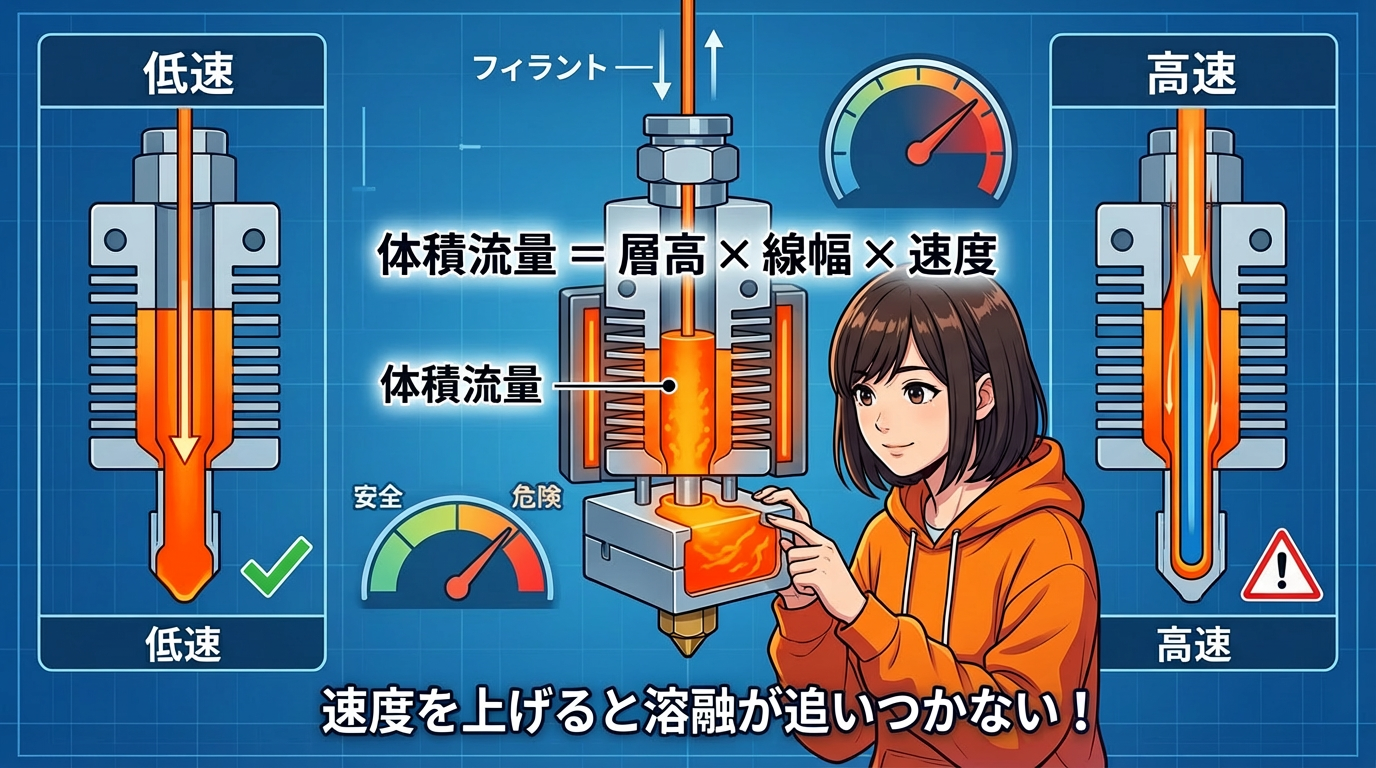
印刷速度を上げるっていうのは、単位時間あたりにノズルから出る樹脂の量、つまり「体積流量」を増やすことなんですよね。体積流量は「層高 × 線幅 × 印刷速度」で計算されます。
でも、ホットエンドのヒーターブロック、つまり樹脂を溶かす部分の物理的な長さには限界がある。速度を上げすぎると、フィラメントが溶融ゾーンを通過する時間が短くなりすぎて、中心部まで十分に熱が伝わらなくなるんです。
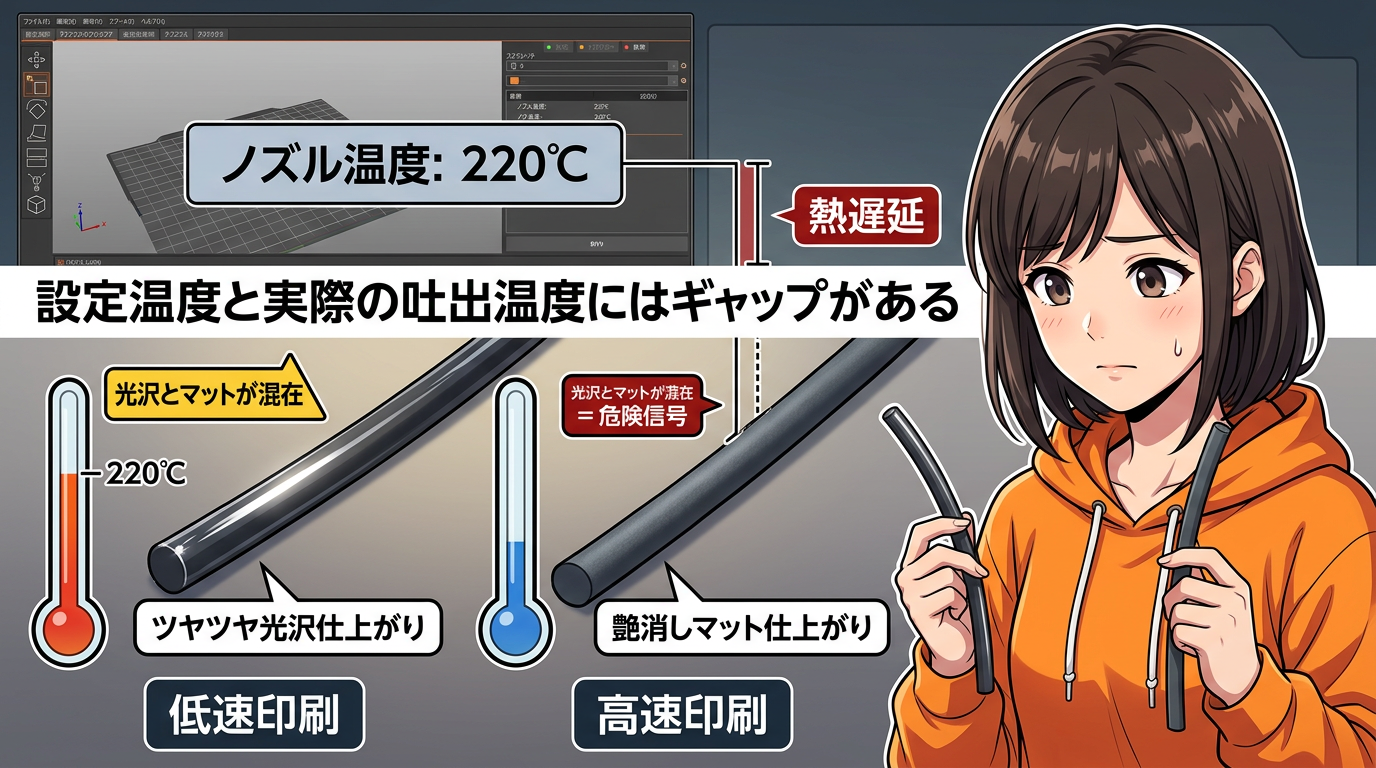
熱遅延 ─ 設定温度と実際の温度のギャップ
この現象を「熱遅延」って呼びます。
例えば、スライサーでノズル温度を220℃に設定していても、150mm/s以上の高速で印刷すると、実際にノズルから出てくる樹脂の温度は設定値よりかなり低くなる。フィラメントの中心まで熱が届いてないんです。
吐出温度が下がれば、当然、下の層を再溶融させるための熱エネルギーが足りなくなる。結果、分子の握手が不十分になって、層間の接着力が落ちるわけです。
面白いのは、これが見た目でもわかること。十分に溶けた樹脂は「ツヤツヤした光沢仕上がり」になるけど、溶融が足りない高速吐出の樹脂は「艶消しのマット仕上がり」になる。光沢とマットが混在してたら、それは危険信号です。
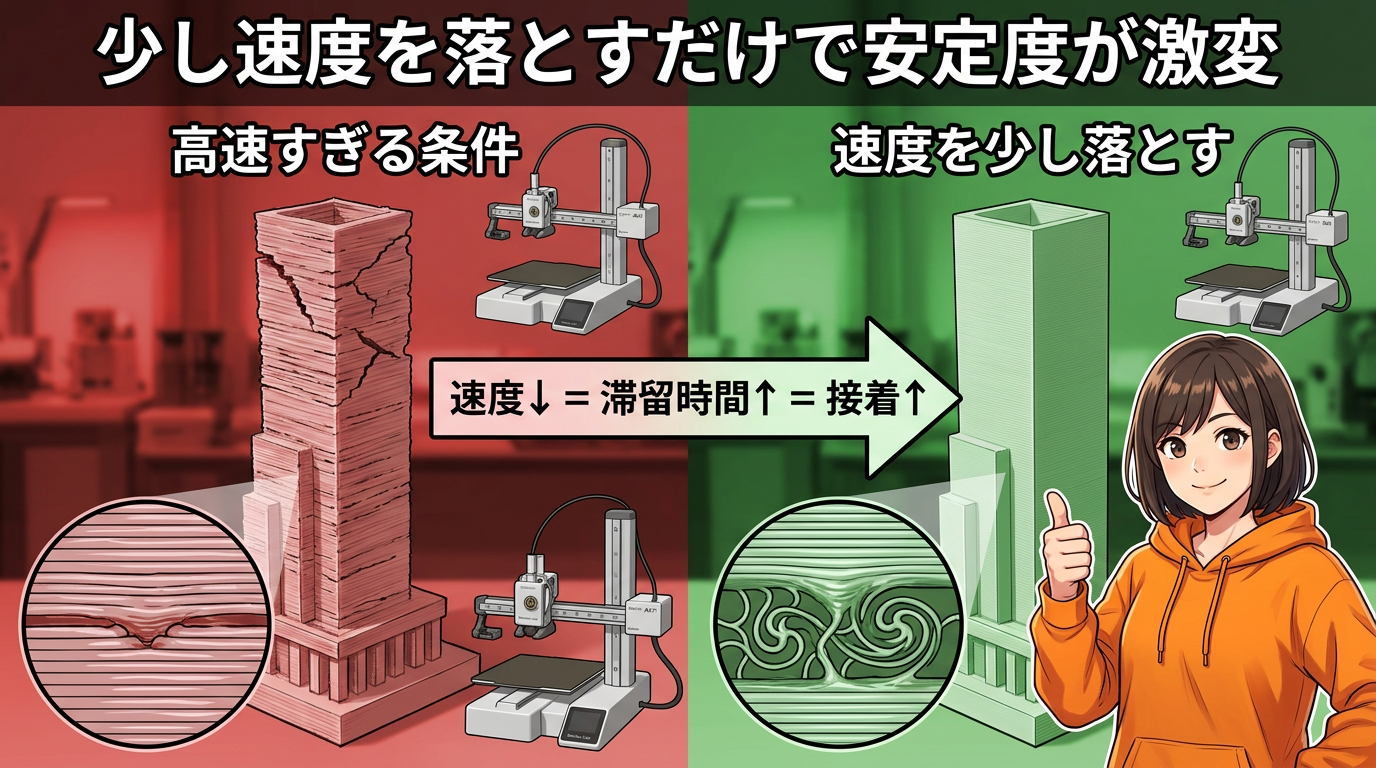
速度を落とすと何が変わるのか
じゃあ、実際にどれくらい差が出るのか。
高速すぎる条件で印刷した場合、樹脂の温度低下と高速移動による冷却の強化で、層間接着が著しく低下します。特に中層から上層付近で層間剥離が出やすくなる。
これを少し速度を落とすだけで、ヒーターブロック内での滞留時間が確保されて、熱遅延が緩和される。十分な熱量を持った樹脂が出てくるから、再溶融深度も深くなる。同じ冷却条件でも、安定度がかなり改善するんです。
CNC Kitchenの検証でも、高い体積流量で印刷すると層間接着強度が低下する傾向が確認されています。速度と強度はトレードオフの関係にあるんですね。
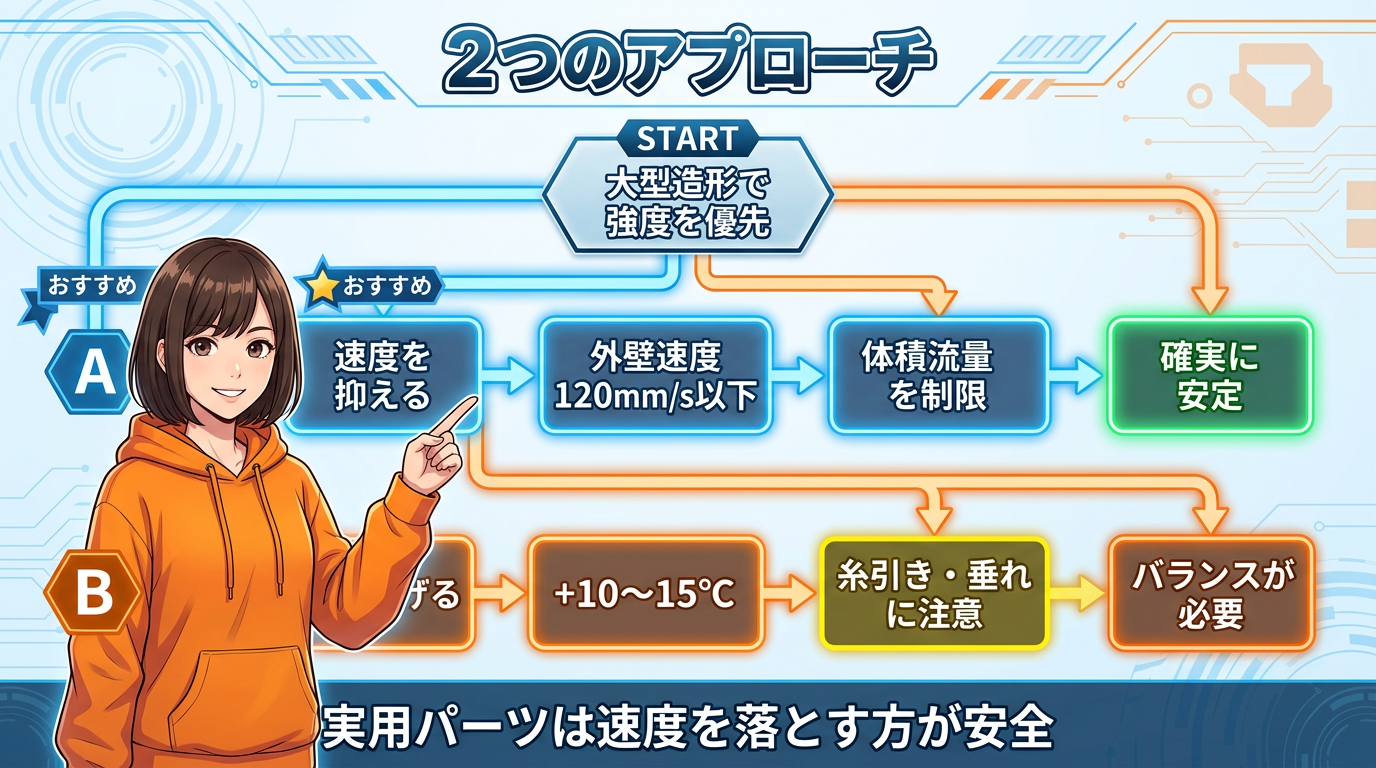
速度を落とすか、温度を上げるか
大型造形で強度を優先するなら、2つのアプローチがあります。
1つ目は、スライサーの最大体積流量を制限するか、外壁速度を120mm/s以下に抑えること。これが一番確実です。
2つ目は、速度を維持したまま、ノズル温度を通常より10℃から15℃引き上げること。熱遅延を温度で補正するわけです。ただし、温度を上げすぎると糸引きや垂れが悪化するので、バランスが必要です。
機能的な部品、つまり壊れちゃ困る実用パーツを印刷するときは、速度を落とす方が安全ですね。
パート3:ファン速度の検証 ─ 100%、80%、60%の世界

ここからパート3、ファン速度の話に入ります。
高速造形で発生する熱を制御して、オーバーハングやブリッジの形崩れを防ぐために、パートクーリングファンが使われますよね。でも、冷却が速すぎると層間の温度が下がりすぎて、接着不良になる。
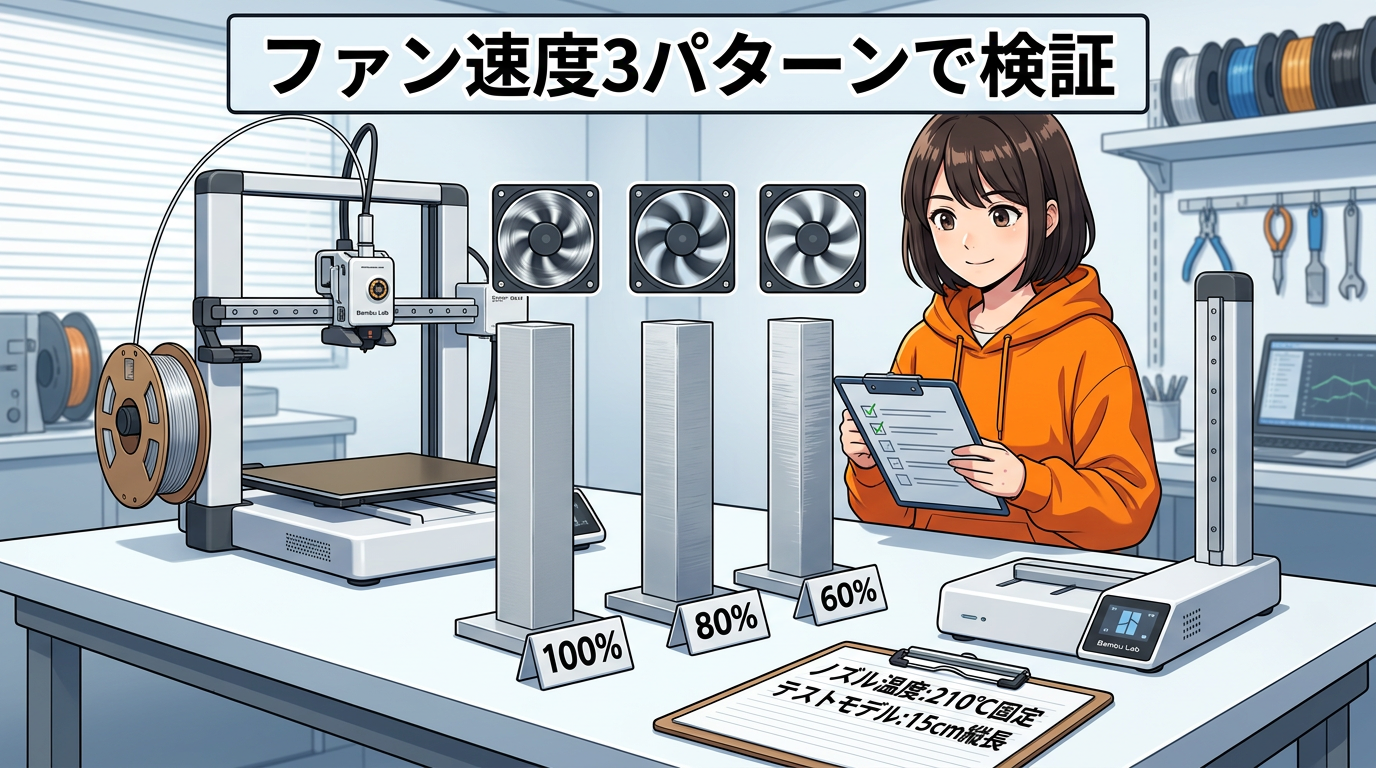
じゃあファン速度はどこがベストなのか。同じ15cmの縦長テストモデルで、ノズル温度210℃に固定して、最大ファン速度を100%、80%、60%の3パターンで検証した結果があります。
ファン100% ─ 冷やしすぎの代償

まず最大ファン速度100%の場合。
オーバーハングやブリッジの品質は極めて良好です。でも、急冷による熱収縮応力が最大化されて、上層部に深刻なクラックが発生しやすくなります。僕も大型PLAで何度か経験してますが、100%固定で高さのあるモデルを印刷すると、かなりの確率で割れます。
冷却しすぎると、きれいに冷えるけど割れるんです。これは先ほどの「上が縮んで下が踏ん張る」状態が最も激しくなるから。
ファン上限を少し抑える ─ バランスを取る
次に、ファン上限を少し抑えた場合。
僕の経験では、100%固定と比べて格段に安定します。オーバーハングの品質も十分良好で、強度と品質のバランスが取れやすい。
理屈としても納得できて、ファン速度を少し抑えることで、層間の分子拡散に必要な熱が適度に保持される。100%で急冷するほどの応力も発生しにくい。
多くのケースでは、100%固定より上限を少し抑えた方が、大型造形では安定しやすいんです。
ファン60% ─ 冷やさなすぎの問題
最後に60%の場合。
5回中0回失敗。層間接着は最強です。でも、冷却不足でオーバーハング部分のダレや糸引きが悪化しました。
層間強度だけを見れば最高だけど、見た目がボロボロになる。だから実用的には、80%くらいが最適解っていう結論になります。
レイヤー時間に連動する冷却設定 ─ 隠れた落とし穴
ここで一つ重要な落とし穴の話をします。
Bambu Studioの冷却設定には、レイヤー時間に応じてファン速度を動的に変える仕組みがあります。層の印刷時間が長い、つまり面積が大きい層ではファン速度は低め。印刷時間が短い、つまり面積が小さい層ではファン速度が上がる。
大型造形で何が起きるか。底面や中層の広い部分ではファン速度は低く保たれる。でも、モデルが上に行くにつれて細くなっていく形状、例えば塔とか尖塔みたいな形だと、1層の印刷時間が急に短くなって、ファンが突然最大で回り始めるんです。
この急激な冷却の強化が、上部での極端な熱収縮を引き起こして、深刻な層間剥離のトリガーになります。
最大ファン速度の上限を見直す
対策は簡単です。
フィラメント設定の冷却項目で、短いレイヤー時間のときの最大ファン速度を上げすぎないように見直してください。Bambu Labの公式設定例だと、レイヤー時間とファン速度の組み合わせで制御する仕組みになっています。この上限を少し抑えるだけで、ファン速度の急激な変動を抑えられます。
レイヤー時間に連動する冷却設定は便利な仕組みだけど、大型造形では「上限を決めておく」ことが大事なんです。100%まで上がっちゃうと、急冷で割れるリスクが一気に高まりますから。
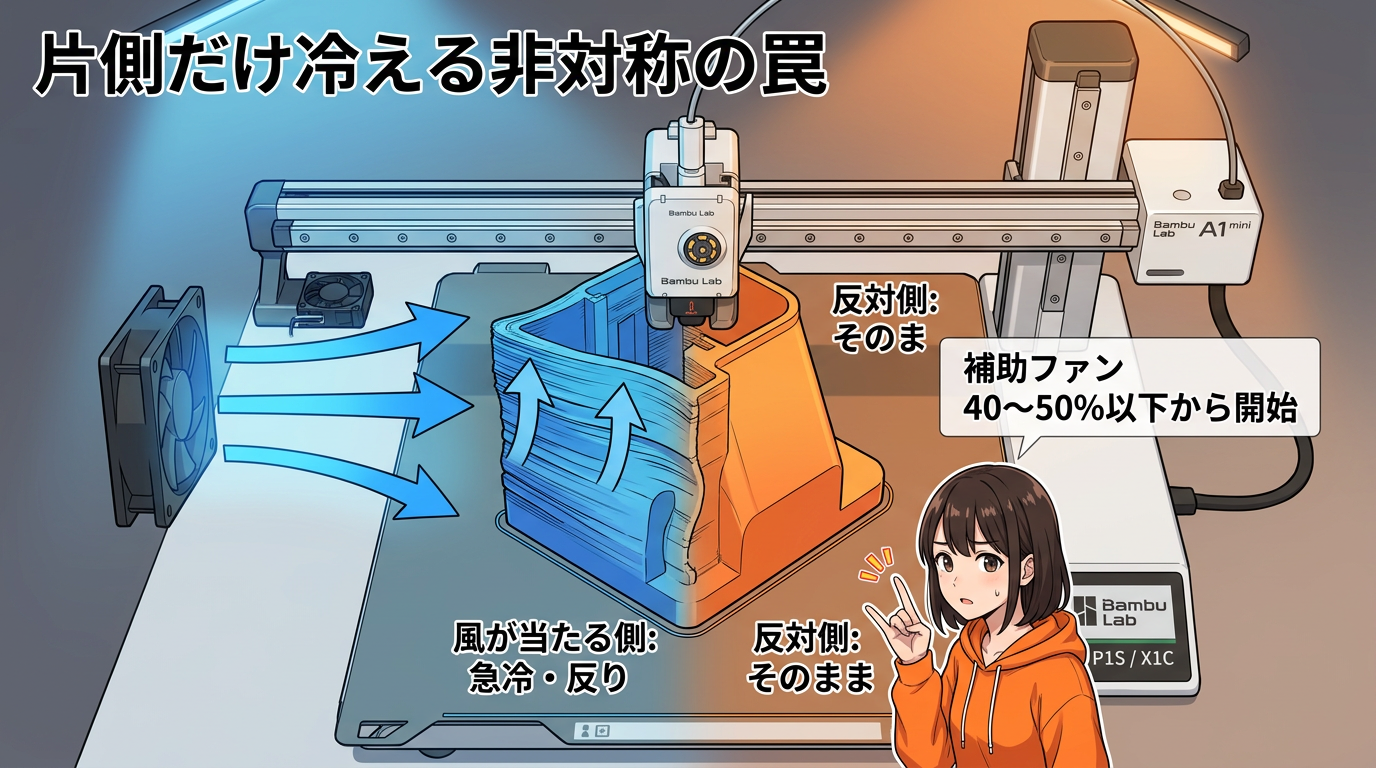
補助ファンの罠
もう一つ注意点があります。Bambu LabのP1SやX1Cに搭載されている「補助ファン」です。
この補助ファンは、モデルの片側から強力な冷風を吹き付ける設計になっています。PLAのオーバーハング冷却には役立つんですけど、大型造形では要注意。
モデルの中に非対称な熱勾配を作ってしまうんです。風が当たる側だけが極端に縮んで、反対側はそのまま。結果として、風が当たる側がベッドから反り上がったり、層間剥離を引き起こしたりする。Bambu Labのトラブルシュート案内でも、必要に応じて補助ファンを40〜50%程度まで下げることを勧めています。
大型造形のときは、まず補助ファンをオフか40〜50%以下から試してみてください。そこから様子を見て調整するのが安全です。
前編まとめ ─ 3つの鍵

今日の前編をまとめます。
まず、層間接着は「分子の握手」。熱い樹脂が下の層を再溶融させて、分子が互いの層を跨いで絡み合うことで結合する。この握手にはガラス転移点以上の温度と、一定の時間が必要。
次に、大型造形では高さが増えるほど熱収縮応力が蓄積される。上が縮んで下が踏ん張る、この力の差が層間結合力を上回ると割れる。
高速造形では、熱遅延で実際の吐出温度が設定値より下がる。速度を少し落とすだけで、安定度がかなり改善することが多い。
ファン上限を上げすぎない、補助ファンを弱める、速度を少し落とす。この3つが大型造形では有効なことが多いです。
次回予告 ─ 後編の内容
次回の後編では、さらに実践的な内容に踏み込みます。
まず「環境要因」。室温やエアコンの風が大型造形にどれだけ影響するか、サーモカメラを使った実測データでお見せします。
次に「ドラフトシールド」。エンクロージャーがなくても、スライサーの設定だけで擬似的な保温壁を作る方法。
そして「材質選定」。PLA、PLA+、PETG、ABSそれぞれの層間接着や柔軟性の傾向を比較して、大型造形に向いている素材を明らかにします。
各リンクは説明欄に貼ってあります。後編もお楽しみに!
👇 音声でも解説しています
👇 YouTube動画版はこちら
👇 ブログ記事はこちら

👇 Noteでも読めます
🔥 みんなが読んでる人気記事

