
> 球体の頂点がカクカクするステアケース現象、全部薄くすると2.8倍の時間ロス。可変レイヤー高さを使えばカーブだけ精細、直線は高速。Bambu Studioのアダプティブモードで自動最適化できます。
シリーズ: 設定・スライサー活用編(Season 6 – Episode 7・前編)
想定読了時間: 約8分 | 文字数: 約3,200文字
🎧 Podcastでも聴けます
🎬 YouTubeで観る

🔍 球体の頂点が、等高線みたいにカクカクする

こんにちは、まーです!
3Dプリントで球体や丸みのあるフィギュアを造形したとき、天面の頂点あたりが「等高線みたいにカクカクしてる」と感じたことってありませんか?
僕も最初にA1 miniで球体を刷ったとき、あまりにカクカクしていたので一瞬「これ失敗したのかな?」と思いました。でも実はこれ、設定ミスじゃなくて、FDMプリンター全般が持つ「積層の宿命」から来る現象なんです。名前は「ステアケース現象」。英語でStaircase Effectと呼ばれています。
今日の前編では、その原因を理解して、Bambu Studioの「可変レイヤー高さ(Variable Layer Height)」の基本操作までを解説します。手動調整・バンディング防止・5つの罠といった応用編は後編でお届けします。
🔬 なぜカクカクするのか ─ ステアケース現象の正体
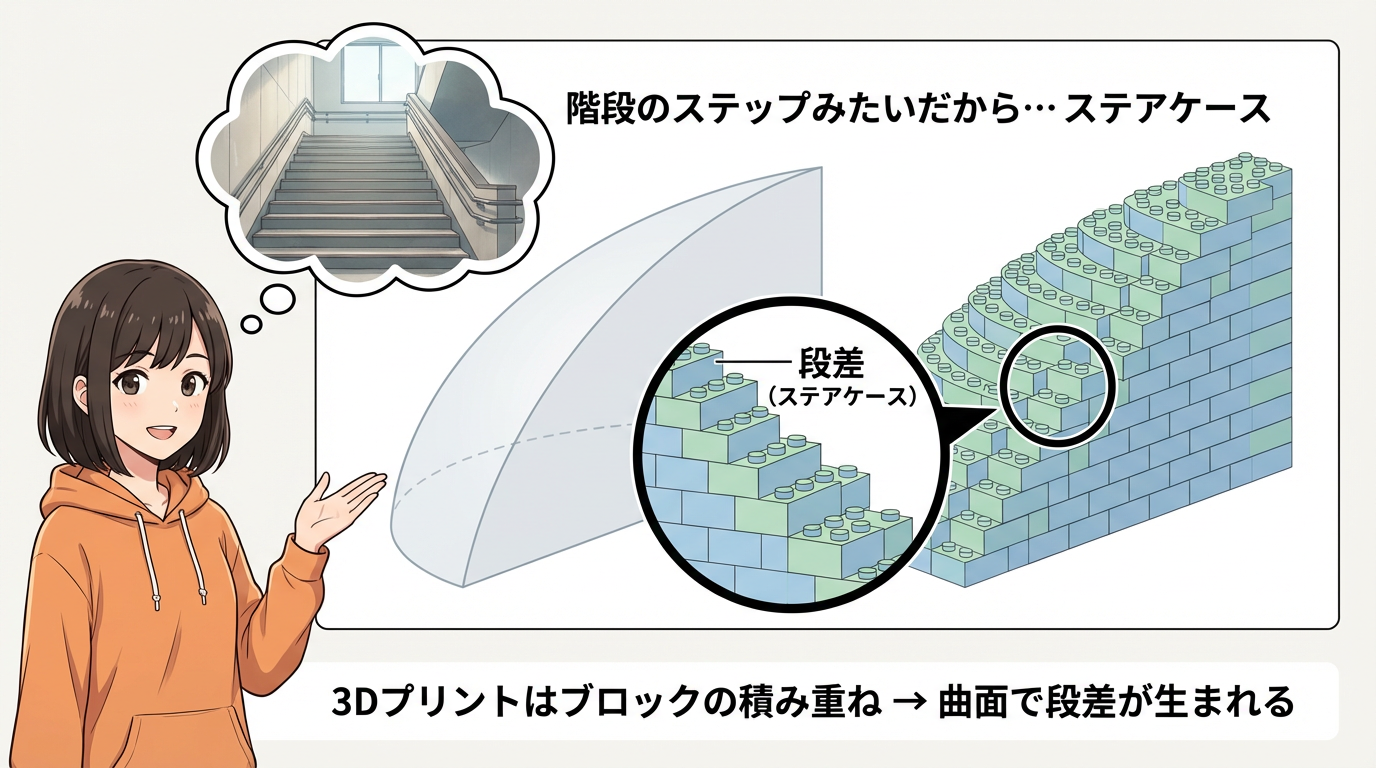
FDMプリンターは、3Dモデルを薄い層に切り分けて下から積み上げていく方式ですよね。
なだらかな坂道を小さな四角いブロックで埋めていくイメージです。急な坂では、ブロックの段差が縦方向に細かく並ぶので目立ちにくい。でもゆるやかな坂になるほど、ブロックの角が横に大きく広がって、階段のような段差が目立ってしまいます。
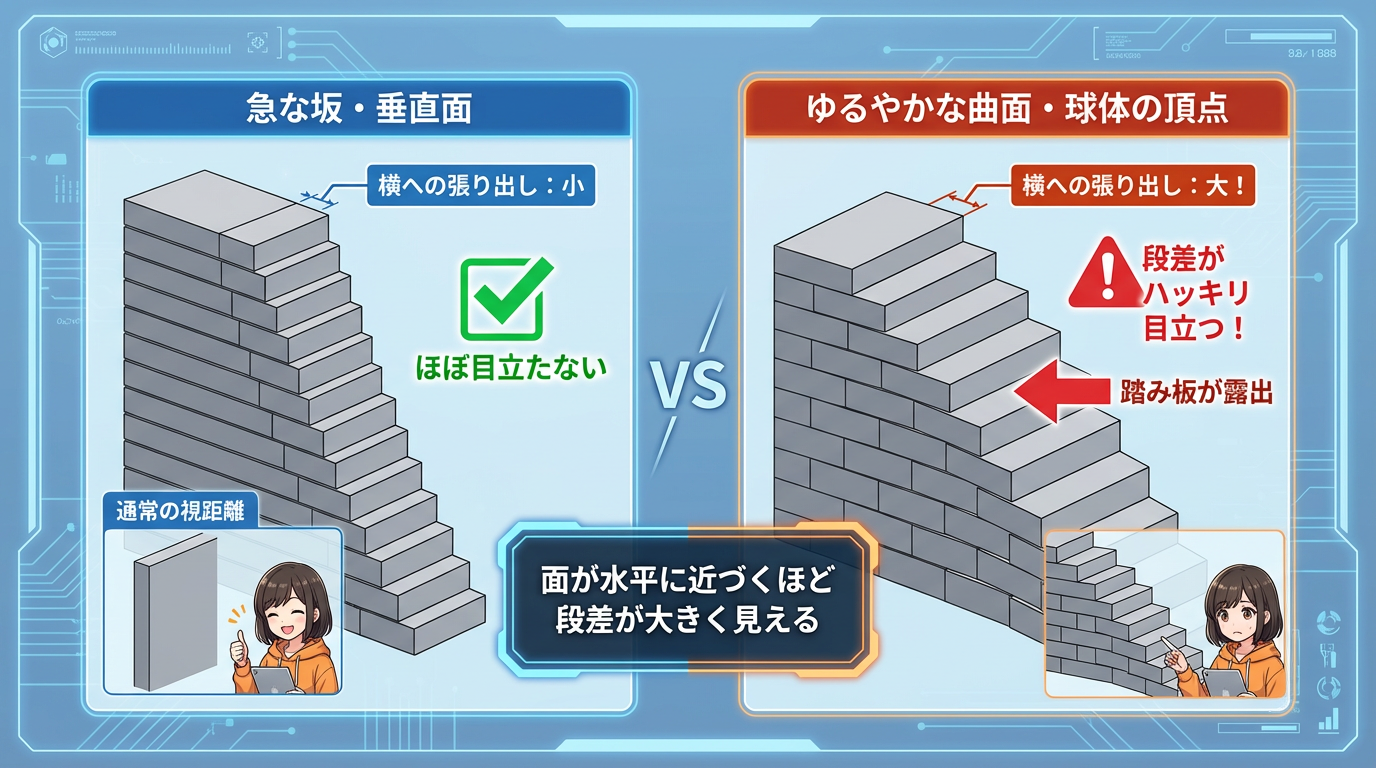
垂直に近い壁は目立たなくて、球体の頂点のような「ほぼ水平」な面ほど段差がハッキリ見える。これがステアケース現象の正体です。
カスプ高さという数値で段差を測る
この段差の大きさは「カスプ高さ」という数値で定量化できます。
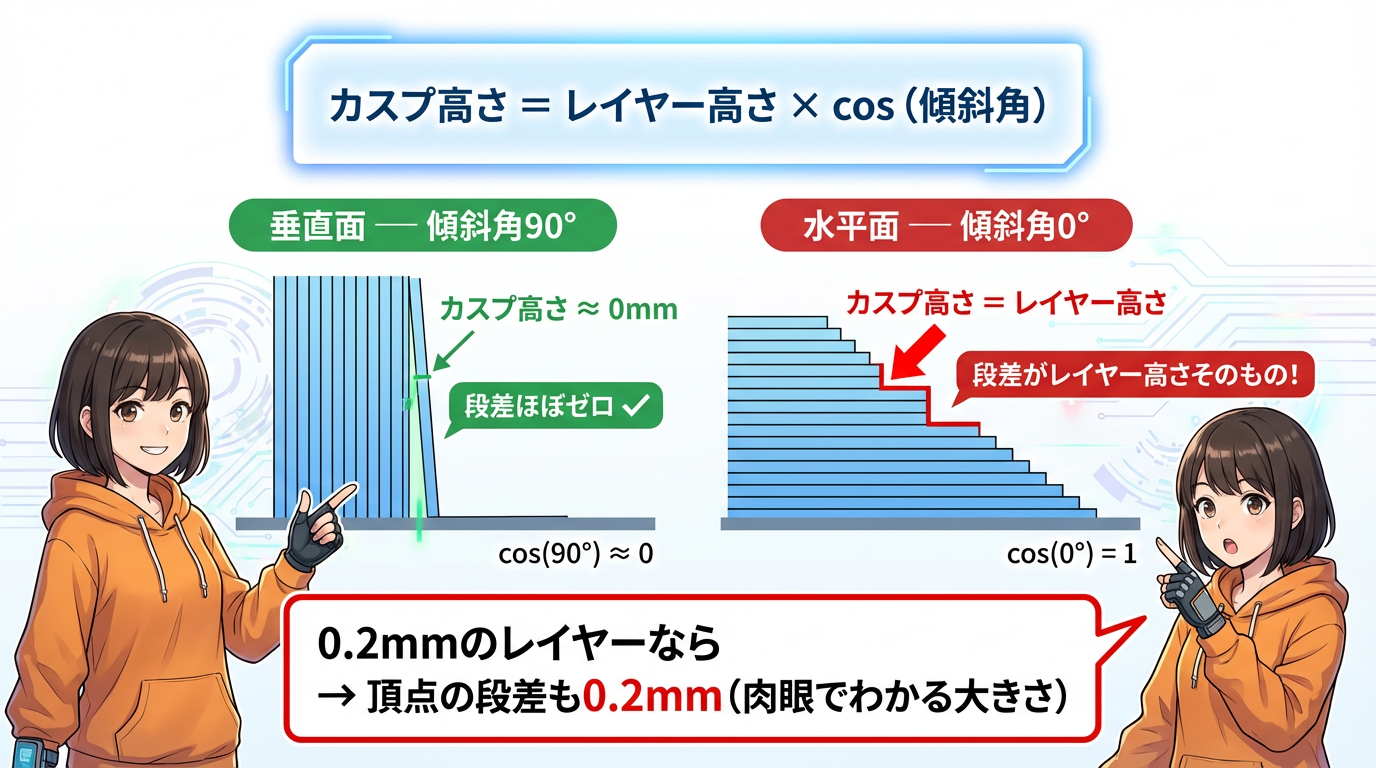
カスプ高さ = レイヤー高さ × cos(表面の傾斜角)
傾きが急な側面(傾斜角90°に近い部分)では、cos(90°)はほぼゼロなので段差もほぼゼロ。でも頂点付近(傾斜角がゼロに近い)では、cos(0°)は1になるので、段差がレイヤー高さそのものの大きさになってしまいます。
0.2mmで積んでいたら頂点付近の段差も0.2mm。見た目でハッキリわかる大きさですよね。
⏱️ 「全部薄くすれば解決」はなぜダメなのか

「じゃあ全体のレイヤーを薄くすればいいじゃん」って思いますよね。印刷時間のデータを見てみましょう。
レイヤー0.28mmで28分。0.20mmで36分。全体を0.08mmにすると1時間19分。約2.8倍です。
週末になんとなくプリントしたいだけなのに、全部が3倍の時間になっていたら、やってられません。
もう一つのデメリット ─ 熱劣化リスク

しかも、時間だけが問題じゃありません。頂点付近のごく一部を滑らかにしたいだけなのに、関係ない垂直な壁面まで全部0.08mmで積む羽目になります。
長時間、高温のプリントヘッドが同じ場所を行き来していると、フィラメントの熱劣化やノズル詰まりのリスクも高まります。一部のために全体を犠牲にする、明らかに非効率なやり方です。
✨ 可変レイヤー高さという解決策
そこで登場するのが「可変レイヤー高さ(Variable Layer Height)」です。
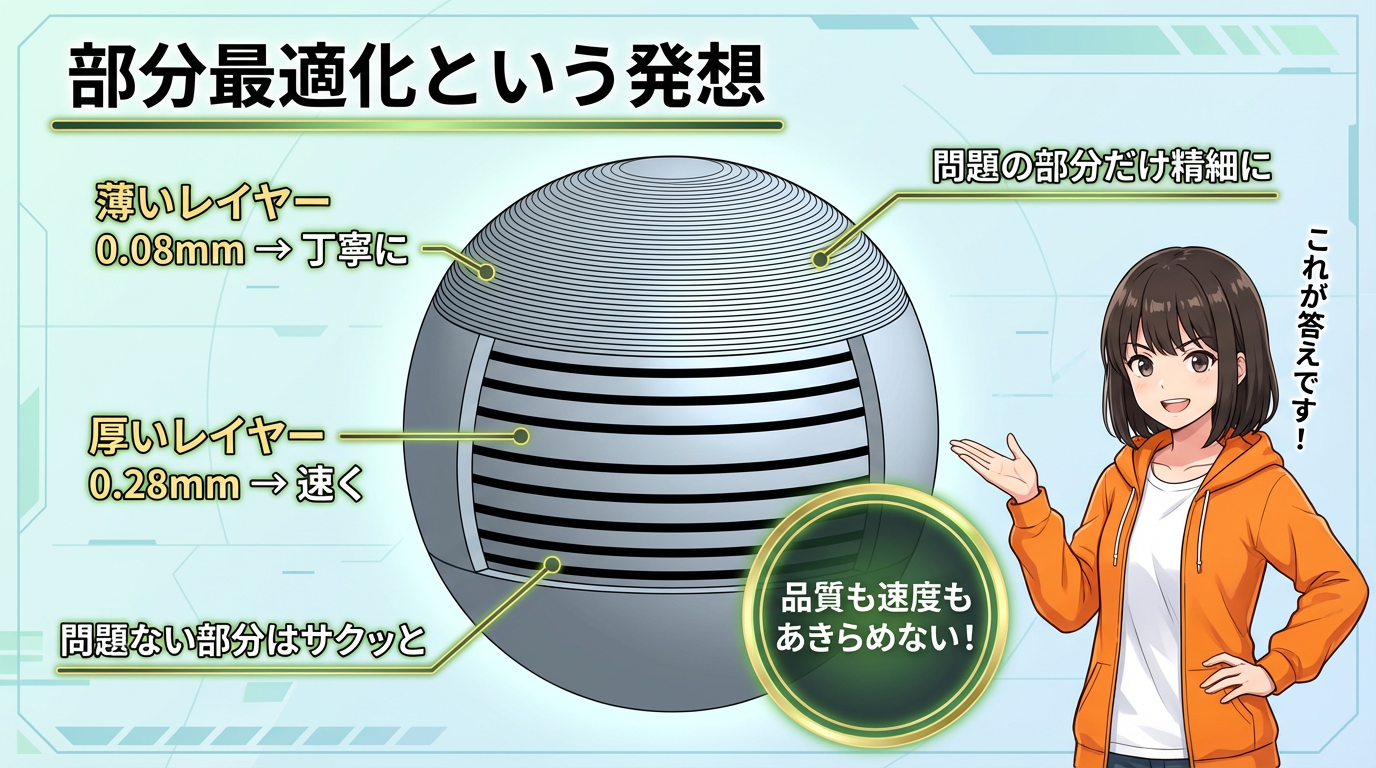
考え方はとってもスマートです。「曲面がゆるやかになっている頂点付近だけ薄いレイヤーで丁寧に積んで、垂直に近い壁面は厚いレイヤーで速く積む」という部分最適化のアプローチです。
これで、問題の段差は消しつつ、全体の印刷時間は最小限の伸びに抑えることができます。
車の運転に例えると

急カーブに差し掛かったときだけブレーキを踏んでゆっくり丁寧に曲がる。でも見通しのいい直線では全速力で走る。コース全体をずっと時速10kmで走り続ける人はいませんよね。
スライサーが3Dプリント中にやっているのが、まさにこれです。
📊 時間短縮効果の実力

では、実際にどれくらい効果があるのか。
全体を一律0.08mmで印刷すると1時間19分かかっていたモデルに可変レイヤー高さを適用すると、頂点の品質を0.08mm相当のまま保ちながら、印刷時間が約45分になったりします。
品質は最高の一律0.08mmと同等なのに、時間は半分近くまで削れる。これ、やらない手はないですよね。
🖥️ Bambu Studioでの操作方法
まずアイコンをクリック
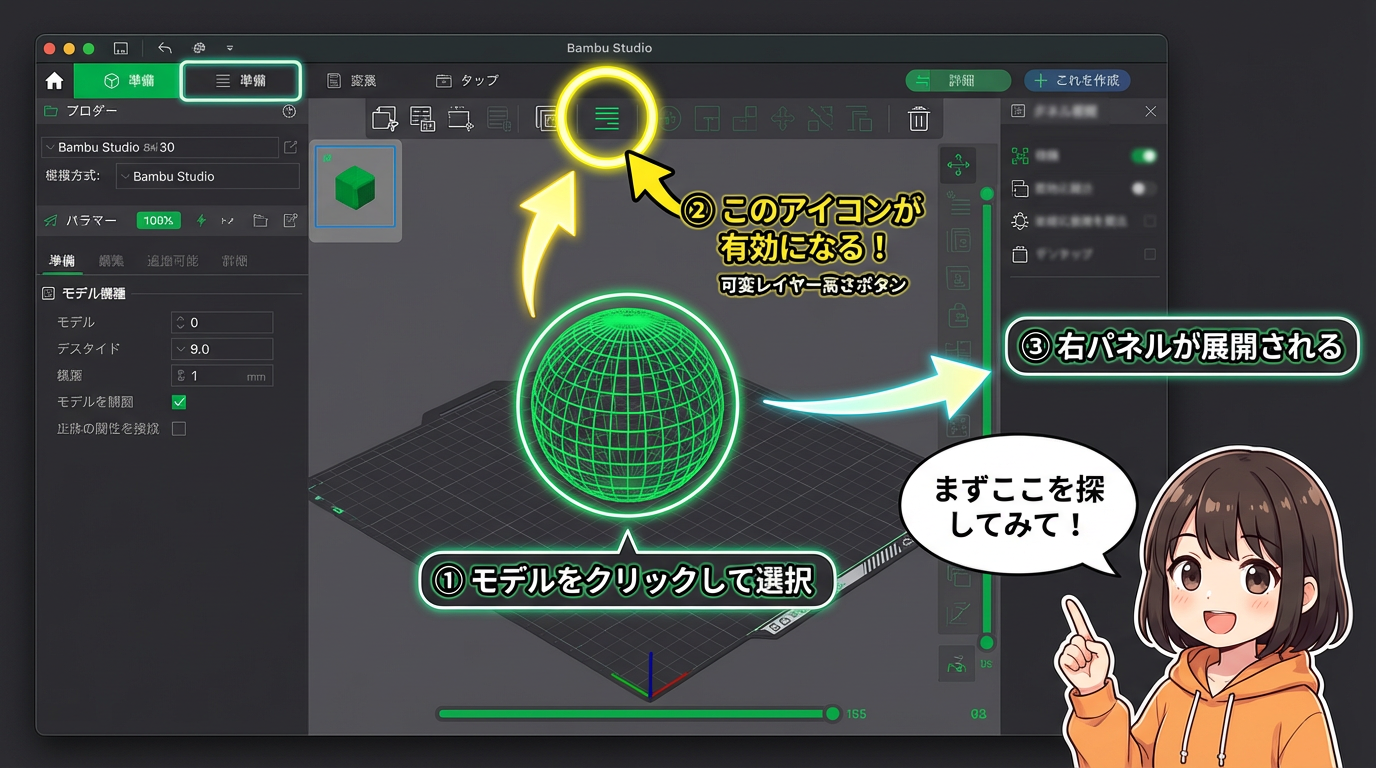
Bambu Studioの「準備」タブで、対象のモデルを選択した状態にします。緑色の枠が付きますよね。
すると、画面上部のツールバーに「水平な線が何本か並んだアイコン」が有効化されます。これが「可変レイヤー高さ」ボタンです。クリックすると、右側に専用の設定パネルが展開します。
カラーマップの読み方

パネルが開くと同時に、3Dビュー上のモデル表面がサーモグラフィーのようなカラフルな色で塗られます。初めて見たとき「モデルがおかしくなった!」と驚くかもしれませんが、これが「この部分は今、どれくらいのレイヤー高さで積もうとしているか」を示すカラーマップです。

緑〜青の部分 → 薄いレイヤー(高精細・ゆっくり)
黄色〜赤の部分 → 厚いレイヤー(高速・サクサク)
球体で試してみると、垂直に近い側面が黄〜赤で、天面のドーム部分が青〜緑になっているはずです。「緑のところは丁寧に、赤いところはサクッと積む」と覚えると直感的に把握できますよ。
アダプティブモードで自動最適化

右パネルの「アダプティブ」ボタンを押すだけで、スライサーのアルゴリズムがモデルの傾斜角を自動計算して、各部分に最適なレイヤー高さを割り当ててくれます。
0.4mmノズルを使用している場合、レイヤー高さは0.08mmから0.28mmの範囲で自動調整されます。この下限・上限はプリンタ設定の「Layer height limits」に従うので、無茶な薄さになることはありません。安心して任せられます。
まず「アダプティブ」を押してカラーマップを確認する。これがゼロから悩まずに最適化を始める最強のスタート方法です。
品質/速度スライダーでバランスを調整

「アダプティブ」ボタンの下に「品質/速度」スライダーがあります。好みの位置に動かしてからアダプティブを押すと、自動生成の「細かさ vs 速さ」のバランスを変えられます。
「品質」寄りにすると、アルゴリズムが少しのカーブにも敏感に反応するようになります。
全体的に青〜緑が広がって、綺麗な仕上がりになります。「見栄えを絶対に妥協したくない」というときはこちらです。
逆に「速度」寄りにすると、よほど極端な曲面でなければ厚いレイヤーを使うようになります。

「とにかく早く形が見たい」というプロトタイプ確認向きですね。
まずは品質寄りで試して、カラーマップを見ながら自分のバランスを見つけるのがおすすめです。
📋 前編まとめ

等高線のようなステアケース現象はFDMの宿命ですが、可変レイヤー高さを使えば「適材適所でレイヤーの厚さを変える」ことで品質と速度を高いレベルで両立できます。
Bambu Studioでは「アダプティブ」ボタン一つで最適なカラーマップが自動生成されるので、まずはアダプティブボタンを押してカラーマップを確認するところから始めてみてください。
後編でお届けすること
後編では、さらに踏み込んで自分好みに「手動調整」する方法と、絶対に知っておかないと失敗する5つの罠(バンディング・縞模様の防ぎ方、スパイラルモードとの致命的な非互換、Organicサポート非対応など)を解説します。
🎯 今日から試してほしいこと

① 球体か卵型のモデルをBambu Studioに読み込んで、「可変レイヤー高さ」のアイコンを押してみてください。
② 「アダプティブ」ボタンを押して、カラーマップが青(天面)と赤(側面)にどう分かれるか観察してみましょう。スライサーが自動で判断しているのが視覚的にわかって面白いですよ。
③ 品質寄り・速度寄りにスライダーを動かして、再度アダプティブを押してカラーマップの変化を確認してみてください。
🎧 Podcastでも聴けます
🎬 YouTubeで観る(後編も近日公開)
🔥 みんなが読んでる人気記事

