

みなさん、こんにちは!まーです。👋
突然ですけど、こんな経験ありませんか?
「買った直後はすごく綺麗に印刷できてたのに、最近なんか積層が荒くなってきた」
「移動するときにたまに引っかかりがある気がする…でも気のせいかな」
気のせいじゃないです。
これ、スライサーやプロファイル設定の問題じゃなくて、ハードウェアが正直に疲れを訴えてるサインなんですよね。
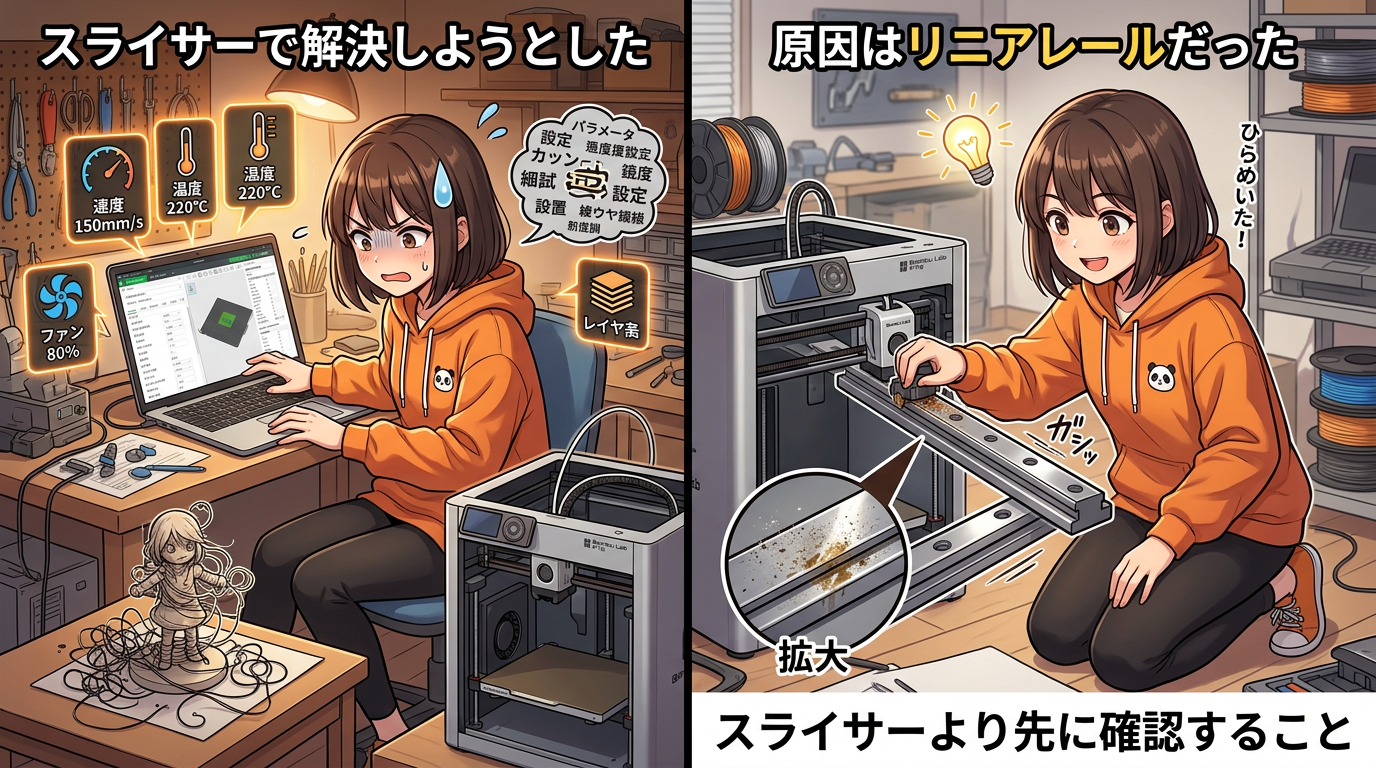
私も最初は「スピードを下げたら治るかも」「温度を少し変えたら?」とスライサーをいじりまくりました。全然治らない。あるとき「そういえばリニアレールって一回も掃除してないな」と気づいて、触ってみたらツールヘッドが動くときに明らかに引っかかりのある場所がある。
油が切れて、金属同士がこすれていたんです。ちゃんとメンテしたら、その日のうちに元の精度に戻りました。
今日は、そんな経験を皆さんにもしてほしくて、前編・後編に分けてA1 miniの日常メンテナンスとグリスアップを徹底解説します。
前編では「各軸の仕組みと摩耗ポイント」と「ビルドプレート・ノズル・リニアレール・ベルトテンション」のメンテを、後編では「Z軸グリスアップ・メンテスケジュール・やりがちな罠5つ」をお届けします。
最初に大原則だけ先に言っちゃいます。

「清掃が先、注油は後」。そして「レールにはオイル、スクリューにはグリス」。
この2つだけ覚えておけば、今日から失敗しません。
YouTubeはこちら:

Podcastはこちら:

① A1 miniが数ヶ月でなぜ「なんか雑」になるのか 🤔
A1 miniって、精密機器に見えるんですけど、中身は結構アナログな機械部品の集まりなんですよね。
A1 miniはBambu Lab独自のキャンチレバー構造(片持ちアーム式)を採用していて、コンパクトなボディに高精度な動作システムを詰め込んでいます。でも、コンパクトがゆえに各可動部への負荷が集中しやすい側面もある。
使い続けるうちに、いくつかのことが同時に起きてきます。
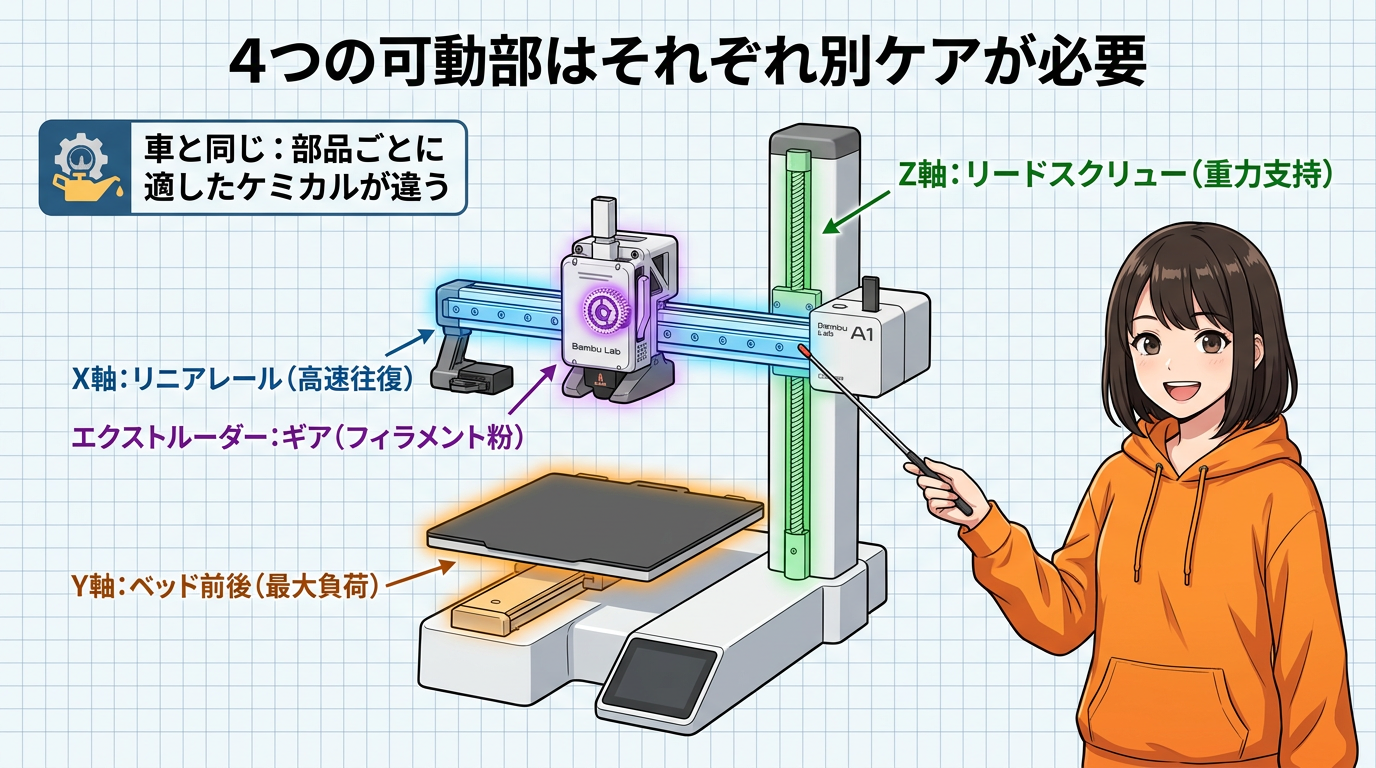
① リニアレール(ガイドレール)の油膜が薄くなり、摩擦が増える
② ベルトに微細なホコリやフィラメントのカスが噛み込み、テンションが変動する
③ Z軸のリードスクリューに古いグリスが溜まって、スムーズに回転しなくなる
④ エクストルーダーのギアにフィラメントカスが蓄積し、グリップ力が落ちる
これらが複合的に起きることで、「なんかプリントが雑になった」という感覚につながります。
怖いのは、これが徐々に進行するから気づきにくいこと。気づいたときにはかなり悪化してた、みたいなパターンが多い。
スライサーをいじる前に、まずハードウェアを疑ってみてください。原因がそっちなら、設定をどんなに触っても解決しないんですよ。
② 各可動部の仕組みと摩耗ポイントを知っておこう 🔍
「どこを、なぜ、どう手入れするか」を理解するために、各部が「なぜ摩耗するのか」を先に押さえておきましょう。
車に例えると、エンジンオイル・ギアオイル・グリス、全部同じものを使わないじゃないですか。場所によって役割が違うから、使うケミカルも変わる。3Dプリンターも全く同じです。
X軸はキャンチレバー構造——先端の摩擦ムラが命取り 🦾
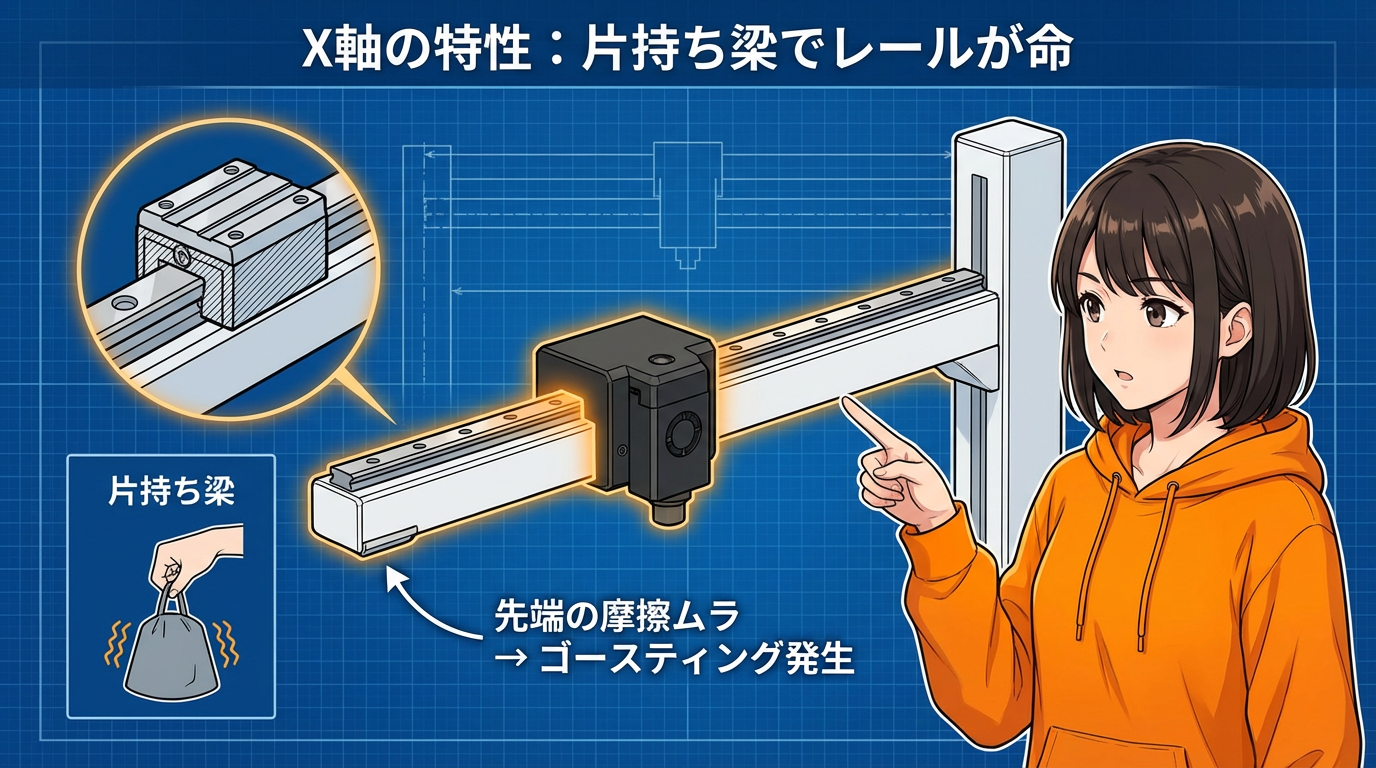
X軸は、Z軸の支柱から水平に伸びるキャンチレバーアームの上に構成されています。ツールヘッドはアーム上のリニアレール(ベアリングブロック方式)に乗り、タイミングベルトとステッピングモーターで左右に高速移動します。
コンビニのレジ袋を片手だけで持ったイメージ——片持ち構造だから、アームの先端に行くほど振動が増幅しやすい。
レール表面にホコリやフィラメントの削りカスが付着し、ベアリングブロック内部に侵入すると転がり抵抗が増大します。そうなると、あの嫌な「ゴースティング(コーナーの後に波打ちが出る現象)」が発生しやすくなります。
Y軸は最大負荷——一番消耗が早い 😓
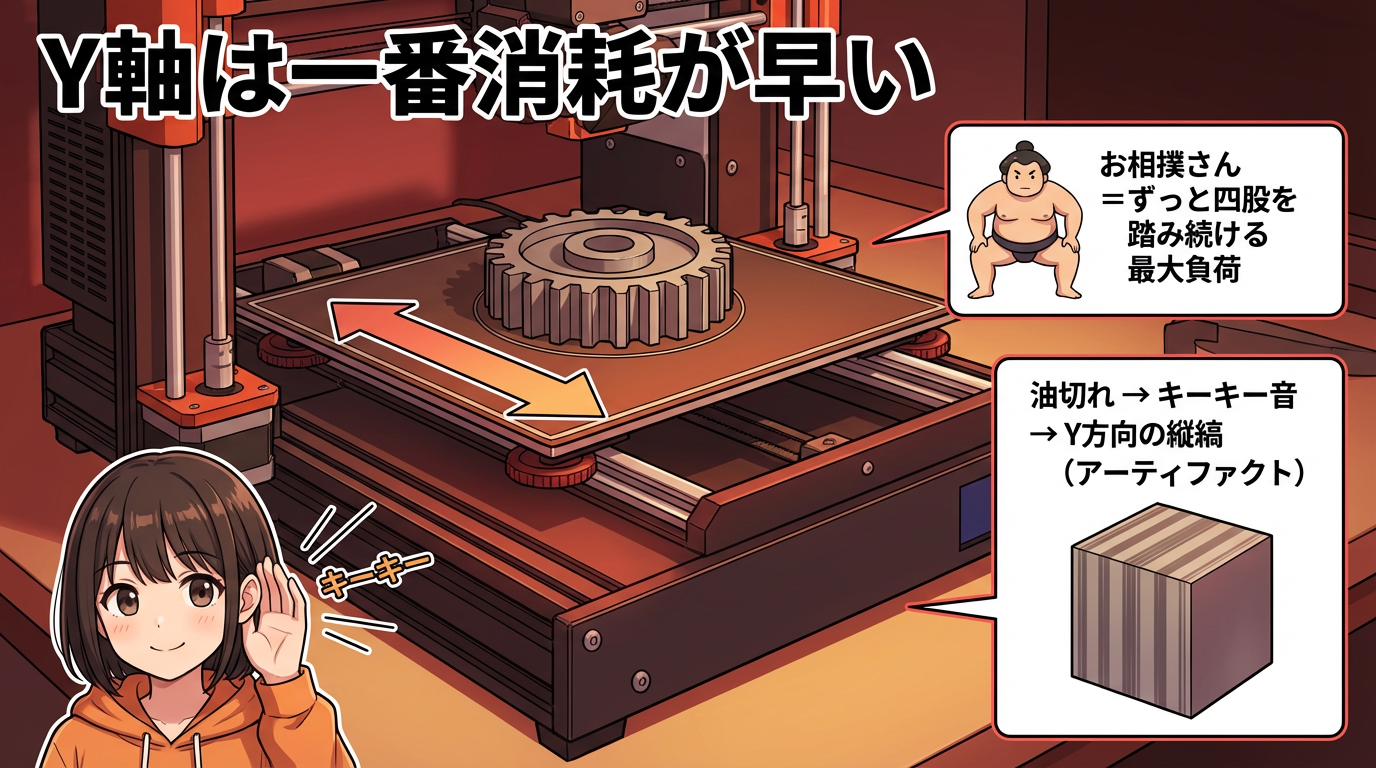
Y軸は、造形物とヒートベッドの全重量を乗せて前後に高速移動する、A1 miniの中で一番過酷な動きをする軸です。
お相撲さんがずっと四股を踏み続けているようなイメージ——だから潤滑油が最も早く劣化します。
油切れになると「キーキー」と音が出てくる。これが黄信号…じゃなくてもう赤信号です。放置すると積層面に縞模様のようなアーティファクトが出始めます。
Z軸はリードスクリュー——横縞の犯人はここにいる ⚙️
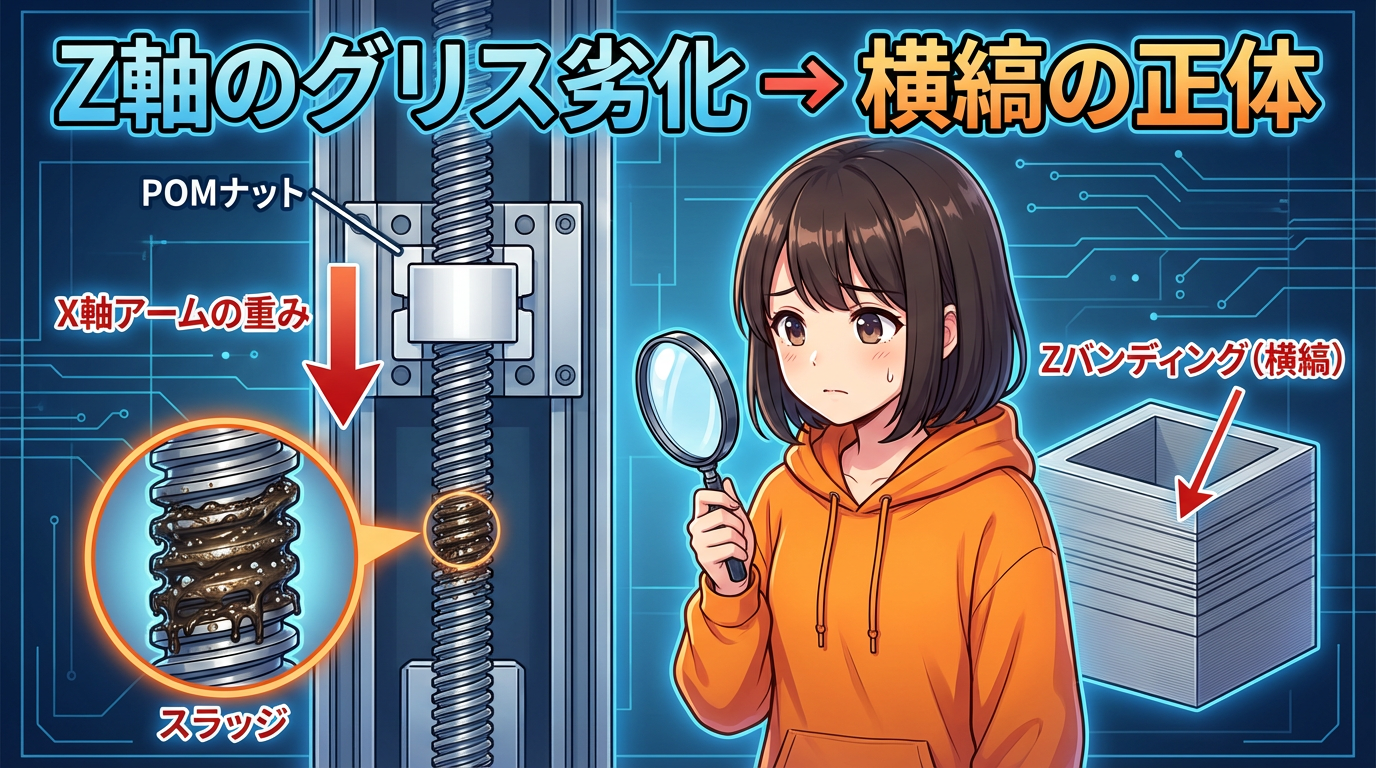
Z軸はベルト駆動ではなく、「リードスクリュー(送りネジ)」で動きます。
1レイヤーごとに少しずつ上昇するだけでゆっくりですが、アーム全体とツールヘッドの重さを重力に逆らって支えながら動かすという、地味にきつい仕事をしています。
ここのグリスが劣化してスラッジ(泥状の汚れ)になると、Z軸の抵抗が不均一になって「Zバンディング(横縞)」という典型的な品質低下が発生します。
Z軸のグリスアップは後編で詳しく解説しますが、ここでは「Z軸はオイルではなくグリス」という原則だけ先に覚えておいてください。
エクストルーダーはフィラメント供給の心臓部——カチカチ音は危険信号 💥
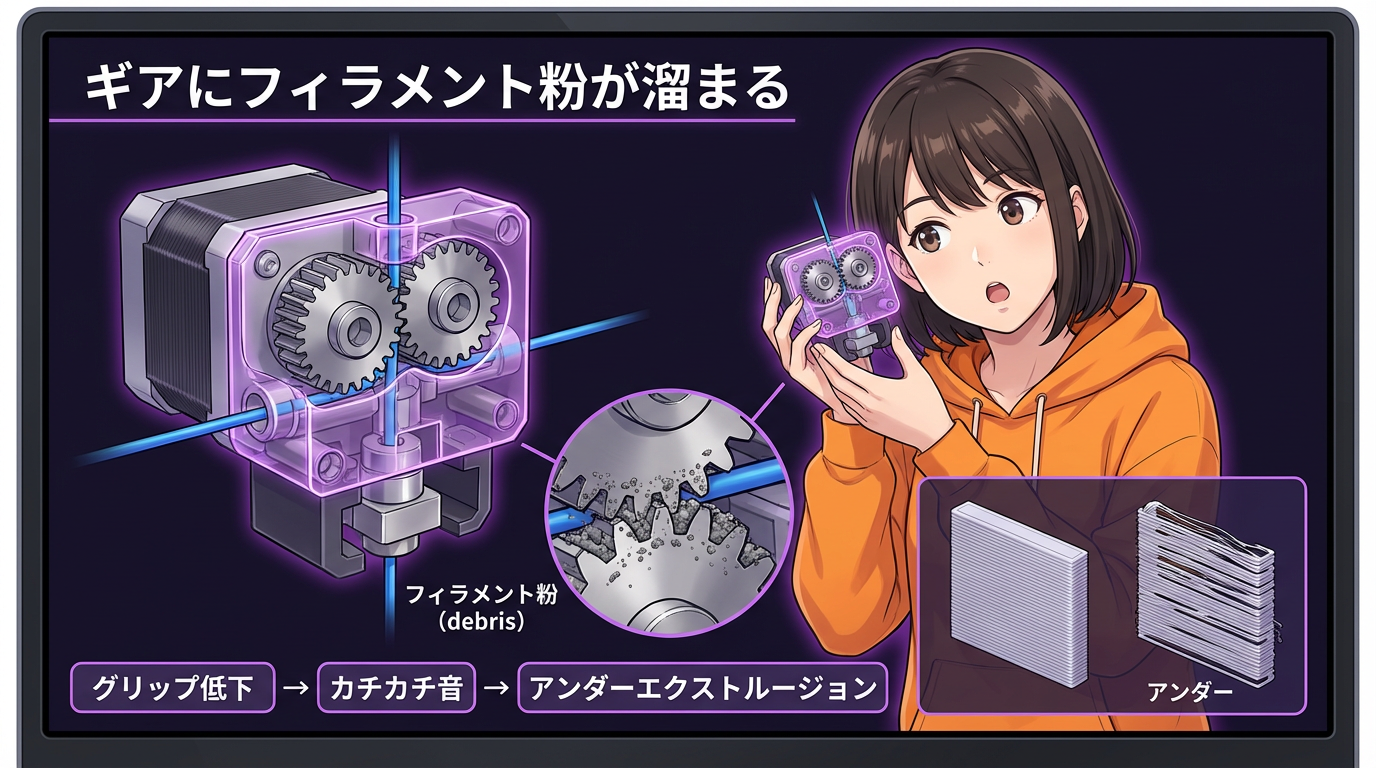
エクストルーダーはホットエンドの直上に位置し、フィラメントを物理的に掴んで溶融帯へ送り込む機構です。デュアルドライブギアがフィラメントを両側から挟み込み、押し出しとリトラクション(引き戻し)を絶え間なく繰り返します。
パスタマシンのローラーがグリグリ回る感じ、といえばイメージしやすいですかね。
このギアにフィラメントカスが溜まってくると、グリップが落ちて「カチカチ」と音が出て、アンダーエクストルージョン(吐出不足)になります。
「カチカチ」音や送り不良が出てきたら清掃のタイミング。症状がなくても500時間に1回は確認するのが安心です。
③ メンテナンス手順(部位別)——まずここから! 🛠️
ここからは実際の手順を解説していきます。
作業前の鉄則:電源を完全に切って、コンセントを抜いてから作業する。ツールヘッド周辺を分解中に電源ONのままだと、金属工具が基板に触れてメインボードが焼損します。これは本当に洒落にならないので、最初に必ず。
ビルドプレートの清掃・ケア 🧹

全作業の基本となるファーストレイヤーの定着を確保するため、最も頻繁に行うべき5分間のメンテです。
A1 miniに付属するPEI(ポリエーテルイミド)テクスチャープレートの定着力の低下は、主に手汗や指紋からの油分と、空気中のホコリによる表面汚染に起因します。
基本の清掃は毎回、IPAで。
イソプロピルアルコール(濃度90%以上を推奨)をスプレーして、繊維の残らない不織布ペーパータオルで拭き上げる。これだけです。シンプルですが、これを怠ると定着力がどんどん落ちます。
IPAでも定着力が戻らない場合は、プレートをシンクに持ち込んで、台所用の中性洗剤と温水でスポンジを使って丸洗いします。乾かしてセットしたら、ヒートベッドで加熱して完全に乾燥させる。これでPEI本来の定着力が新品に近いレベルに回復します。
あと、プレートを持つときは必ず縁(エッジ)だけ。印刷面に素手で触れると、その瞬間から皮脂汚染が始まります。
まとめると:毎回IPA、定着が落ちたら中性洗剤で丸洗い、触れるのは縁だけ。これだけ。
ノズル・ホットエンドのコールドプル 🔧
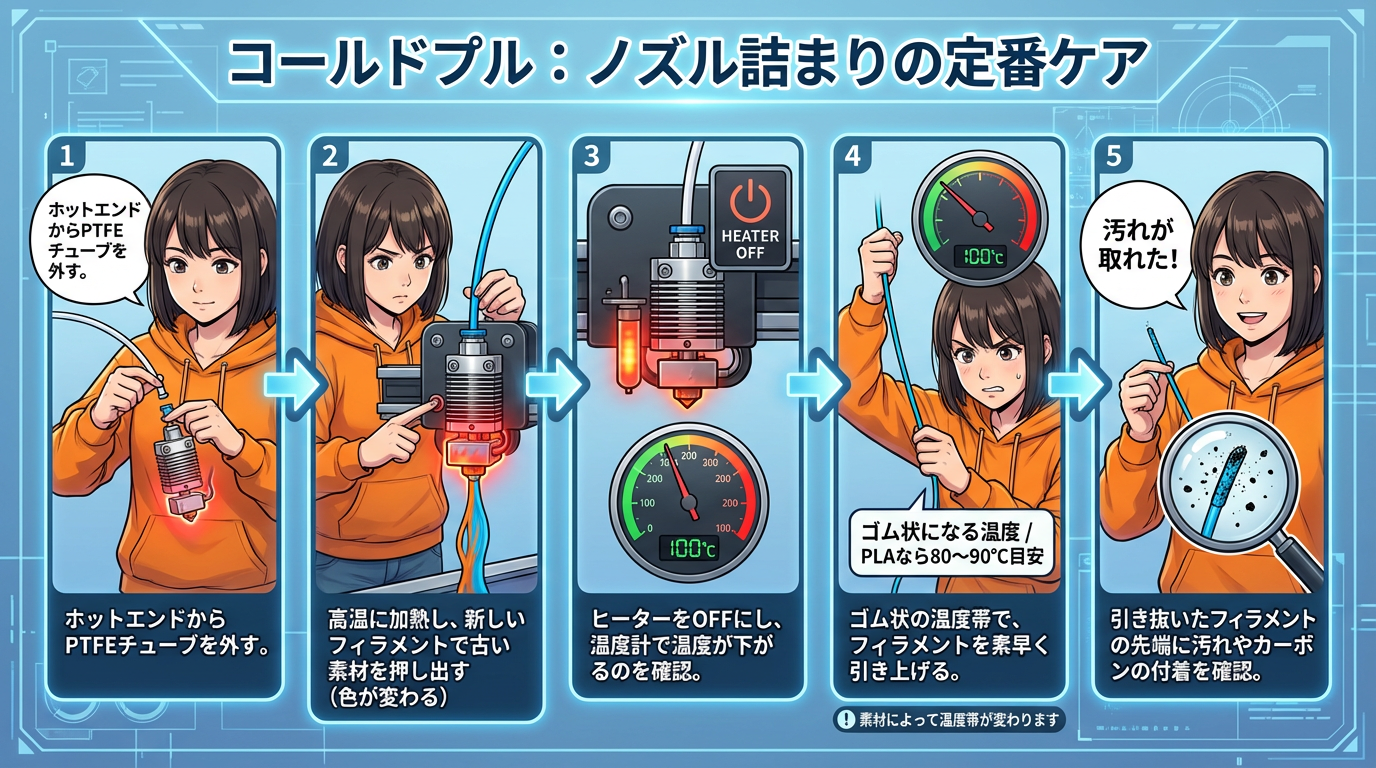
ノズル内部に汚染物質が蓄積すると、出力不良(詰まり)や部分的な詰まり(パーシャルクロッグ)の原因になります。これを物理的に排除する方法が「コールドプル(Cold Pull)」です。
手順はこんな感じ。
① PTFEチューブをエクストルーダーから外す。
② ノズルをPLAなら250℃程度に加熱し、色の明るい(白など汚れが見えやすい)フィラメントを手動で押し込んで、内部の古い樹脂を押し出す。
③ 加熱を止めて、温度がPLAのガラス転移点付近の80〜90℃まで冷却するのを待つ。この温度でフィラメントは完全な液体でも固体でもない、粘り気のある状態になります。
④ エクストルーダーのリリースレバーを押しながら上方向に一気に引き抜く。
⑤ 先端に黒い焦げが付かなくなるまで繰り返す。
引き抜いたフィラメントの先端がノズル内部の形状をきれいに型取ったら成功です。PETG等の素材は温度帯が変わるので(PETGは120〜130℃付近)、素材に合わせて調整してください。
A1 miniはホットエンドユニットがクリップひとつでワンタッチで外せるのが強み。コールドプルで解消しきれない頑固な詰まりは、ホットエンドを取り外して外部で処置するアプローチもBambu Labのマニュアルで推奨されています。
リニアレールの清掃と注油 💧

リニアレールには「グリス」ではなく「軽質潤滑油(オイル)」を使います。
ここ、一番間違われやすいポイントなので強調します。グリスを使うと、ベアリングブロック内部のボールが転がる際の大きな抵抗(ドラッグ)になって逆効果なんです。しかもホコリを引き寄せやすくなる。
そして絶対に使ってはいけないのがCRC-556やWD-40などの浸透潤滑剤。主成分が溶剤なので、工場出荷時から入っているベースグリスを全部溶かしてしまいます。揮発後の残渣が粘着性を持ってホコリを吸着し、最終的にベアリングを物理的に破壊します。
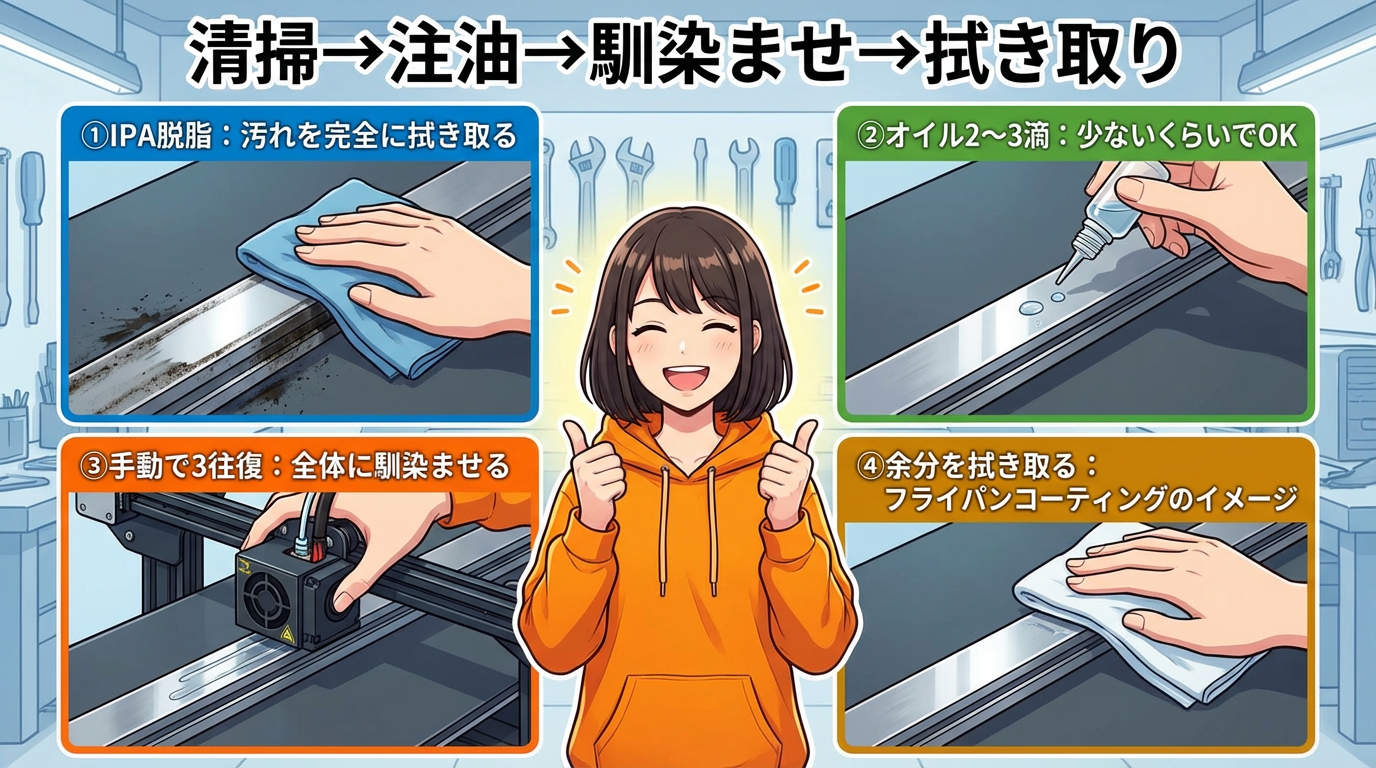
では、正しい手順を。
① IPAを染み込ませた不織布でレールを端から端まで拭く。古い油汚れとフィラメント粉を完全に除去する。
② ISO 68グレードの軽量合成油(Bambu Lab純正オイル、Super Lube 51004等)をレールの溝に2〜3滴だけ垂らす。少ないかなと思うくらいでOK。
③ ツールヘッドを手動で端から端まで3往復させる。オイルがキャリッジ全体に馴染む。
④ はみ出した余分なオイルを乾いた不織布で拭き取る。余剰オイルはホコリを吸着して研磨剤になる。
フライパンを薄くコーティングするイメージです。塗りすぎは厳禁。
Y軸レールの奥まった場所には、注射器型のニードルボトルを使うと正確に1滴だけ滴下できて便利ですよ。
ベルトテンションの確認・調整 ⚙️
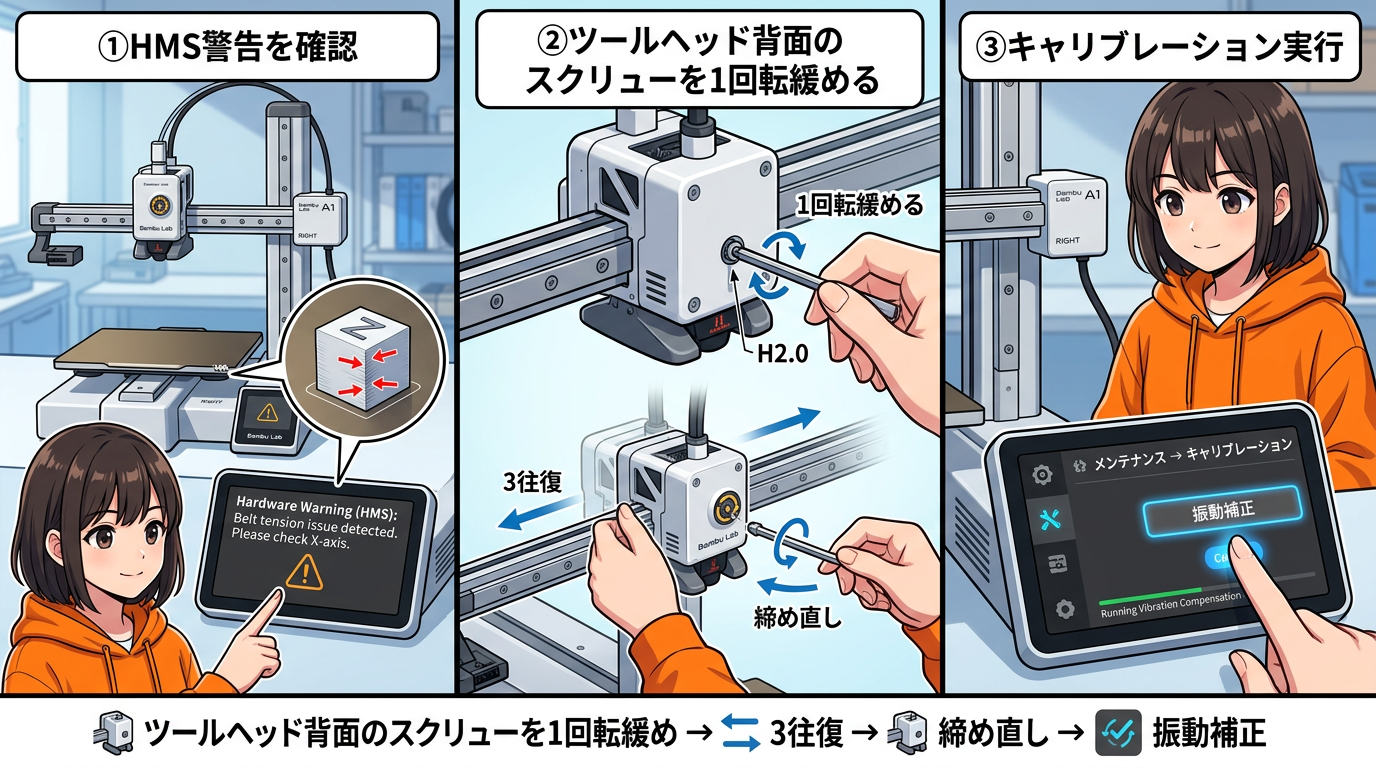
A1 miniはキャリブレーション時に振動周波数を計測し、ベルトが緩んでいると判断した場合にHMS(ハードウェア管理システム)経由でアラートを出します。
「The resonance frequency of the Y axis is low.」みたいな警告が出たら、ベルトが伸びて張力が低下しているサインです。後回しにしないでください。放置するほど摩耗が進みます。
調整の流れ。まずは電源OFF状態で、H2.0六角レンチでテンション調整ネジを1回転ほど緩めます(完全に外さないこと)。次に、ツールヘッドまたはベッドを手動で3回前後に動かす。内部のバネの力で自然にテンションが整います。その状態でネジを締め直す、以上。
一部の上級ユーザーは、Spectroidというスマートフォンアプリを使って、ベルトを指で弾いたときの周波数(Hz)を数値で確認しています。ただしマイクの感度にばらつきがあるので、あくまで相対的な参考として使うものです。
そして大事なのが——ベルトを調整した後はそのまま印刷を始めないこと。必ず振動補正(Vibration Compensation)のキャリブレーションを再実行してください。これをしないと、かえって印刷品質が悪化することがあります。詳しくは後編で解説します。
④ 前編まとめ:今日から守ってほしい2つの大原則 ✅

前編のポイントを整理します。
①「清掃が先、注油は後。」
ホコリとフィラメントカスが残った状態でオイルを足しても意味がない。必ずIPAと不織布で「除去」してから、新しい潤滑剤を。
②「レールにはオイル(ISO 68)、スクリューにはグリス。」
X/Y軸のリニアレールは高速往復なので低粘度のオイル。Z軸のリードスクリューは重力を支える低速回転なので粘度の高いグリス。逆にしたら逆効果です。
③ CRC-556・WD-40は絶対に使わない。
④ ビルドプレートは毎回IPA。定着が落ちたら中性洗剤で丸洗い。

後編では、A1 miniメンテナンスの核心であるZ軸リードスクリューのグリスアップ手順、印刷時間ベースのメンテナンススケジュール、そして「やってる気になってるけど逆効果」な陥りやすい罠5つを解説します。
経験者でも見落としがちな罠が揃っているので、ぜひ後編も合わせて読んでみてください。

YouTubeでは動画でビジュアルと一緒に解説しています:
Podcastはこちら:

🔥 みんなが読んでる人気記事

