
👇 音声でも解説しています

👇 YouTube動画版はこちら

- 前編の振り返り ─ ここまでの話
- 今日の構成 ─ 3つの実践パート
- パート1:室温 ─ 見えない制御変数
- 低温環境で起きること
- エンクロージャーがない場合の対策
- エアコンの風 ─ 最も破壊的な敵
- サーモグラフィの衝撃 ─ 風ありvs風なし
- 風の管理 ─ 今すぐできること
- パート2:ドラフトシールドとは
- ドラフトシールドの2つの効果
- ドラフトシールドの効果 ─ 実測データ
- Bambu Studioでのドラフトシールド実装
- スカート高さ応用時の注意点
- パート3:材質選定 ─ 最後のカード
- PLAの弱点 ─ 脆さ
- PLA+ ─ ちょっとだけ強いPLA
- PETG ─ 有力な代替カード
- ABS ─ 環境制御がすべて
- ベストプラクティス ─ 4つの柱
- まとめ ─ 層間剥離は制御できる
前編の振り返り ─ ここまでの話

こんにちは、まーです! 「大型造形が割れる理由」後編です。
前編では、層間剥離の物理メカニズムを掘り下げました。分子の握手(分子鎖の拡散による層間接着)、ガラス転移点、大型造形で熱収縮応力が蓄積する仕組み、高速造形の熱遅延、そしてファン速度の最適化。
今回はさらに実践的な内容に踏み込みます。環境要因、ドラフトシールド、材質選定の3本柱です。
今日の構成 ─ 3つの実践パート
パート1は「環境要因」。プリンター本体の設定がいくら完璧でも、置いてある部屋の環境がすべてを台無しにすることがある、という話です。室温とエアコンの風の影響を、サーモカメラの実測データで見ていきます。
パート2は「ドラフトシールド」。エンクロージャーがなくても、スライサーの設定だけで擬似的な保温壁を作る方法。
パート3は「材質選定」。設定を極めてもダメなときの最終カード。PLA、PLA+、PETG、ABSの物性を比較します。
パート1:室温 ─ 見えない制御変数
みなさん、プリンターの設定にはめちゃくちゃ気を遣いますよね。ノズル温度、ベッド温度、ファン速度。でも、プリンターが置いてある部屋の室温って、意識してますか?
室温は、造形物から大気への熱の逃げやすさを決める「ベースライン」なんです。ここが崩れると、いくら本体の設定を追い込んでも意味がない。
Bambu LabのPLA使用ガイドでは、推奨周囲温度が10℃から30℃とされています。ただ、低温側に寄るほど層間接着や反りのリスクは上がる。冬場のガレージや暖房を入れてない部屋のような低温環境では、層間剥離が起きやすくなります。
低温環境で起きること
室温が低いと、ノズルから出た直後の樹脂が、周囲の冷気によって急速にガラス転移点以下まで冷やされてしまいます。前編で説明した「分子の握手」の時間が奪われるんです。
しかも、造形物全体の熱収縮量が大きくなるので、内部に引っ張り応力が溜まりやすくなる。PLAのような比較的扱いやすい材料でも、低温環境ではZ軸方向の強度が低下して、層間で割れやすくなります。
少なくとも安定した室温を保つのが有利です。極端に寒い環境は避けて、できるだけ温度変動の少ない場所にプリンターを設置するのが基本になります。
エンクロージャーがない場合の対策
エンクロージャーを持たないオープン型のプリンターを使っていて、室温が低い環境の場合。
素材の推奨範囲内で、ヒートベッドの温度を少し高めに設定してみるのが有効な場合があります。ベッドからの放射熱で、造形物の周辺に上昇気流が生まれて、微小な暖かいゾーンを形成してくれるんです。
ただこれ、根本的な解決ではないので、本当に寒い環境で大型造形をやるなら、段ボール箱でもいいからプリンターの周りを囲ってあげるのが一番効果的です。
エアコンの風 ─ 最も破壊的な敵

室温全体よりもさらに厄介な存在があります。それが「風」です。
エアコンからの直風や、開いた窓からの隙間風。これらは「強制対流」を引き起こして、モデルの風が当たる側の表面だけを急速に冷やします。
この影響を検証するために、サーモカメラ(熱画像カメラ)を使って、3つのパターンで造形中の温度分布を実際に測定した結果があります。
サーモグラフィの衝撃 ─ 風ありvs風なし

まず、エアコンの風が直接当たっている状態。
熱画像で見ると、風が当たる側のモデル表面温度が、反対側と比べて明らかに低くなっているのが確認できます。
この非対称な温度分布が、部品内部に不均一な熱収縮を引き起こすんです。冷えた側が強く縮もうとして、暖かい側はそのまま。バイメタル効果みたいな曲げ応力が発生する。結果として、風が当たる側の端がベッドから反り上がったり、層間にクラックが入ったりする。
一方、風がない状態と遮蔽した状態では、表面温度は全周にわたって均一に保たれて、反りも剥離もなく正常に造形が完了しました。
風の管理 ─ 今すぐできること
この結果から言えることは、3Dプリンターをエアコンの風が直接当たる場所に置くのは致命的だということです。
今すぐできる対策は3つ。
① プリンターの設置場所を見直す。エアコンの風向きを確認して、直風が当たらない位置に移動する。
② 窓やドアからの隙間風を遮断する。特に冬場は、印刷中に部屋のドアを頻繁に開け閉めするだけで温度変化が発生します。
③ どうしても環境を変えられない場合は、次に説明する「ドラフトシールド」が有効な解決策になります。
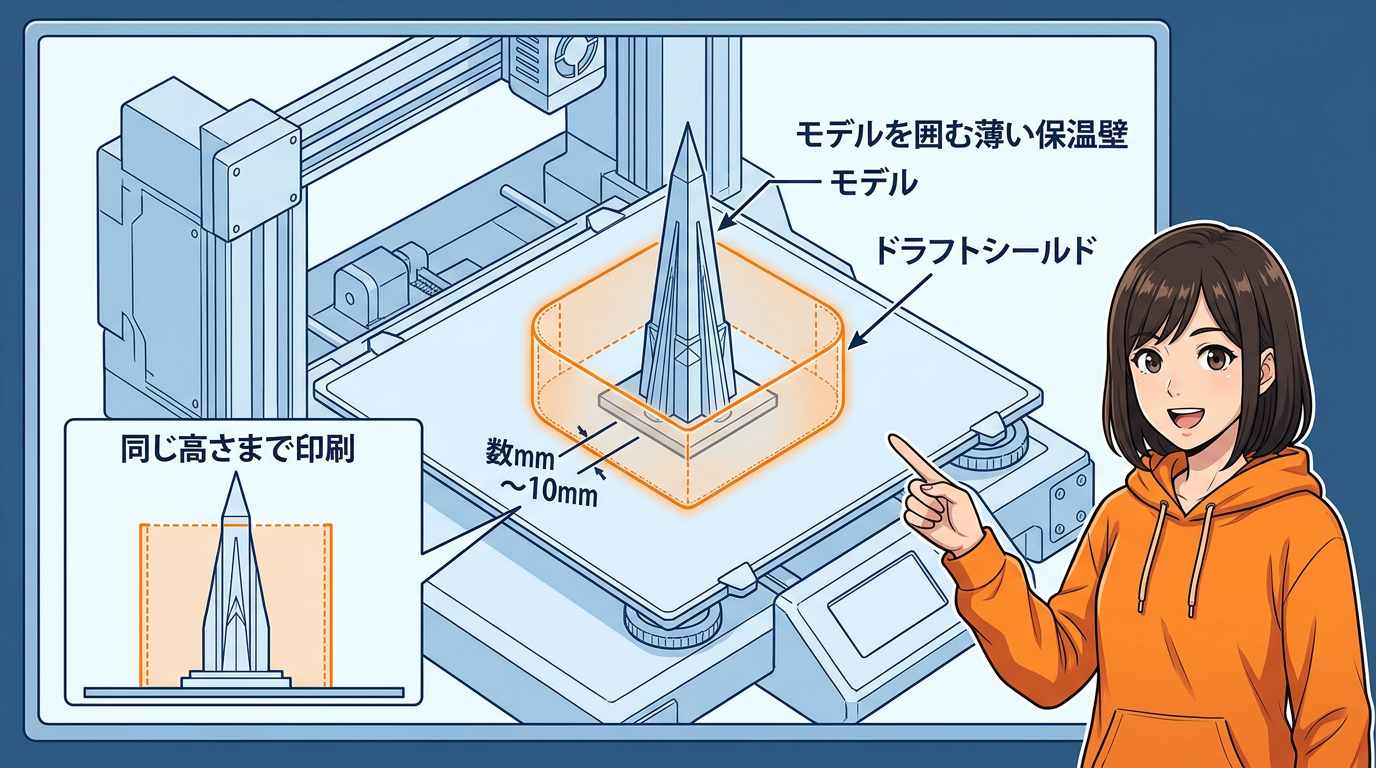
パート2:ドラフトシールドとは

ドラフトシールドって聞いたことありますか? 簡単に言うと、造形物の周囲に、造形物と同じ高さまで印刷される薄い壁のことです。モデルから数ミリから10ミリくらい離れた位置に、1層か2層の厚さの壁がぐるっと立ち上がる。
これが2つの重要な役割を果たしてくれます。
ドラフトシールドの2つの効果
1つ目は、気流の物理的な遮断。エアコンの風も、室温の冷気も、ドラフトシールドが壁になって造形物に直接当たるのを防いでくれます。
2つ目が保温効果。これがすごく重要で、ヒートベッドから立ち昇る暖かい空気と、ノズル自体の放射熱を、シールドの内側に閉じ込めてくれるんです。つまり、造形物の周りに局所的な「ミニエンクロージャー」を作ってくれる。
サーモカメラで見ると、シールドの外側だけが冷やされていて、内部は見事に暖かく保たれていることが確認されています。
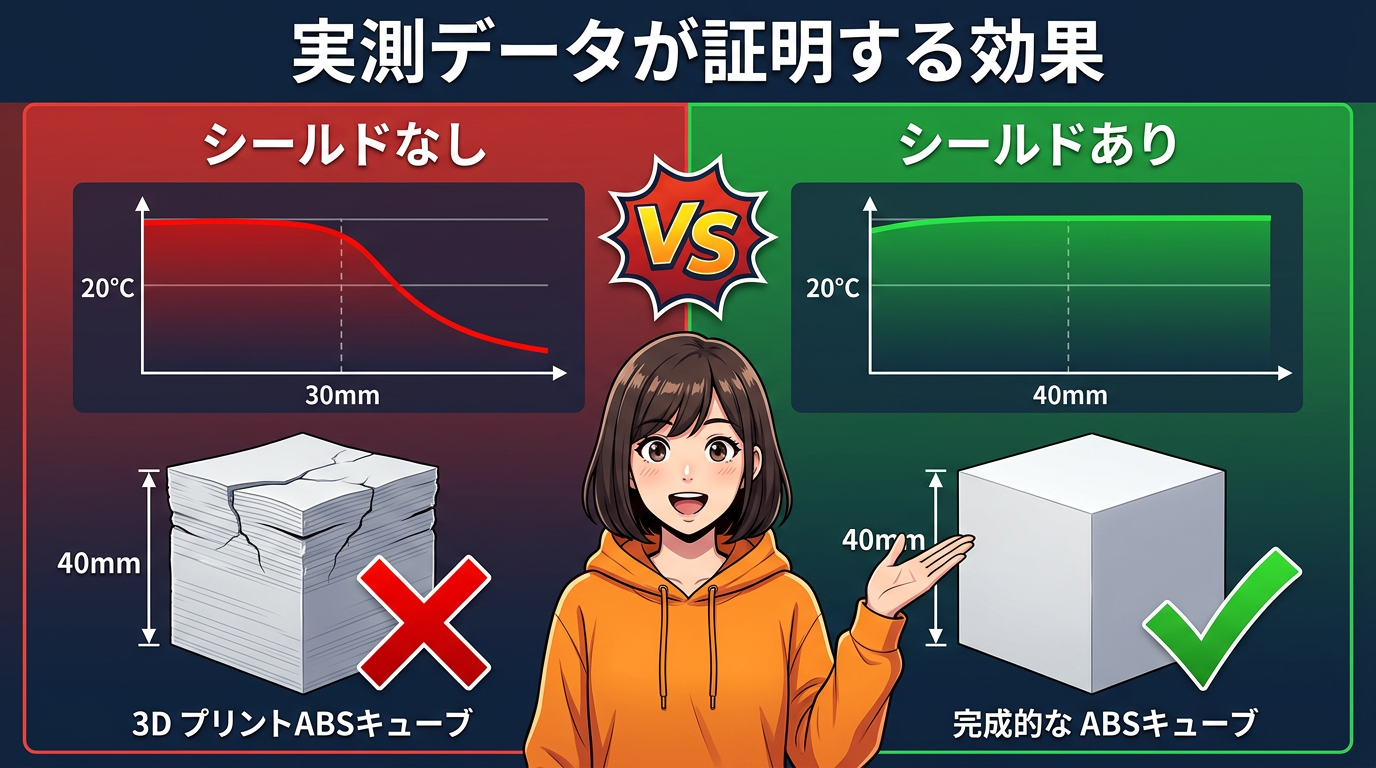
ドラフトシールドの効果 ─ 実測データ
定量的なデータもあります。
ABSで40mm高のキューブを印刷した実験で、シールドなしの場合、高さ30mmに達した時点で部品上部の温度低下が顕著になりました。上に行くほどどんどん冷える。
ドラフトシールドを付けた場合は、造形物全体が一貫して高い温度を維持して、均一な温度分布を保っていました。
大型のABSだけじゃなくて、冬場の寒い環境でオープン型プリンターを使って大型のPLA部品を印刷するときにも、ドラフトシールドは劇的な効果をもたらします。
Bambu Studioでのドラフトシールド実装
じゃあBambu Studioでどうやるか。
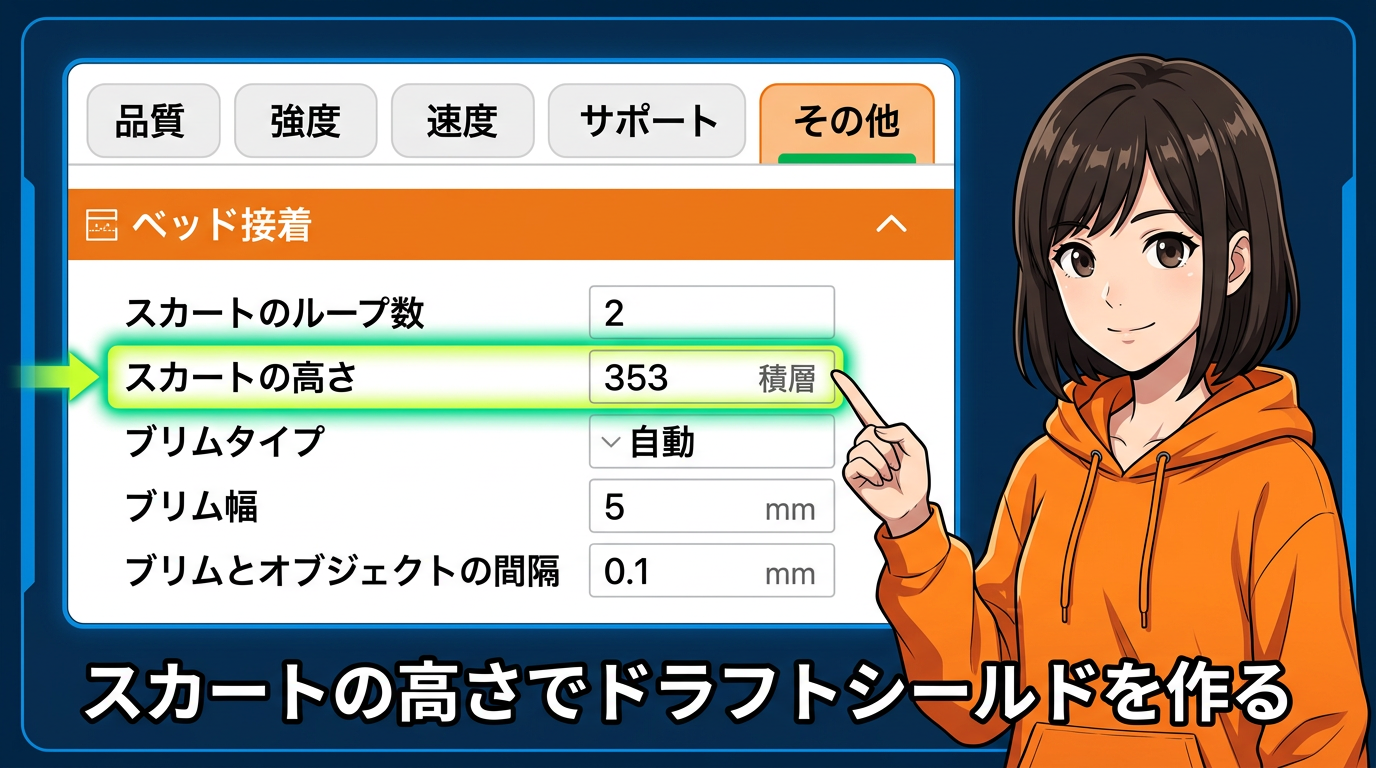
環境やバージョンによっては、「その他」の「スカート」設定の中に「保護シールド」という項目が用意されています。これがあれば、有効にするだけでドラフトシールドが使えます。
もし「保護シールド」が見当たらない場合でも、同じ「その他」の「スカート」設定にある「スカートの高さ」を応用する方法があります。この値を、造形物の総レイヤー数と同じくらいに設定するんです。例えば100レイヤーとか、モデルの最上部まで届く値に。こうすると、モデルの周囲にモデルと同じ高さの薄い壁がプリントされます。
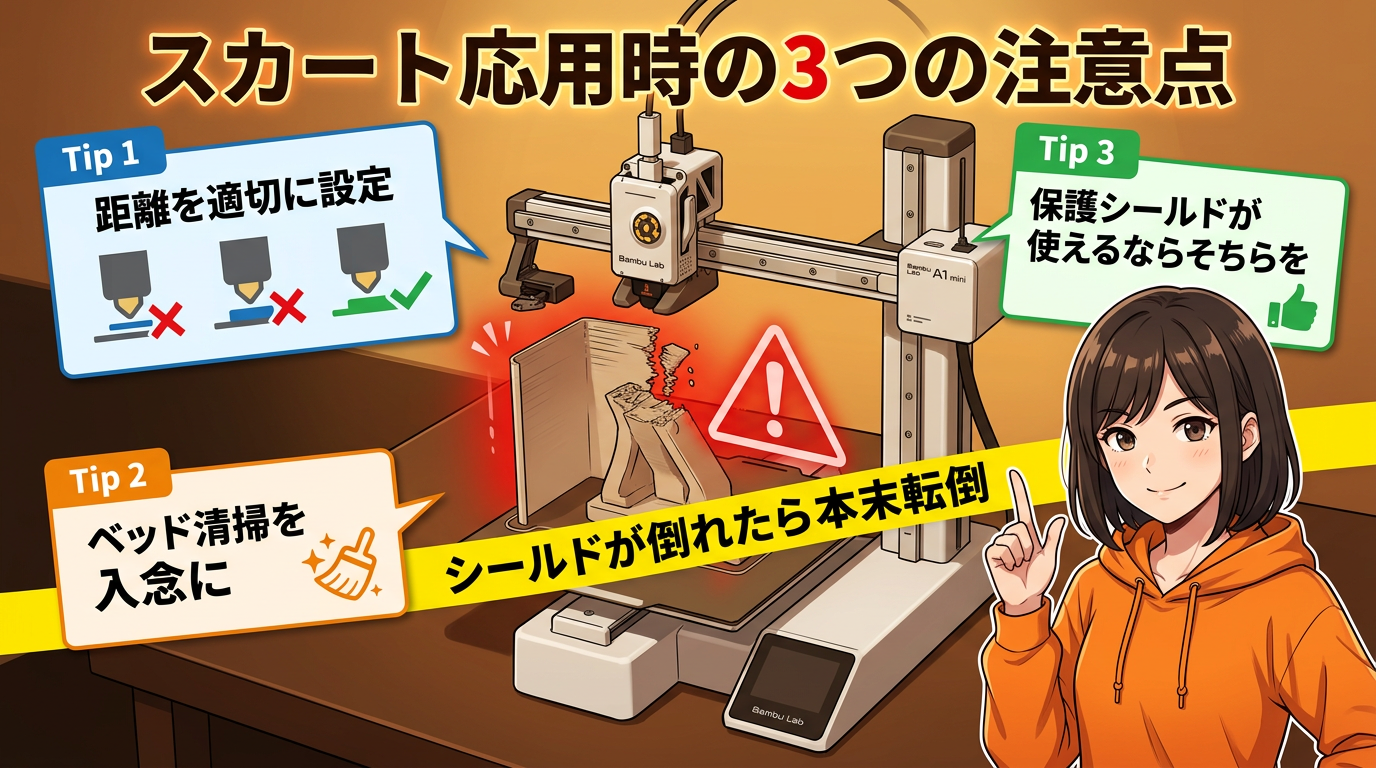
スカート高さ応用時の注意点

「スカートの高さ」を上げて代用する場合は注意点があります。保護シールド機能とは違って、1ループの薄い壁が高く積み上がる構造になるので、シールド自体がベッドから剥がれて倒壊するリスクがあるんです。
対策として、スカートとモデルの距離を適切に設定すること。近すぎるとモデルにくっつくし、遠すぎると保温効果が薄れる。
あと、シールド自体の定着をしっかり確保するために、ベッドの清掃を入念にやるとか、接着補助剤を塗るとか、基本的な定着対策を徹底してください。シールドが倒れたら本末転倒ですからね。
保護シールドが使える環境なら、そちらの方が安定します。
パート3:材質選定 ─ 最後のカード
設定を極めて、環境も整えて、ドラフトシールドも使って、それでも割れる。モデルの形状によっては、熱収縮応力が物理的な限界を超えてしまうケースがあるんです。
そんなとき、最後のカードは「フィラメント素材そのものを変える」こと。PLA、PLA+、PETG、ABSの4つについて、層間剥離耐性を比較していきます。
PLAの弱点 ─ 脆さ

まずPLA。FDMで一番よく使われる材料ですよね。
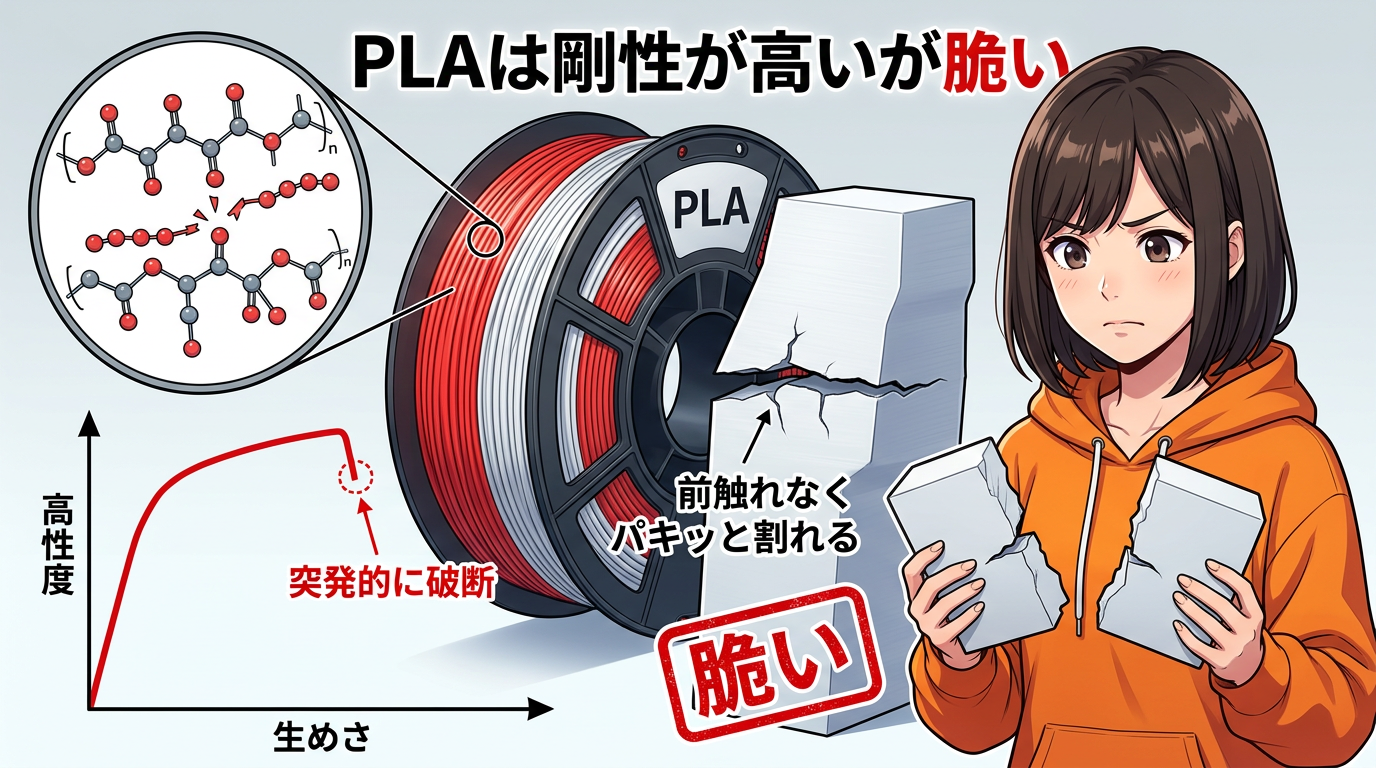
PLAは剛性が高くて、造形しやすい。でも最大の弱点は「脆い」こと。伸びがあまりないんです。
これが何を意味するかというと、力が加わっても変形して力を逃がすことができない。大型造形で熱収縮応力が一定のラインを超えると、前触れなくパキッと突発的に割れる。
PLAで大型造形をやると、ある日突然割れる。事前に「ヤバそう」って兆候がわかりにくいのが厄介なんです。
PLA+ ─ ちょっとだけ強いPLA
次にPLA+。「PLA Pro」とか「Tough PLA」とも呼ばれるやつです。
通常のPLAに改質剤やエラストマーを添加して、靭性と衝撃耐性を向上させた材料です。PLA+はメーカーごとに配合が違うので性能のばらつきは大きいんですが、全般的に層間接着力と柔軟性が通常のPLAより改善される傾向があります。
PLAで割れるなら、PLA+に変えるだけで、材料が応力をわずかに吸収してくれて、剥離を回避できるケースが結構あります。ただし、熱変形温度はPLAと変わらないので、高温環境には向きません。
PETG ─ 有力な代替カード
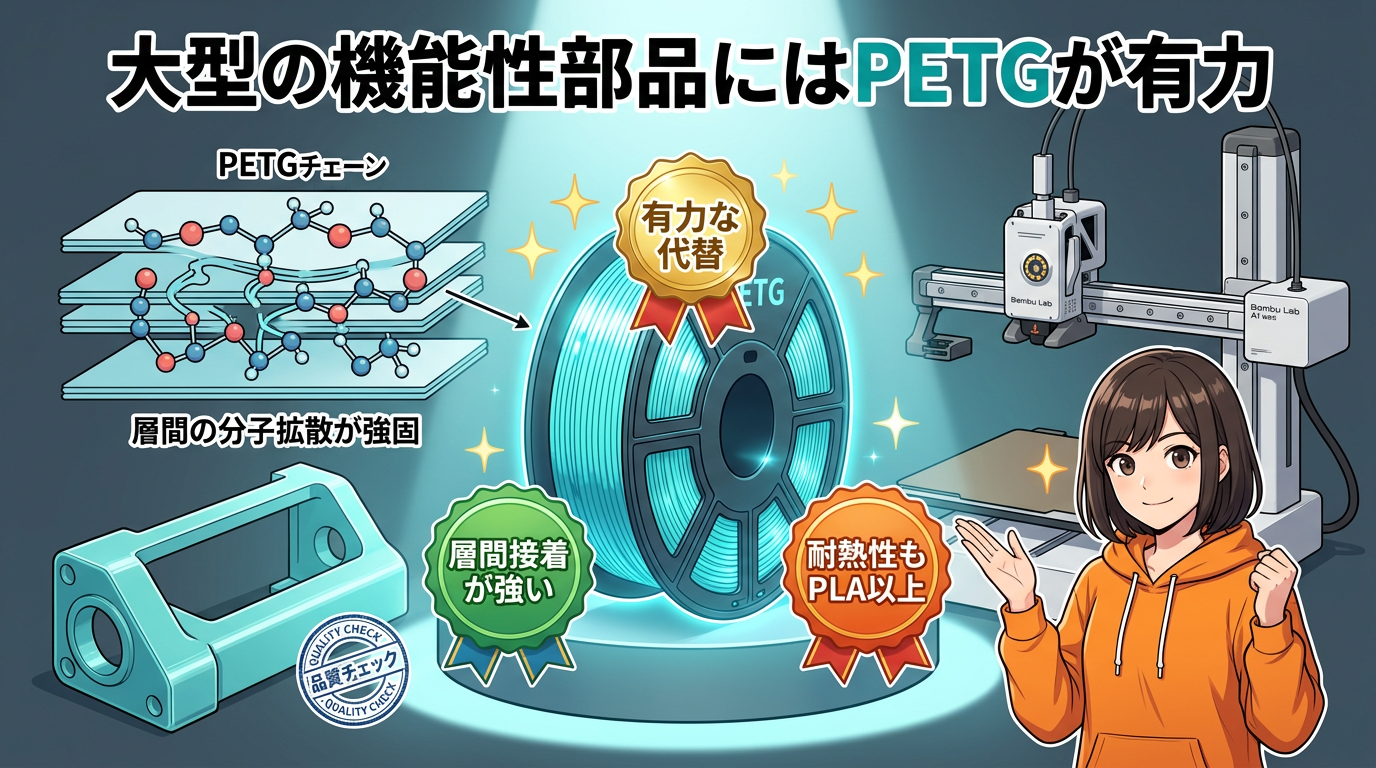
層間剥離に対する有力な代替カードがPETGです。
PETGは一般にPLAより柔軟性が高い傾向があって、この柔軟性のおかげで、熱収縮で発生した内部応力を材料自体の微小な変形で吸収しやすいんです。
しかも、溶融時の粘着性が高くて、層間の分子拡散と融着が強固に進みやすい。PLAやPLA+と比べて、層間接着が強い傾向があります。
耐熱性もPLAより高い。大型の機能性部品を層間剥離のリスクを下げて造形したいなら、PETGは有力な選択肢です。ただし、流量や乾燥条件によって層間接着は変わるので、適切な前処理と設定は必要です。
ABS ─ 環境制御がすべて

最後にABS。
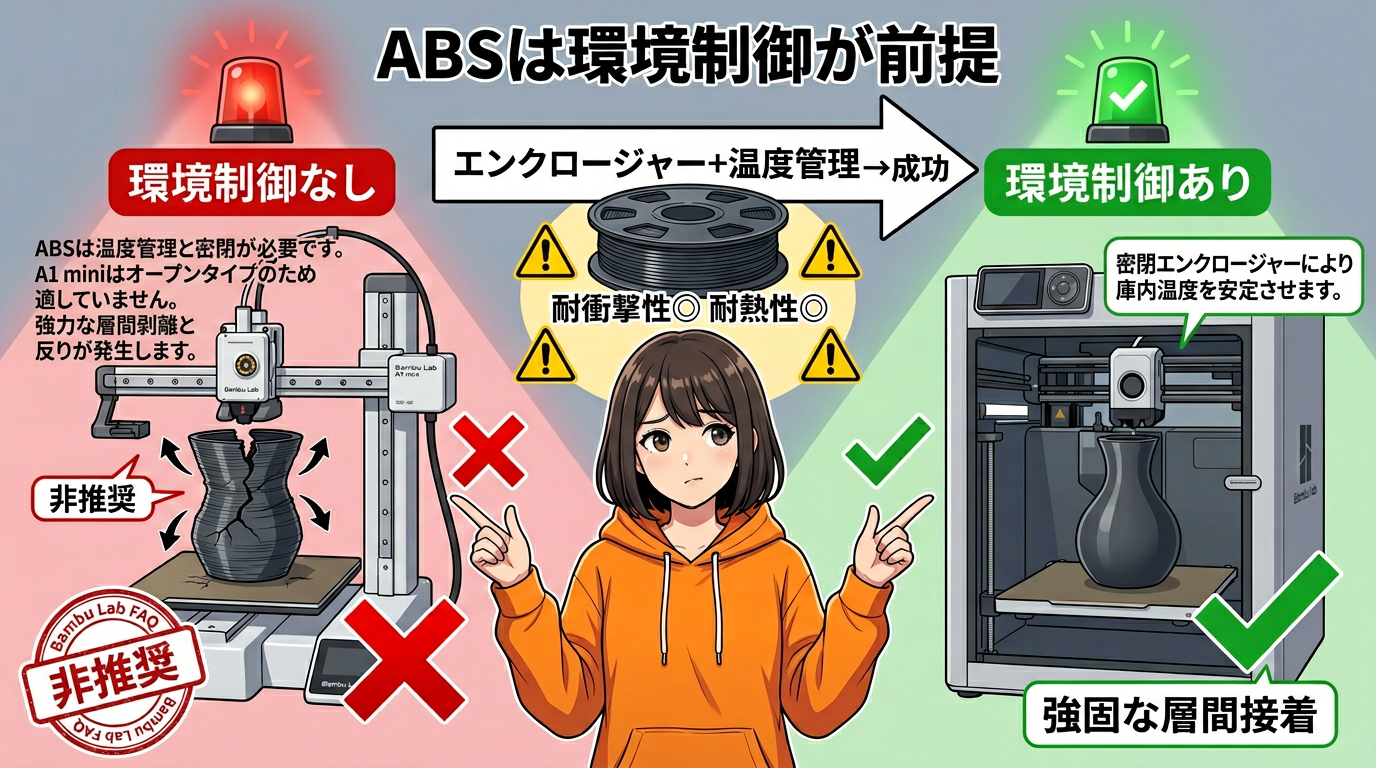
耐衝撃性と耐熱性は素晴らしいんですけど、問題は熱収縮率が高いこと。
Bambu LabのA1シリーズのFAQでも、ABS・ASA・PC系は大型モデルでワーピングリスクが高いため非推奨とされています。オープンフレームのプリンターで大型ABSはかなり厳しい。成功させるには、エンクロージャーで庫内温度を安定させて、造形物がゆっくり均一に冷える環境を作ることがほぼ前提になります。
適切な熱管理ができるなら強固な層間接着を実現できるけど、環境制御が不十分なら、より印刷しやすくて層間結合も得やすいPETGやPLA+を使った方が、実用上の強度は高くなることが多いです。
ベストプラクティス ─ 4つの柱
前編と後編を通じて解説してきた内容を、4つの柱としてまとめます。
① ファン速度の見直し。最大ファン速度を上げすぎないようにして、過冷却を防ぐ。補助ファンも下げて試す。Bambu Labのトラブルシュートでも、補助ファンは40から50%程度まで下げることが勧められています。
② 速度と温度のバランス。高速造形時はノズル温度を少し上げるか、外壁速度を抑える。速度と強度はトレードオフの関係にあるので、大型造形では強度側に振った方が安全です。
③ 環境の遮断。安定した室温を維持して、エアコン直風や隙間風を排除。必要なら保護シールドやスカート高さを応用したドラフトシールドで保温する。
④ 材質の見極め。設定と環境を尽くしても割れるなら、PETGやPLA+への変更を検討する。
まとめ ─ 層間剥離は制御できる
層間剥離は単なるパラメータの失敗じゃなくて、温度・ファン・環境の三角関係が崩れることで起きる物理現象です。でも、その三角関係を理解すれば、確実に制御できます。
まずはファン速度の上限見直しとエアコン直風の排除から始めてみてください。それだけでかなり改善するケースが多いです。
👇 音声でも解説しています
👇 YouTube動画版はこちら
👇 ブログ記事はこちら

👇 Noteでも読めます
🔥 みんなが読んでる人気記事

