
😤 正しい設定にしたはずなのに、まだ失敗する?


サポート材シリーズ最終話です。第1回で「通常とツリーの使い分け」、第2回で「GridよりSnug」、第3回で「SlimよりStrong」をお伝えしてきました。
でも「設定は合わせたのに、サポートがガッチリくっついて取れない」「ペンチで引っ張ったらモデルの方が欠けた」なんて経験、まだありませんか?
今日は「剥がれない」「途中で倒れる」「跡が汚い」の3大トラブルを、数値で示せる対処法とともに解決していきます。さらにシリーズ全4回を1枚のフローチャートにまとめます。
※今日の数値は0.4mmノズル、一般的な積層ピッチ想定です。材料や形状で微調整は必要です。
🔴 トラブル①:サポートが剥がれない
Z距離が最重要
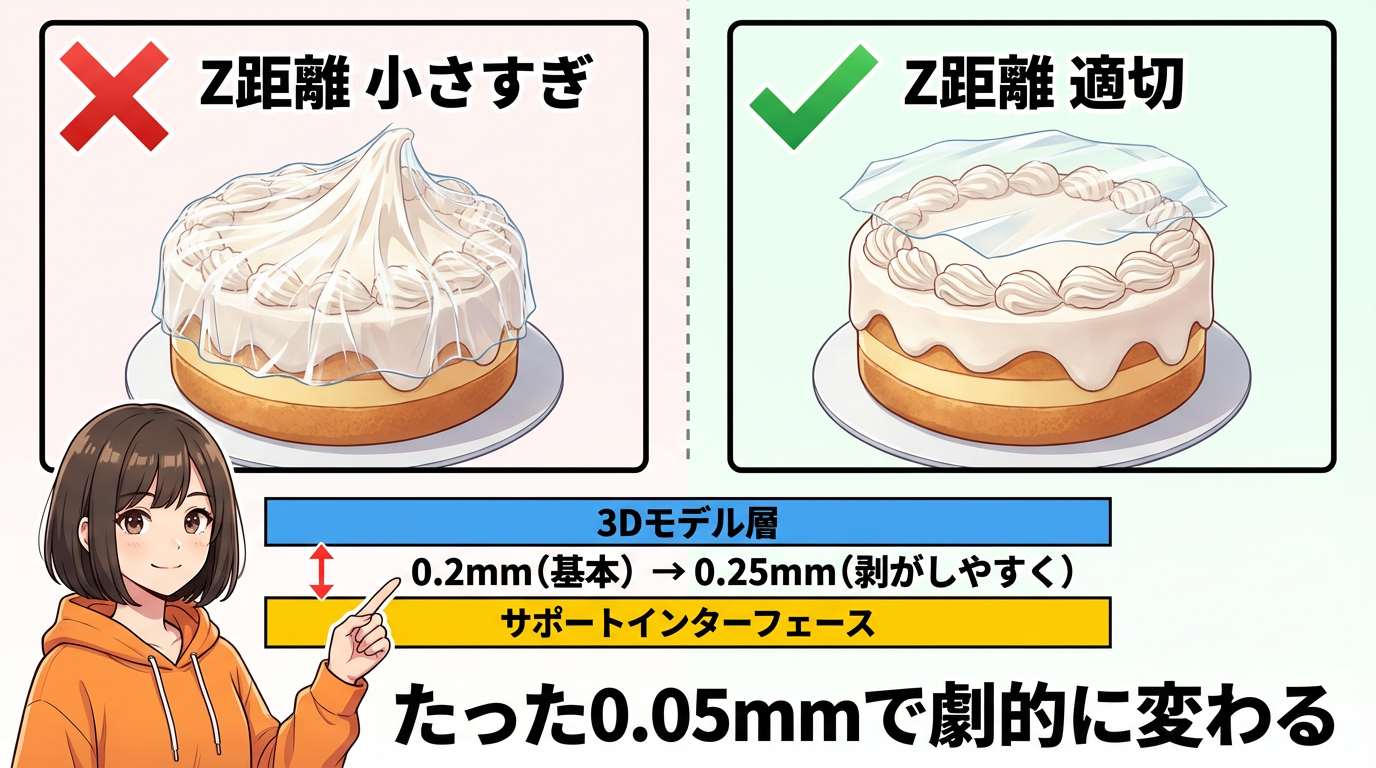
一番効くのは「Zトップ距離」。サポートの一番上とモデル底面の隙間です。
ケーキにラップを被せるとき、ベタッとくっつけるとクリームが持っていかれるけど、少し浮かせればきれいに取れますよね。あれと同じ原理です。
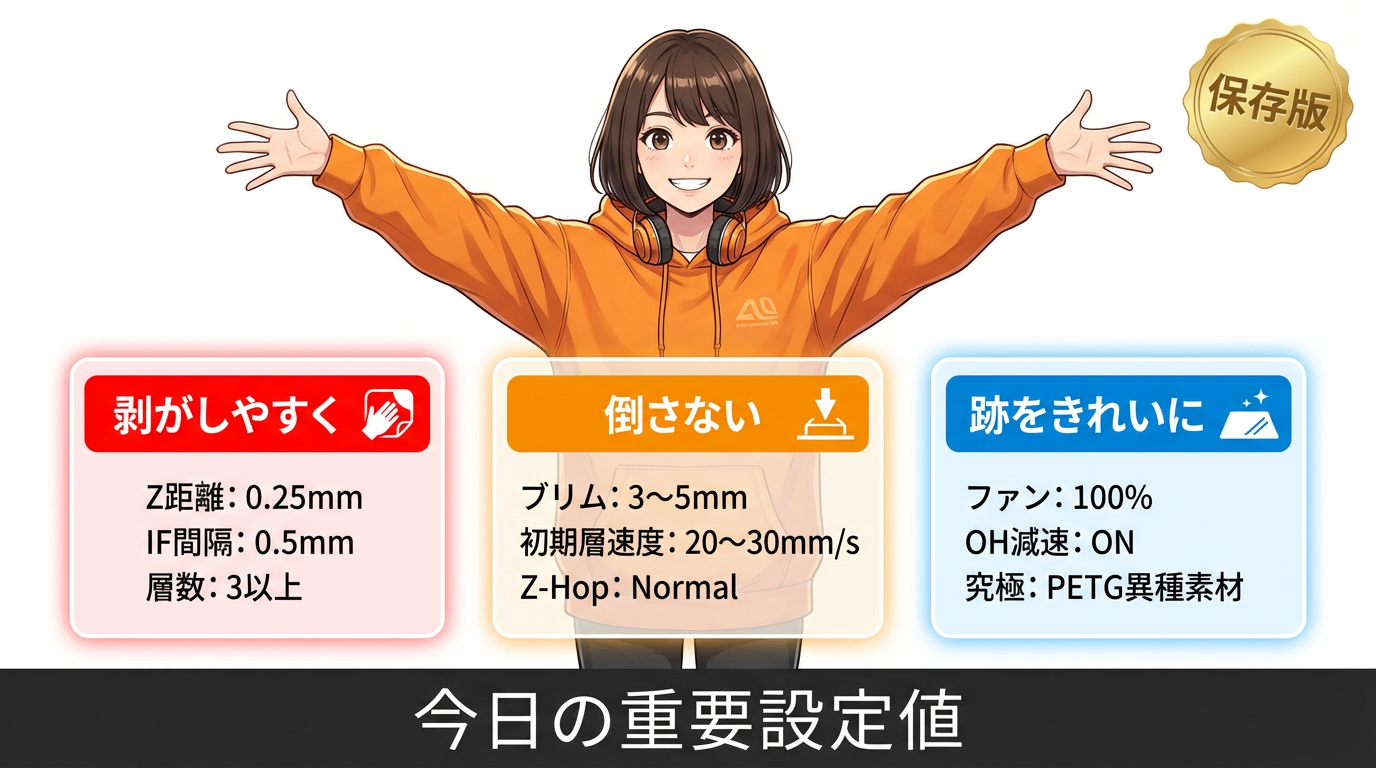
基本の推奨値は0.2mm。剥がしやすくしたいなら0.25mmに。たった0.05mmで劇的に変わります。逆に0.16mm以下は、PETGだと融着リスク大です。
インターフェース間隔の秘技
もう一つの切り札が「インターフェース間隔」。サポート最上面のライン間に隙間を作る設定です。デフォルトは0mm(ベタ面接触)。これを0.5〜0.7mmに広げると、接触面積が減って剥がしやすくなることが多い。Redditでも0.7mm前後がハマる例が多数報告されています。
層数とパターン
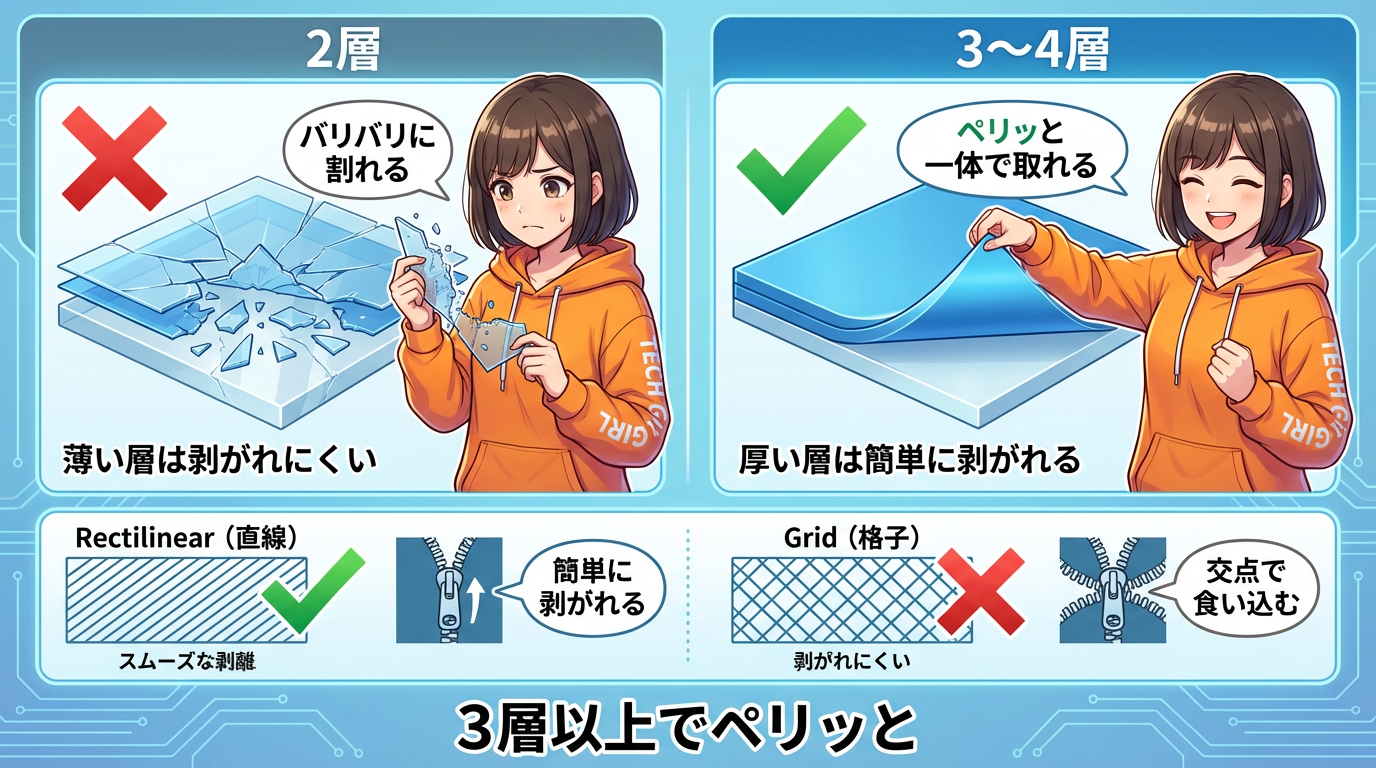
インターフェース層数はデフォルト2層を、3〜4層に増やしてください。2層だと薄すぎて割れてモデルに破片が残ります。3層以上なら「1枚の板」としてペリッと一体で取れます。
パターンは「Rectilinear」が基本。ジッパーみたいに端から剥がせます。「Grid」はインターフェースには使わないで。交点で食い込みます。
道具の鉄則
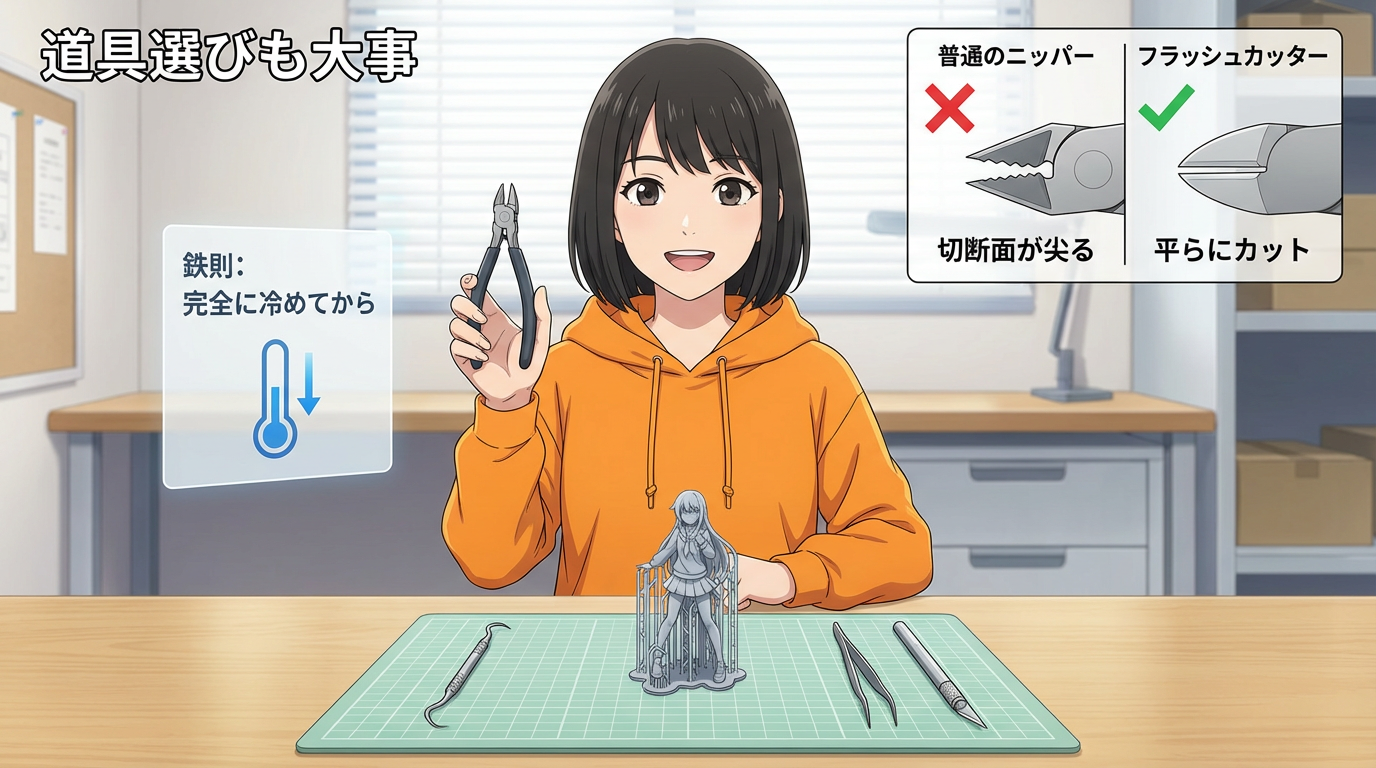
造形直後は触らない。まだ熱いうちに剥がすとモデルが変形します。完全に冷めてから。
道具は「フラッシュカッター」(刃の片面が平らな精密ニッパー)がおすすめ。穴の中のサポートには歯科用ピックが最適です。
🟠 トラブル②:サポートが途中で倒れる

ブリムとBrim Ear
「サポートブリム幅」をデフォルトの0〜2mmから、3〜5mmに広げてください。建物の基礎と同じで、足元が広ければ倒れにくい。
さらにBambu Studio v1.10の新機能「Brim Ear」。剥がれやすい角やサポートの根元にだけ、ミッキーの耳みたいな小さい円盤を追加する機能です。使うにはBrim Typeを「Painted」に設定してください。
ベッド管理と初期層

初期層速度を20〜30mm/sまで落としてください。ツリーサポートの根元は小さい円なので、速いと遠心力で浮きます。
ベッド清掃は「IPAで拭けばOK」と思いがちですが、油分を薄く広げてるだけの場合があります。一番確実なのは中性洗剤での水洗いです。
Z-Hopの盲点
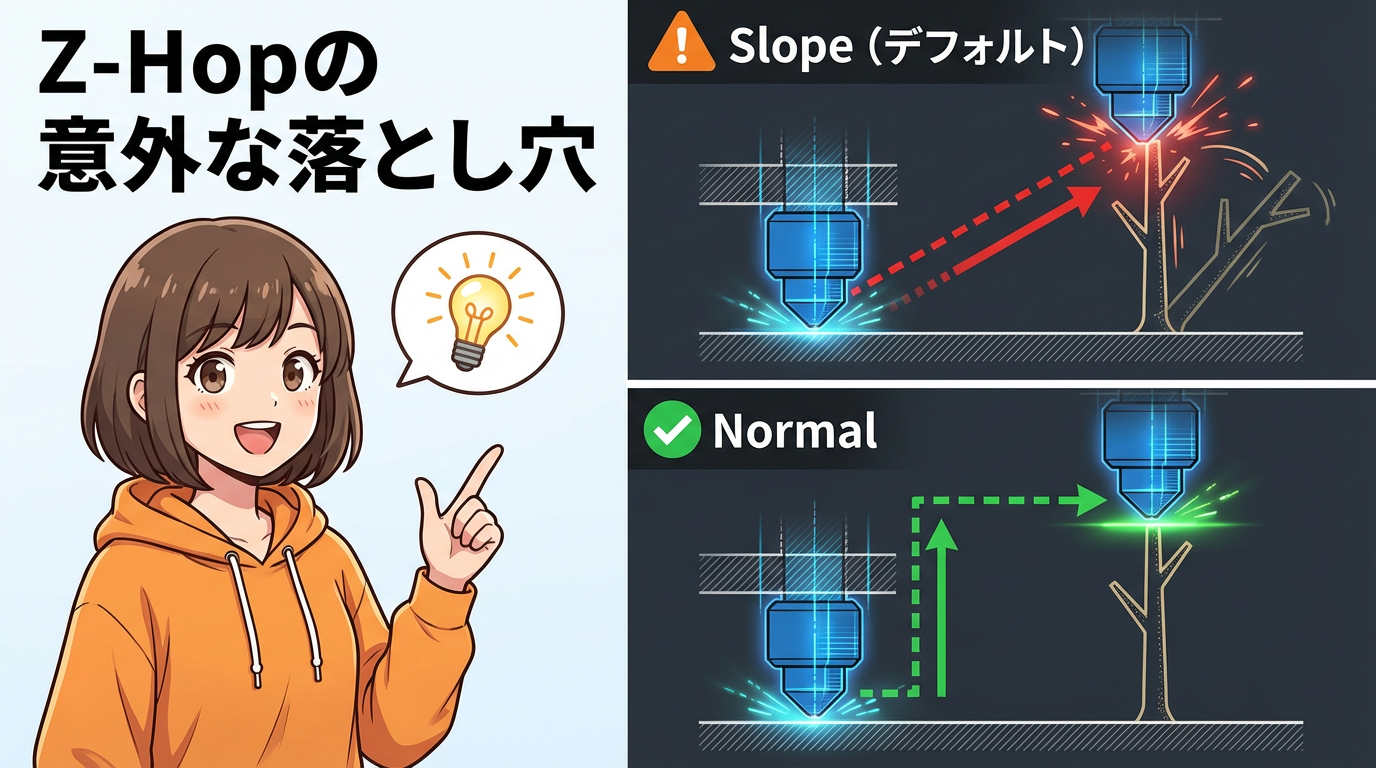
デフォルトの「Slope」Z-Hopは、ノズルが斜めに上がるので細いサポートを横から薙ぎ倒すことがあります。ぶつかる場合は「Normal」を試す価値が高いです。ただし糸引きや時間増の副作用もあるので、プレビューと実機で確認してください。
🟡 トラブル③:サポートの跡が汚い

スライサーの対策
PLAならファン100%で冷却を最大に。さらに「Slow Down for Overhangs」を有効にして、オーバーハング部分を10〜30mm/sに落とす。垂れる前に固める作戦です。
異種素材インターフェース
究極の仕上がりを求めるなら、PLAモデルにPETGサポート。相互の接着が弱いので、条件が合えばZ距離0mmでも剥がせることが多いです。底面はツルツルに仕上がります。
ただし温度や当たり方で噛むこともあるので、まず小物で検証してください。フラッシュボリュームは800mm³以上に設定。
後処理テクニック
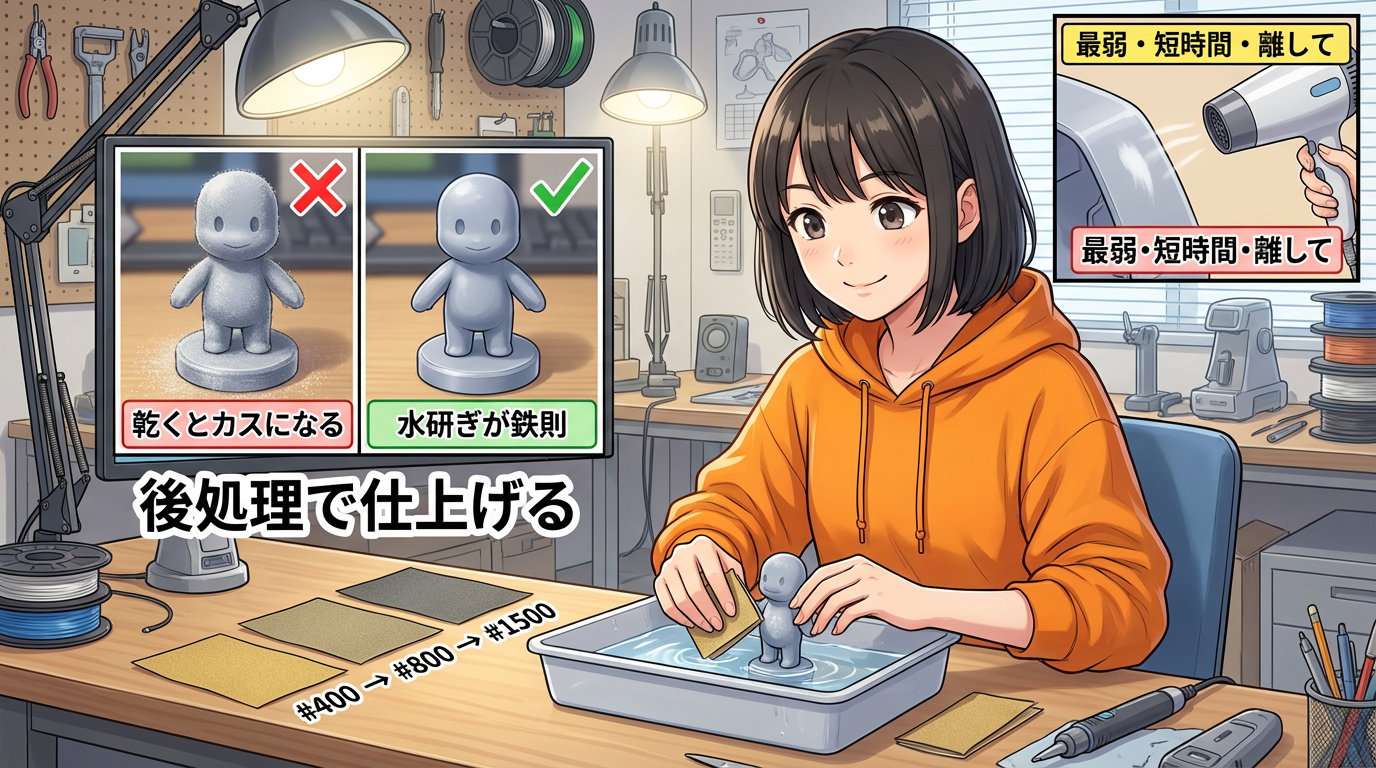
PLAの研磨は必ず「水研ぎ」で。乾いた状態だと摩擦熱で溶けます。耐水ペーパーで#400→#800→#1500の順。
もぎ取った跡が白くなる「応力白化」は、ヒートガンやドライヤーの温風を距離を取って短時間だけ当てると消えることがあります。PLAは60℃付近から軟化するので、最弱・短時間・離して、が鉄則です。
🎨 切り札:サポートペインティング
使ったことない人が多いですが、一度使うと手放せない機能です。
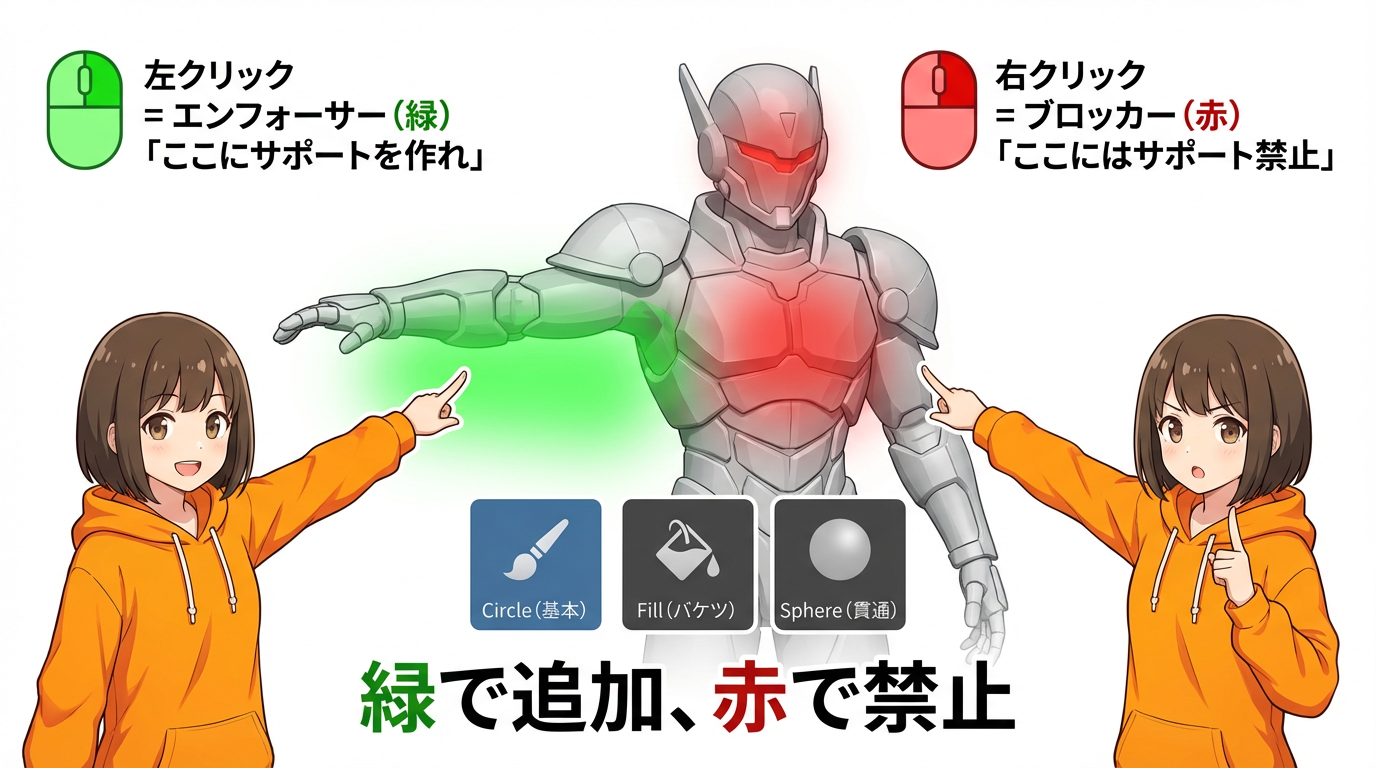
左クリックが「エンフォーサー」(緑)→「ここにサポートを作れ」。右クリックが「ブロッカー」(赤)→「ここにサポート禁止」。
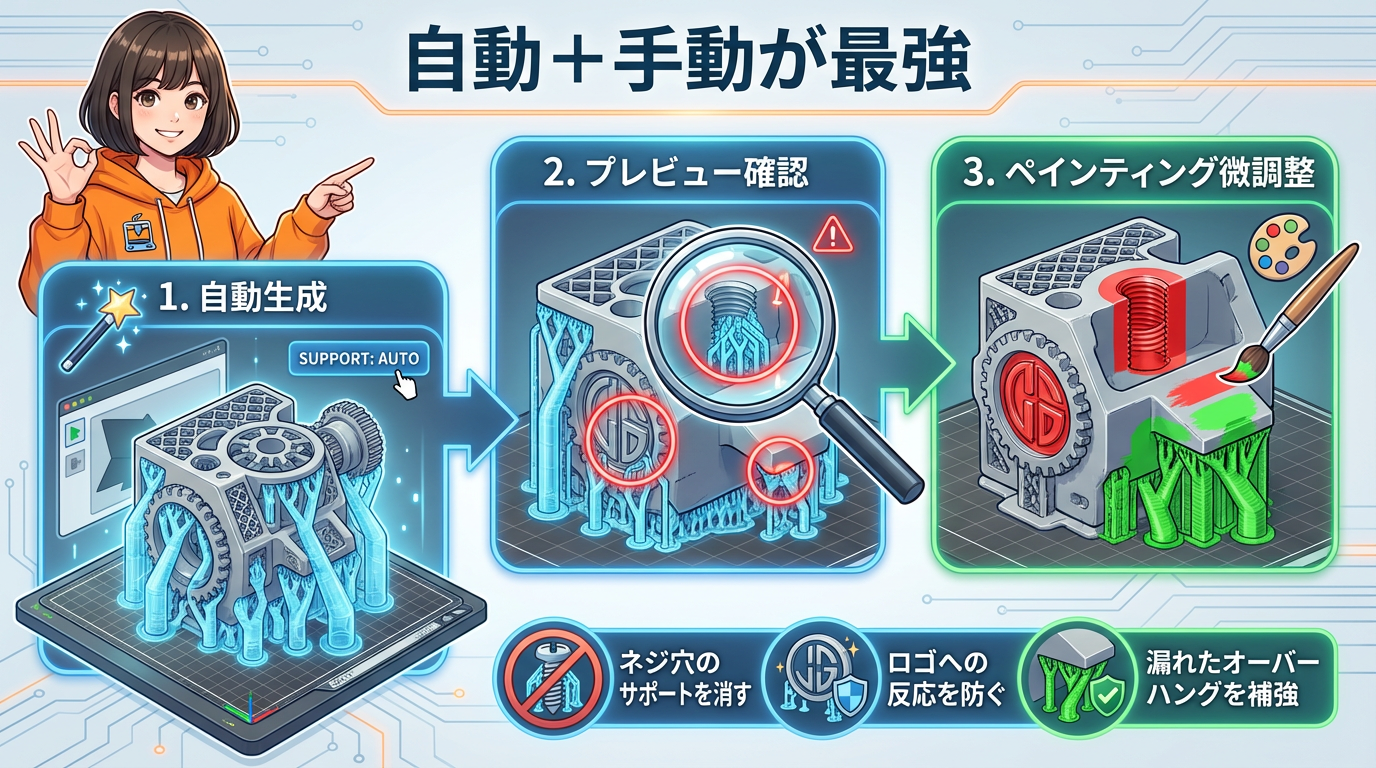
おすすめは「自動+手動のハイブリッド」。まず自動でサポート生成 → プレビュー確認 → 問題箇所だけペインティングで微調整。
ブロッカーの出番:ネジ穴の中のサポートを消す、顔の表面を保護する。エンフォーサーの出番:自動で漏れたオーバーハングを補強する。
📋 シリーズ全4回の完全フローチャート
① 形状を見る
広い平面のオーバーハング → 通常サポート、Snug
複雑な曲面 → ツリーサポート、Strong
② 補強する
ツリー → インフィル15%(Spacing 2.5mm)、Wall Loops 2、ブリム3〜5mm
通常 → Z距離0.2mm、インターフェース層3以上
③ 微調整
サポートペインティングで仕上げ → プレビューで最終確認 → 印刷
🏁 まとめ:サポート材は「敵」じゃない

「万能設定」は存在しません。剥がしやすさ・表面品質・安定性はトレードオフの関係です。
でも「何をいじれば何が変わるか」を知っていれば、モデルに合った最適解を自分で見つけられます。
サポート材は敵じゃない。味方にする方法を知っただけです。
👇 動画でも詳しく解説しています

👇 Podcastでも配信中

👇 noteでも記事を公開中
🔥 みんなが読んでる人気記事


コメント