
👇 音声でも解説しています

👇 YouTube動画版はこちら


こんにちは、まーです!
おかげさまで、チャンネル登録者が2000人を突破しました。本当にありがとうございます。
今日から3回に分けて、これまでにいただいたコメントにお返事していきます。全部で150件以上のコメントを読ませていただきました。
第1回の今日は、一番たくさんいただいた「素材」に関する質問と体験談にお答えします。
今日の3パート

今日は3つのパートでお話しします。
①PETGは本当に真夏の車内で変形するのか。
②フィラメントの乾燥管理、どこまでやればいいのか。
③PLAアニールや接着剤、上級素材のお話。
では早速いきましょう。
パート1:PETGの車内変形問題
コメントで体験が分かれている

まずPETGの車内変形問題です。
「PETGも車内では簡単に変形するよ」というコメントがある一方で、「QIDIのPETG-Toughを使っていて、真夏に車に乗せて飛行場まで行っても溶けずに使えている」という報告も。
同じPETGなのに体験が分かれている。これ、ちゃんと理由があるんです。
TgとHDT ─ 2つの耐熱指標
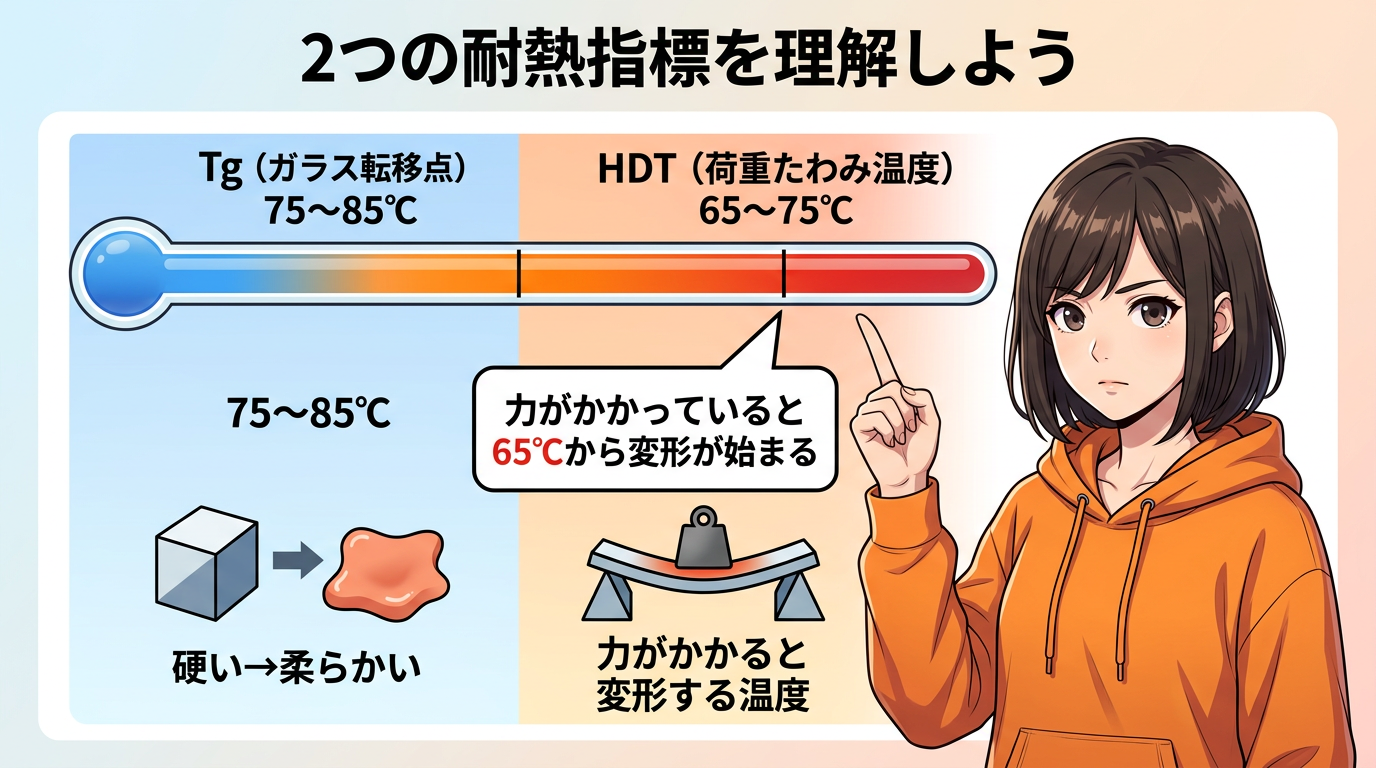
プラスチックの耐熱性を見るときに大事な指標が2つあります。
①ガラス転移点(Tg)。硬いガラス状から柔らかいゴム状に変わり始める温度です。PETGのTgはだいたい75℃から85℃。
②荷重たわみ温度(HDT)。実際に力がかかった状態で変形が始まる温度で、こっちのほうが実用的な「耐熱温度」に近い。PETGのHDTは65℃から75℃くらい。
つまり、力がかかっている状態だと65℃くらいから変形が始まるし、力がなくても85℃を超えたらグニャッと柔らかくなるということです。
真夏の車内温度
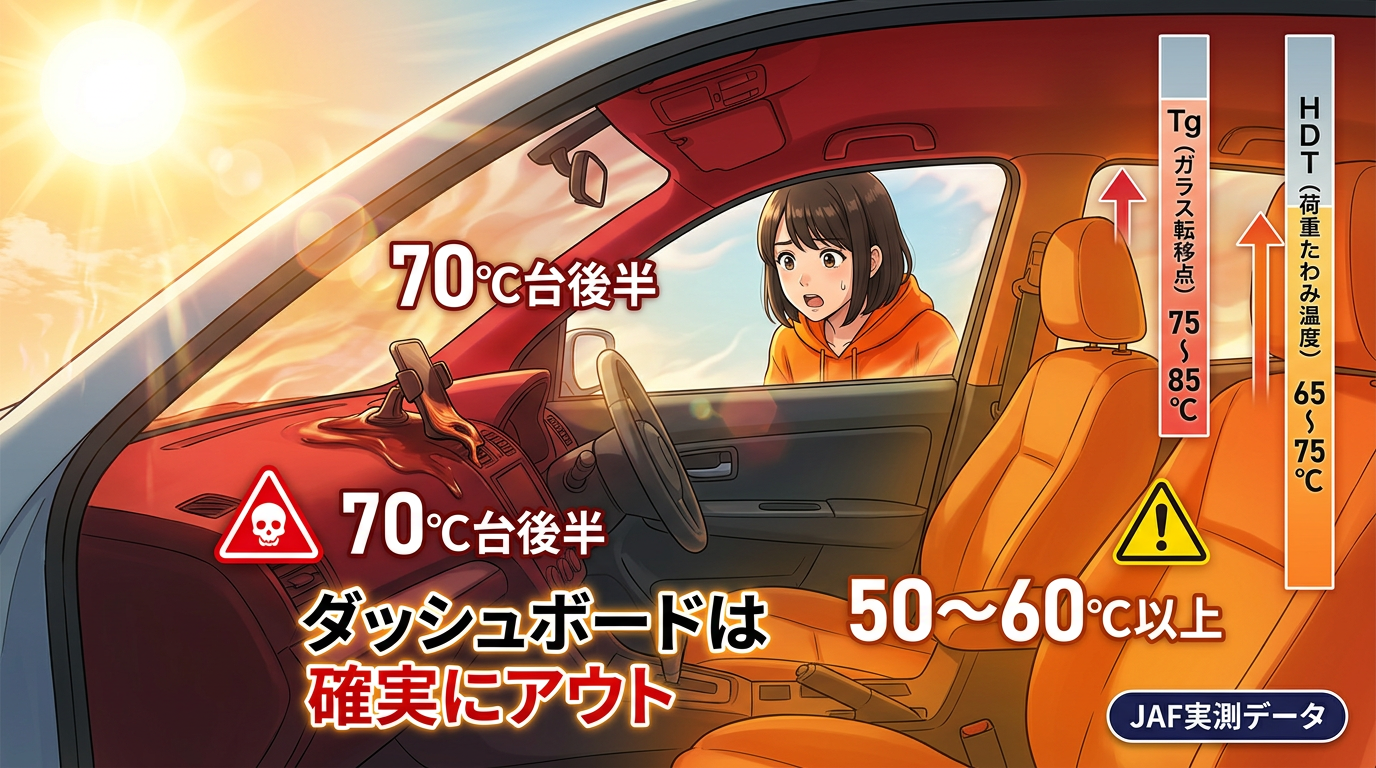
JAFの実測データによると、炎天下に駐車した車内は非常に高温になり、ダッシュボードは条件によっては70℃台後半まで上がる例もあります。日陰の後部座席でも50℃から60℃以上にはなります。
ダッシュボード上はTgを完全に超えているので、PETGでも確実に軟化します。日陰の後部座席でも、HDTの境界付近なので、上に荷物を載せたりしているとクリープ変形するリスクが高い。
結論として、「PETGなら安心」とは言い切れません。
QIDI PETG-Toughの本当の強み

「QIDI PETG-Toughなら大丈夫だった」という報告について。
この素材の特長は「耐熱性」ではなく「靭性」なんです。名前の通り「Tough」、粘り強い。熱で少し柔らかくなっても、自重でグニャッと潰れにくい粘り強さがある。直射日光を避けた場所に置いていたとすると、環境温度がTgには達していなかったので、強化された靭性で耐え抜いた可能性が高い。
ただし、ダッシュボード上のような高温になる場所では厳しいと思います。
PET-CFという選択肢

PET-CFは、PET系ベースにカーボンファイバーを配合した高耐熱グレードです。Bambu Labの公式では「a blend of tough PET and carbon fiber」とされています。
HDTが205℃。通常PETGのHDT65〜75℃と比べると、耐熱余裕がかなり大きい。車内用途では非常に有力な候補です。
車内変形まとめ
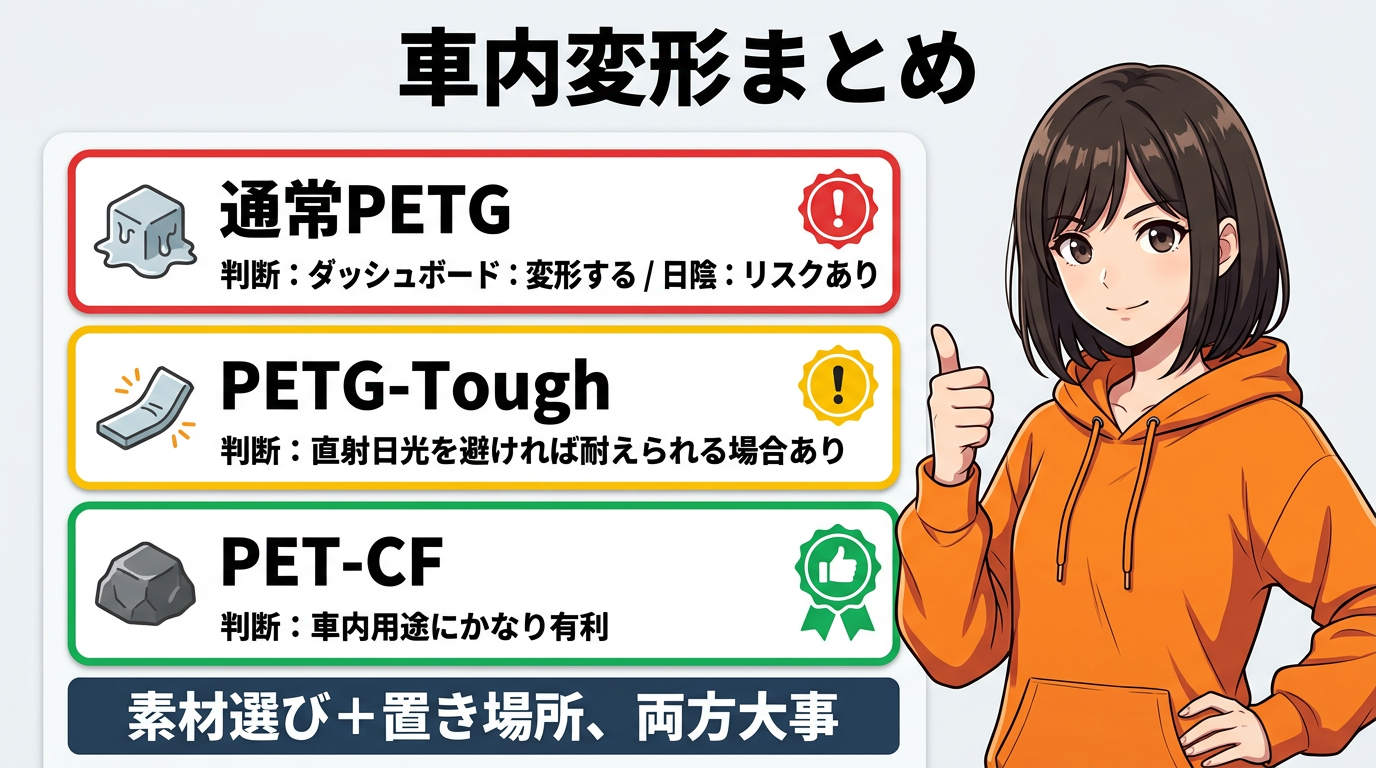
通常のPETGは、ダッシュボード上では変形します。日陰でもリスクあり。
PETG-Toughのような靭性強化型は、直射日光を避ければ耐えられる場合がある。
PET-CFは、車内用途にかなり有利。上級素材として検討する価値は十分あります。
車に載せるものを作るなら、素材選びと置き場所の両方を考える。これが大事ですね。
パート2:フィラメントの乾燥管理
PETGはメーカーによって特性が違う
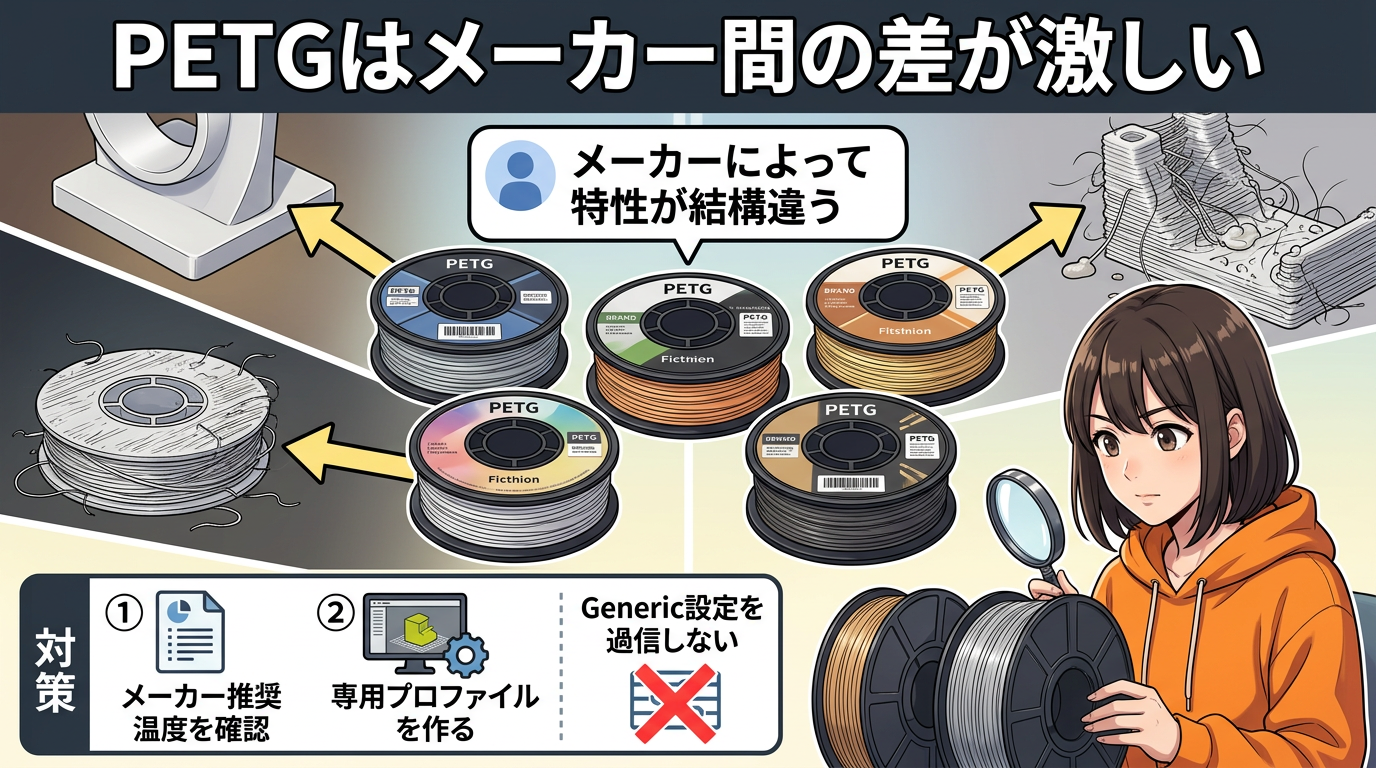
「PETGはフィラメントメーカーによって特性が結構違って、その幅が広い」というコメントをいただきました。
まさにその通りで、Generic設定でうまくいく銘柄もあれば、ドツボにハマる銘柄もある。PLAはわりとメーカー間の差が小さいんですが、PETGは差が激しい。
対策としては、まずメーカー推奨の温度設定をしっかり確認すること。それでもダメなら専用プロファイルを作る。特に温度とリトラクション量は銘柄ごとに全然違います。
ペルチェ防湿庫の限界
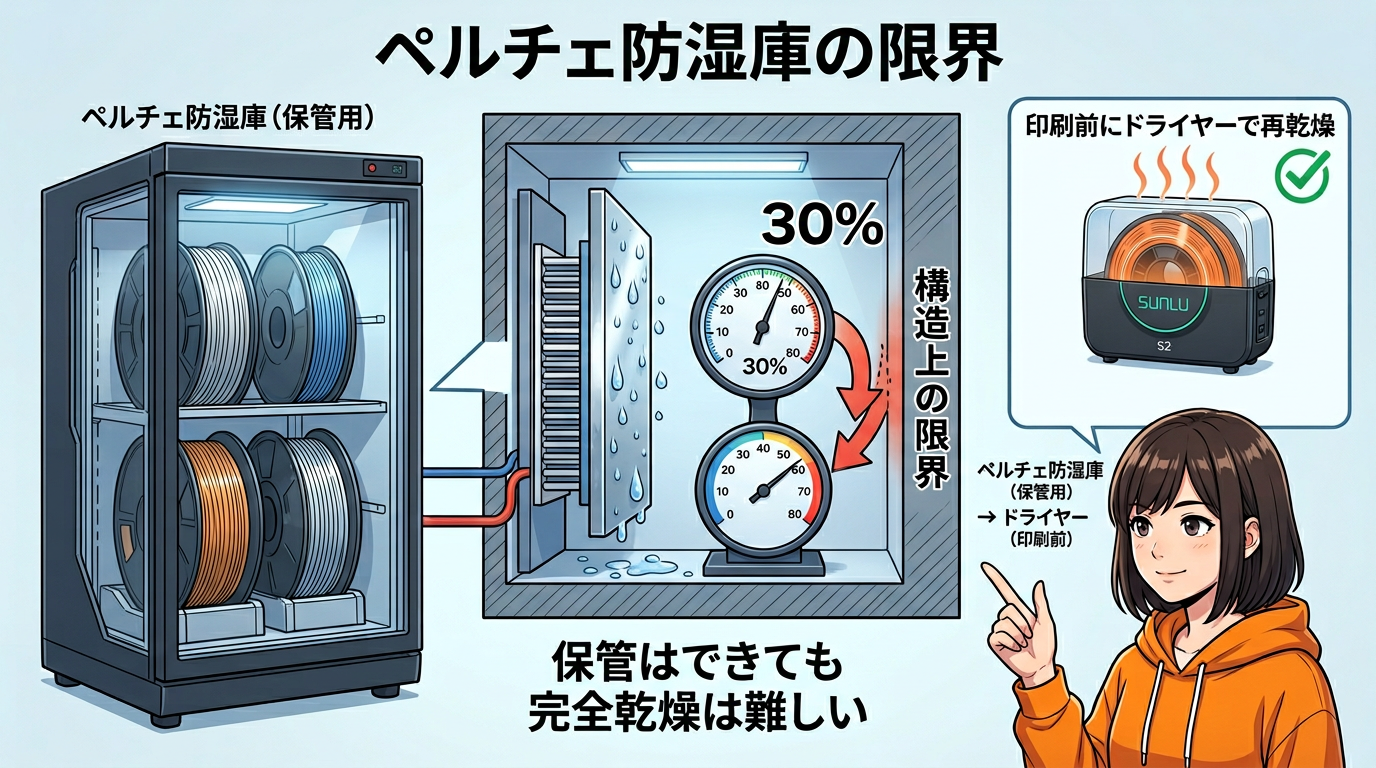
「激安ペルチェ防湿庫に保管していますが、湿度は30%までしか下がらない」というコメント。
これは構造上の限界です。ペルチェ式は内部の金属板を冷やして結露させる仕組みなんですが、湿度が下がるにつれて除湿効率がどんどん落ちていく。
保管用途としては使えても、PETGやナイロンのように吸湿しやすい素材は、印刷前にSunlu S2のような専用ドライヤーで再乾燥した方が安心です。
相対湿度と絶対湿度

「一般の湿度は相対値なので、同じ湿度でも温度により空気中の水分量は違います」というコメント。すごく重要なポイントです。
具体的な数字で比較すると、気温38℃で相対湿度95%の真夏は、絶対湿度が約38g/m³。対して気温2℃で相対湿度75%の真冬は、たった2g/m³未満。同じ「75%」でも、真冬の空気には真夏の約19分の1しか水分がないんです。
だから「冬場は湿度計の数値が高く見えても、実際の水分量は少ないので、フィラメントへのダメージは小さい」というのは理にかなっています。
保管の目安としては、室温25℃で相対湿度20%以下、絶対湿度でいうと約4.5g/m³以下が理想的です。
射出成型の世界の水分管理
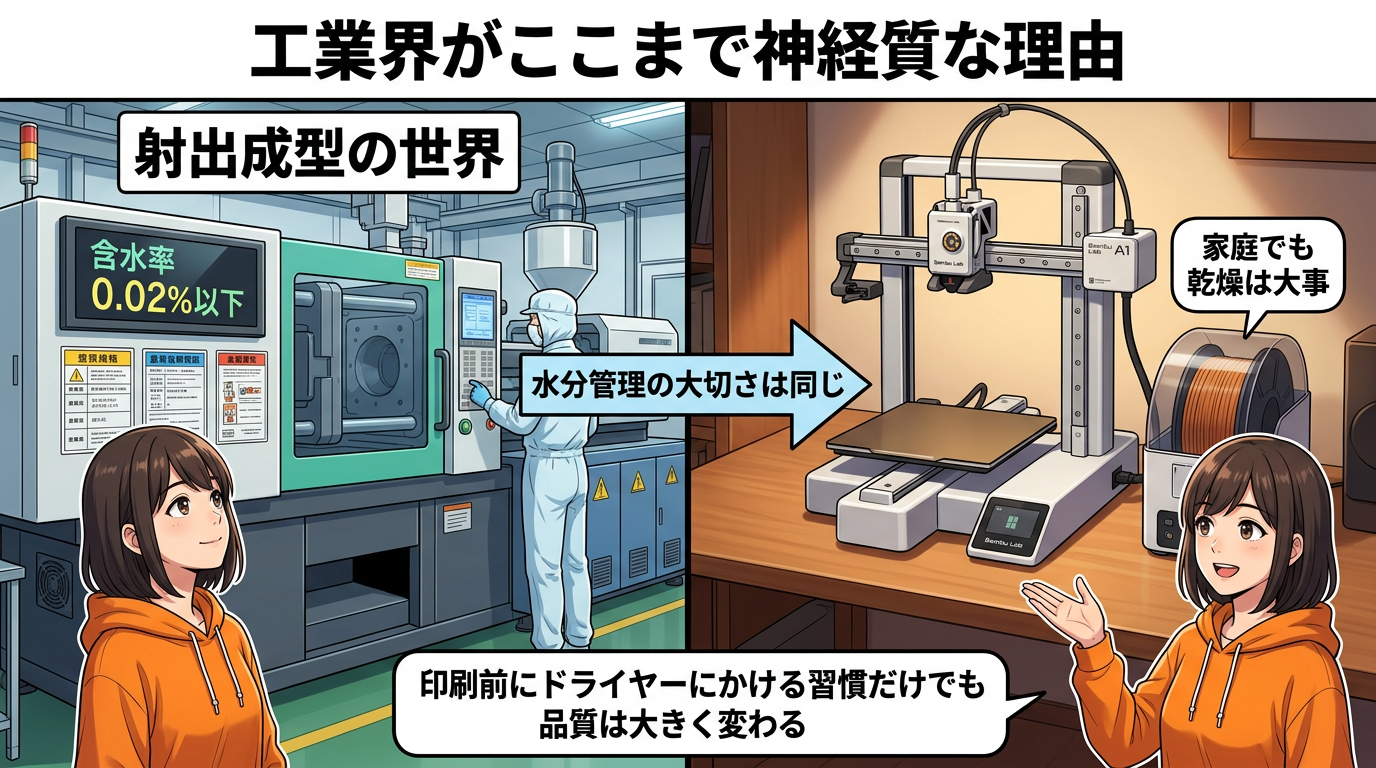
射出成型の世界では、樹脂の種類によっては非常に厳しい含水率管理が行われています。PC(ポリカーボネート)は含水率0.02%以下のような管理値が示されることもあります。
家庭用で0.02%まで正確に測定するのは難しいですが、「印刷前にドライヤーにかける」という習慣だけでも、品質は大きく変わります。
パート3:PLAアニール・接着剤・上級素材
PLAアニールの真実
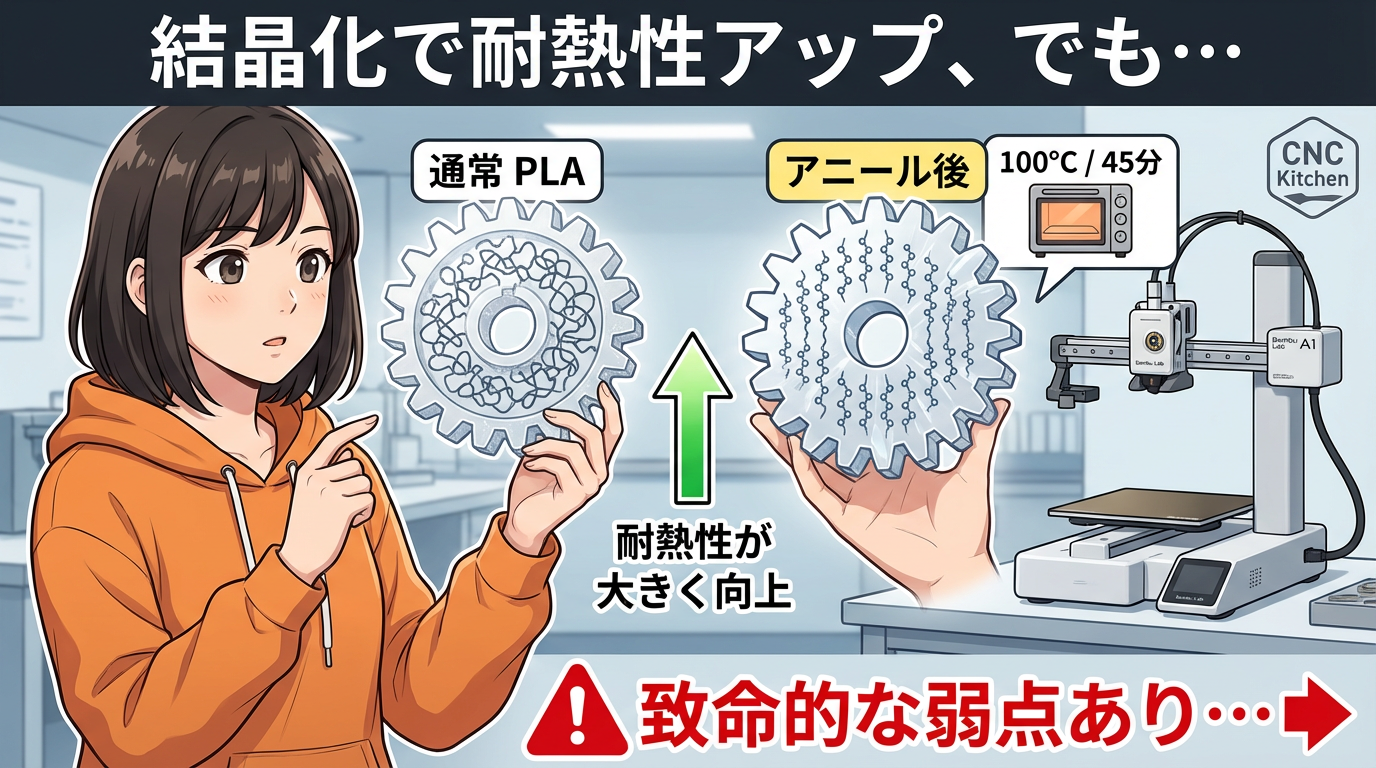
「PLAもアニールすれば90℃くらいまで耐えるよ」というコメント。方向性は本当です。
CNC Kitchenの検証では、PLAを100℃のオーブンで45分間加熱してゆっくり冷ますアニール処理で、耐熱性が大きく向上する例が報告されています。
ただし、致命的な弱点があります。
アニールの変形リスク

アニール処理の最大の問題は「変形」です。
僕も以前試したことがあるんですが、結果は散々で、表面がデロデロに溶けたようになっちゃって、下のハニカム形状がうっすら見えてきたり、全体が大きく変形してしまったりしました。
CNC Kitchenのデータでも、条件によってはアニール後のPLAはXY方向に最大10%程度収縮し、Z方向には逆に膨張することが確認されています。50mmのパーツが45mmに縮むレベルです。
しかもこの変形は形状やインフィル密度によって不均一に起きるので、スライサーで「110%拡大」みたいに補正しても対応しきれない。
コースターみたいな寸法がシビアでない用途ならアリですが、ネジ穴や嵌合が必要な実用パーツには厳しい手法だと思います。
接着剤の選び方

振動や衝撃が加わる場所なら、瞬間接着剤の耐衝撃タイプがおすすめ。ゴム系の成分が入っていて、硬化後も少し柔軟性があるので、衝撃を吸収してくれます。
アクリサンデーのような溶剤系は、PLA同士の面を溶かして溶着する原理で、接合面の強度は高いという声がありますが、公式にはアクリル向け製品です。薄い部分に使うと溶けすぎるリスクがあるので注意。
異素材の組み合わせ、例えばPLAとPETGをくっつけたい場合は、溶剤系よりもゴム系瞬着のほうが安全です。セメダインが3Dプリント品の接着相性検証を公開していて参考になります。
PLA+と高速PLAの違い

「PLA+」と「高速PLA」は似て非なるものです。
PLA+は添加剤を入れて「割れにくさや粘り強さ」を強化したもの。溶融時の粘度が高くなる傾向があり、印刷速度は控えめが無難。
高速PLAは、300mm/sを超える高速プリンター向けに流動性を極限まで高めた素材。一瞬で溶けて一瞬で固まるようにチューニングされています。
一言でまとめると、PLA+は「割れにくいPLA」、高速PLAは「速く刷れるPLA」。目的に合わせて選んでください。
高耐熱PC系フィラメント
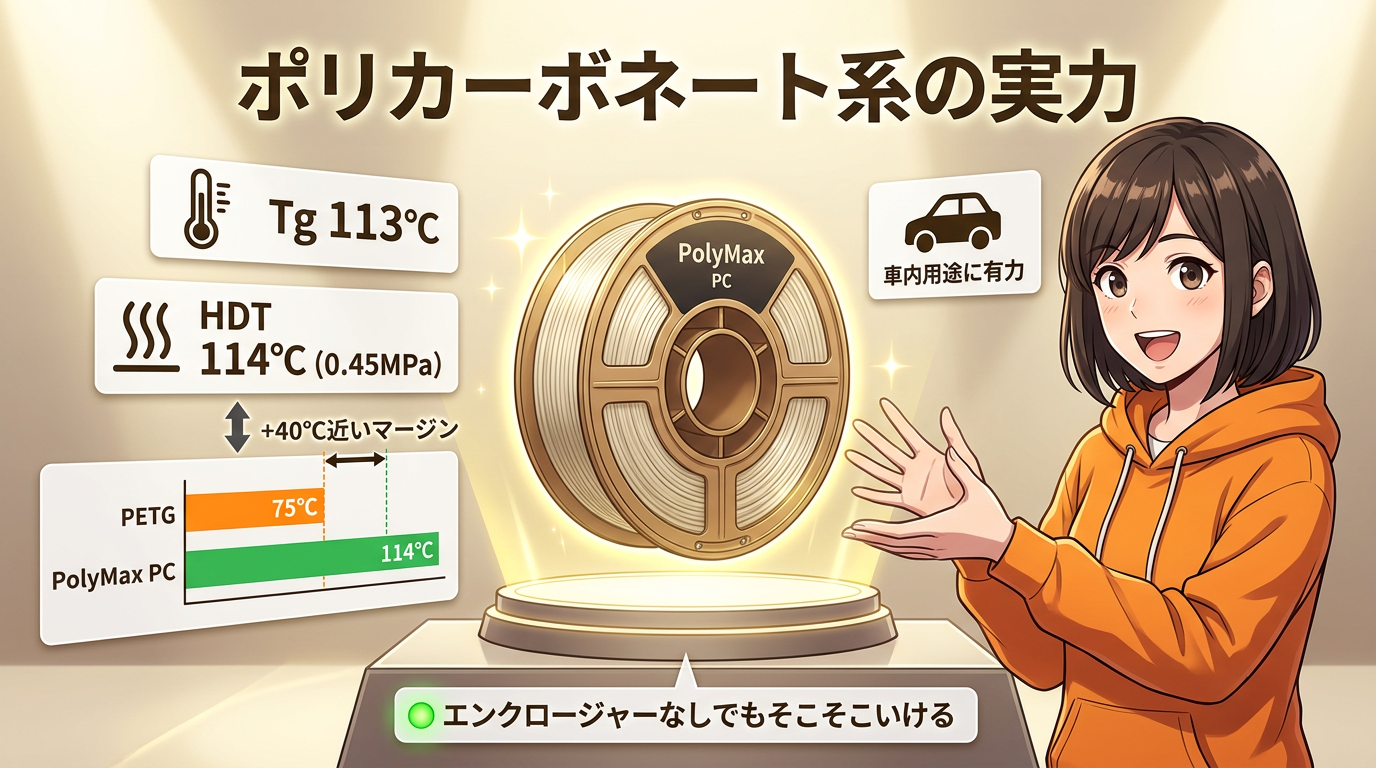
PolyMakerのPolyMax PCは、高靭性ポリカーボネート系フィラメントです。公式値ではガラス転移点が113℃、荷重たわみ温度が114℃(0.45MPa)。通常PETGのHDT約75℃と比べると、プラス40℃近い耐熱マージンがあります。
車内用途でも通常PETGよりかなり高い耐熱余裕がある、有力な選択肢です。
まとめ
今日は素材に関するコメントにお答えしました。
①PETGの車内変形に注意。ダッシュボード上では変形する。車内用途ならPET-CFやPC系素材を検討。
②乾燥管理は相対湿度だけでなく絶対湿度を意識する。ペルチェ防湿庫は保管用、印刷前は専用ドライヤーで再乾燥。
③PLAアニールは耐熱性は上がるけど変形リスクあり。接着剤は用途で選ぶ。
コメントをくださった皆さん、本当にありがとうございます。皆さんの経験談が、僕にとっても、このチャンネルを見てくださっている方にとっても、すごく大きな学びになっています。
次回はBambu Studioの設定に関する質問にお答えします。
では、また次回。

このチャンネルでは、Bambu LabのA1 miniなどの3Dプリンターを中心とした技術などを毎日更新でお伝えしてます、ではまた次回、お会いしましょう、まーでした。
👇 音声でも解説しています
👇 YouTube動画版はこちら
👇 ブログ記事(テキスト版)

👇 Note(テキストでじっくり読みたい方)

コメント