
この記事には広告/アフィリエイトリンクを含みます。糸引きやフローの調整は、設定値だけでなくフィラメントの乾燥・保管状態で結果が変わります。この記事では、A1 mini / Bambu Labユーザーが「まず何を確認し、必要なら何を買い足すか」まで判断できるように整理します。
先に結論:糸引きはリトラクションだけで直さない
糸引きが出ると、最初にリトラクション距離を増やしたくなります。ただ、Bambu Lab系のダイレクトドライブ機では、リトラクションを増やしすぎると詰まりやすくなることがあります。まずは、素材の吸湿、ノズル温度、移動速度、冷却、流量を順番に確認する方が安全です。
| 症状 | まず確認 | 次に試す | 最後に調整 |
|---|---|---|---|
| 細い糸が全体に出る | 吸湿、温度 | 乾燥、温度を5℃下げる | リトラクションを少し増やす |
| PETGだけ糸引きする | 乾燥状態 | 乾燥時間を延ばす | 速度と温度を落とす |
| 表面にブツブツが出る | 吸湿、ノズル汚れ | 乾燥、ノズル清掃 | 流量比を見直す |
| 角が膨らむ | 流量、圧力補正 | 流量キャリブレーション | 速度を落として確認 |
この順番で見る理由は、リトラクションが「ノズル先端の圧力を一時的に下げる設定」であって、湿ったフィラメントから出る蒸気や、温度が高すぎることで起きる垂れを根本的には止められないからです。
この記事で想定する確認条件
- 機種: Bambu Lab A1 mini / P1S / X1系
- 方式: ダイレクトドライブ
- 素材: PLA、PETG、TPUを中心に想定
- ノズル: 0.4mmを基準
- 目的: 糸引き、表面荒れ、流量ズレを切り分けること
同じ素材名でも、メーカー、色、ロット、保管状態で挙動は変わります。この記事の数値は出発点として使い、実際には小さなテストモデルで確認してください。
素材別の確認順
| 素材 | 最優先で見ること | 注意点 |
|---|---|---|
| PLA | 温度、冷却、ノズル汚れ | 比較的扱いやすい。温度が高すぎると細い糸が出やすい |
| PETG | 乾燥、温度、速度 | 吸湿の影響が大きい。リトラクションだけで追い込まない |
| TPU | 速度、送りの安定、乾燥 | 柔らかいため引き戻しが効きにくい。低速運用を優先 |
| ABS / ASA | 温度、反り、換気 | 糸引き以外に安全・臭気・換気も確認する |
やってはいけない調整
- 糸引きが出た瞬間にリトラクションを大きく増やす
- 温度、速度、流量、冷却を一度に全部変える
- PETGを乾燥せずに設定だけで追い込む
- TPUを高速で印刷しようとする
- ノズル汚れやフィラメント劣化を見ずにスライサー設定だけ疑う
設定を一度に変えすぎると、成功しても何が効いたのか分からなくなります。まずは温度を5℃刻み、速度を少しずつ、流量比を1〜2%刻みで確認すると、再現しやすい調整になります。
糸引き対策で買う・整える順番
糸引きが出ると、すぐにリトラクションや温度をいじりたくなります。でも、PETGやTPUでは「湿ったフィラメントを設定でごまかしている」状態になりがちです。買い足すなら、まずは設定変更では直せない部分から整えるのが安全です。
| 優先 | 整えるもの | 効く症状 | 買う前の判断 |
|---|---|---|---|
| 1 | フィラメント乾燥 | PETGの細い糸、プチプチ音、表面のブツブツ | 開封から時間が経っている、梅雨や雨の日に悪化するなら最優先 |
| 2 | 保管ケース・シリカゲル・湿度計 | 乾燥直後は良いのに数日で戻る | 乾燥機だけ買っても、保管が甘いとまた吸湿する |
| 3 | 使う素材の見直し | PETG/TPUだけ極端に糸を引く | PLAで問題が少ないなら、素材特性と保管が原因の可能性が高い |
| 4 | ノズル清掃・予備ノズル | 表面荒れ、吐出ムラ、焦げたカス | 温度や乾燥で変わらない時に見る |
| 5 | プレート掃除・定着確認 | 糸引きより先に造形が荒れる、角が浮く | フロー調整の前に土台が安定しているか確認する |
まず買うなら、ドライヤーより「乾燥後の保管」までセットで考える
フィラメントドライヤーは強力ですが、乾かして終わりではありません。乾燥後に部屋へ出しっぱなしにすると、梅雨時期や湿度の高い部屋ではまた吸湿します。私は「乾燥する」「湿度計で見る」「保管ケースへ戻す」を1セットで考えた方が、糸引き対策として再現しやすいと思っています。
設定で追い込むのは、乾燥と保管を見たあと
乾燥・保管を見ずに、リトラクション、温度、速度、流量を全部いじると、たまたま良くなっても次のロットや季節で再現できません。特にPETGは、乾燥してから温度を5℃刻みで下げ、最後にリトラクションやフローを微調整する順番がおすすめです。
シリーズ: Bambu Studioスライサー設定 完全攻略 第4回(全4回・最終回)
推定読了時間: 約12分
文字数: 約4,800文字
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeでも見れます
https://www.youtube.com/@3dbox203
「糸引きが取れない😩」「表面がガタつく…」という経験はありませんか?
今回は、糸引き対策とフローキャリブレーションについて解説します!特にPETGの糸引きは「リトラクション不足」だけが原因ではありません🧵

🧵 糸引きの基礎知識
糸引きとは?
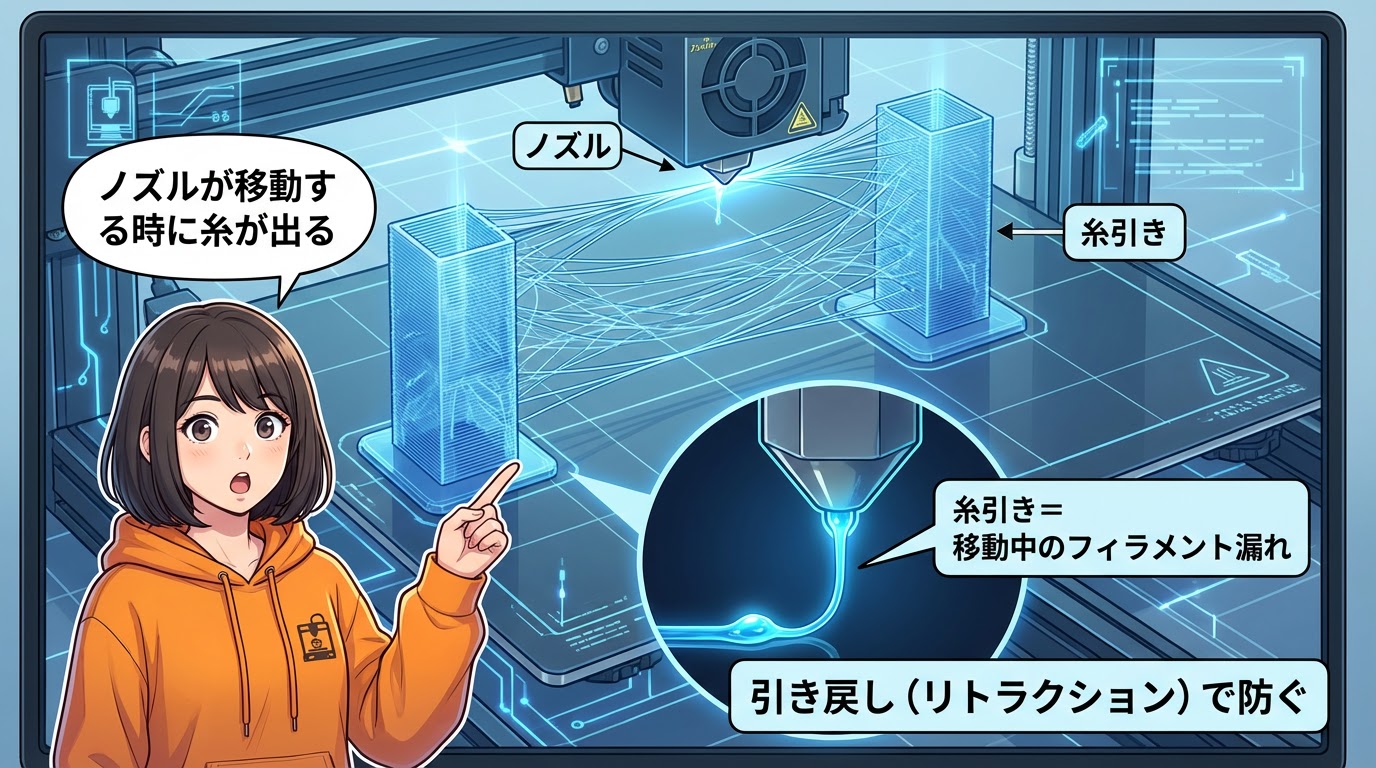
ノズルが移動する時に、溶けたフィラメントが糸のように伸びる現象です。これを防ぐのが「引き戻し」(リトラクション)設定ですね💡
ダイレクトドライブの特性
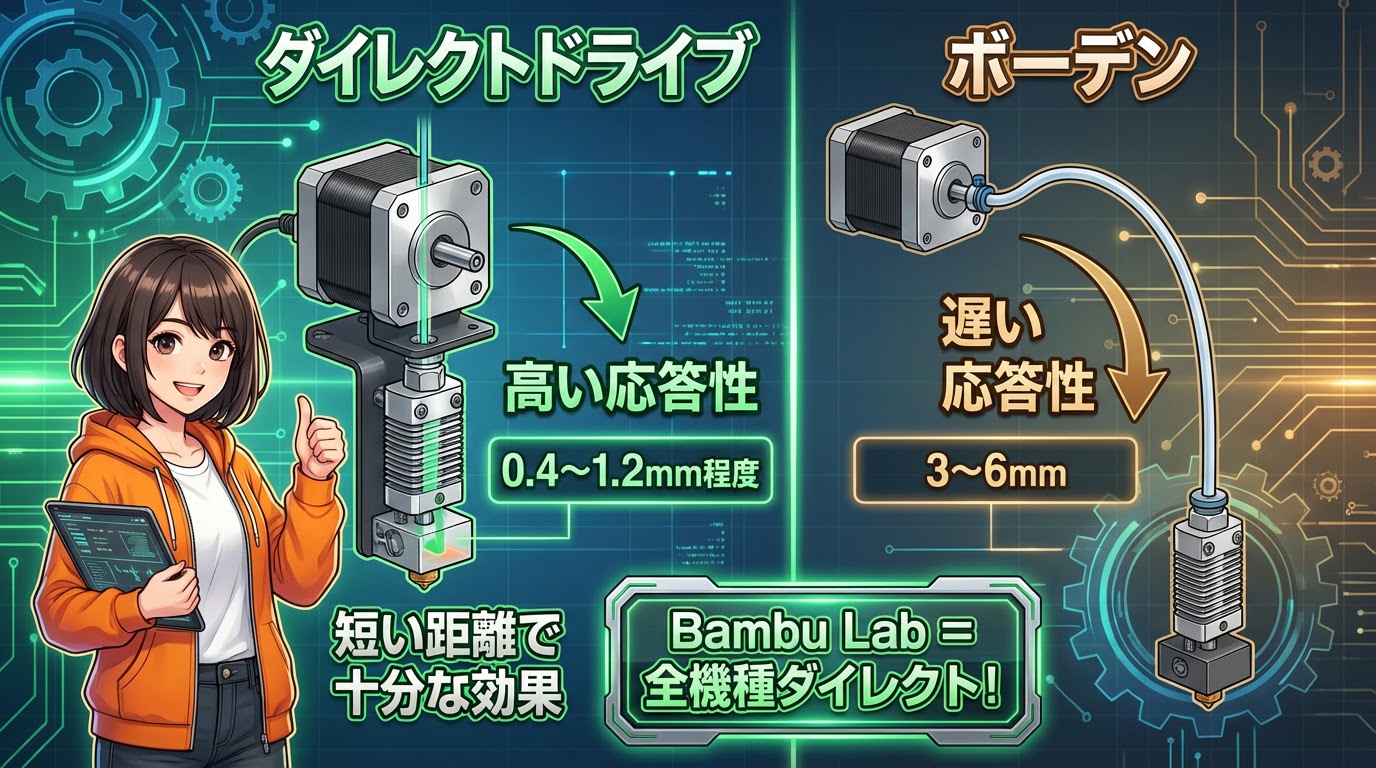
Bambu Labのプリンターは「全機種ダイレクトドライブ方式」です!
① ダイレクトドライブ → リトラクション距離は「0.4〜1.2mm程度」
② ボーデン式 → 3〜6mm必要
ダイレクトドライブはエクストルーダーモーターがノズル直上にあるため、フィラメントの制御応答性が高いんです。だから短い距離で十分!✨
⚠️ 過剰リトラクションの危険

引き戻しすぎは逆効果です!
2mm以上に設定すると、溶けたフィラメントが冷却ゾーンまで引き上げられて固まり、「詰まりの原因」になります😱
🔧 素材別リトラクション設定
PLA / ABS / ASA

比較的簡単な素材です😊
- デフォルト(0.8mm、30mm/s)でOK
- 糸引き時は +0.1〜0.2mm刻みで増加(最大1.2mm)
- 温度を5℃下げるのも効果的!
PETG(最難関)🔥

PETGは粘度が高くて、しかも吸湿しやすい。糸引きが発生しやすい「最難関」素材です💦
PETGの糸引きの真犯人は?

実は、PETGの糸引きの真犯人は「吸湿」なんです!💧
PETGは空気中の水分を吸います。その状態で加熱すると、内部で水分が気化して蒸気圧でフィラメントを押し出してしまう。
これ、リトラクションでは防げません!
PETG対策の優先順位📋
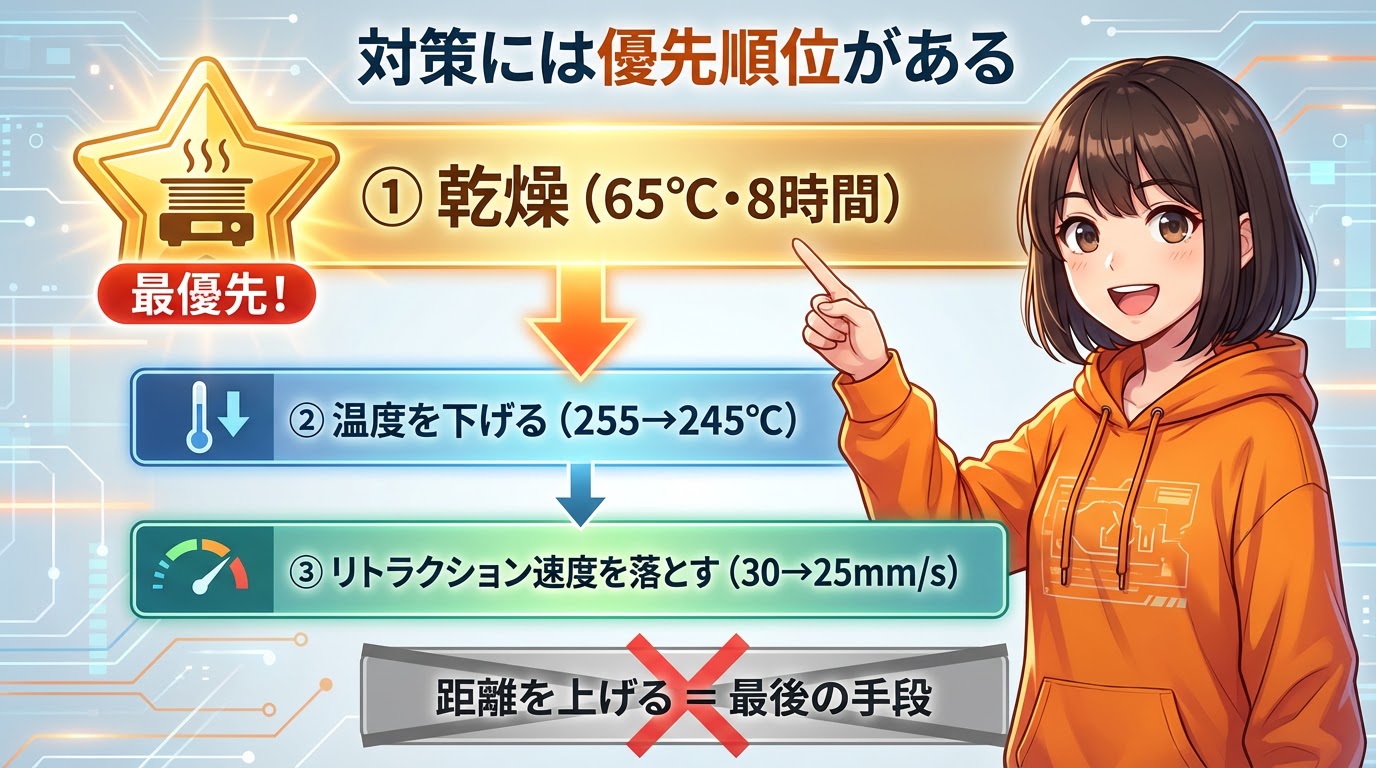
① 【最優先】フィラメント乾燥 → 65℃で8時間以上。まずはコレ!
② 温度を下げる → 255℃ → 245℃
③ リトラクション速度を落とす → 30mm/s → 25mm/s
④ リトラクション距離を上げる → これは最後の手段
TPU(特殊)🤸
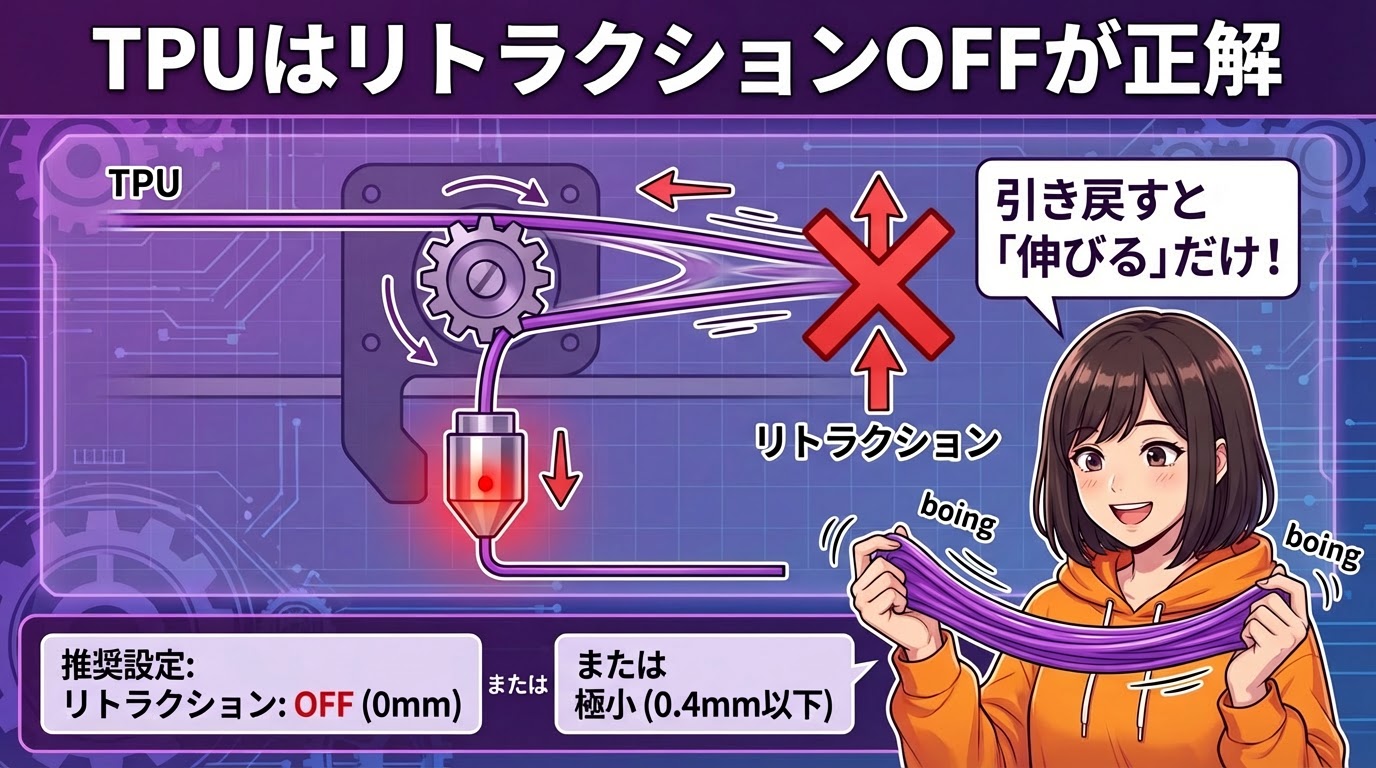
TPUはゴムのように弾性があるため、引き戻すと「伸びる」だけでノズル先端の圧力が下がりません。
TPUの設定
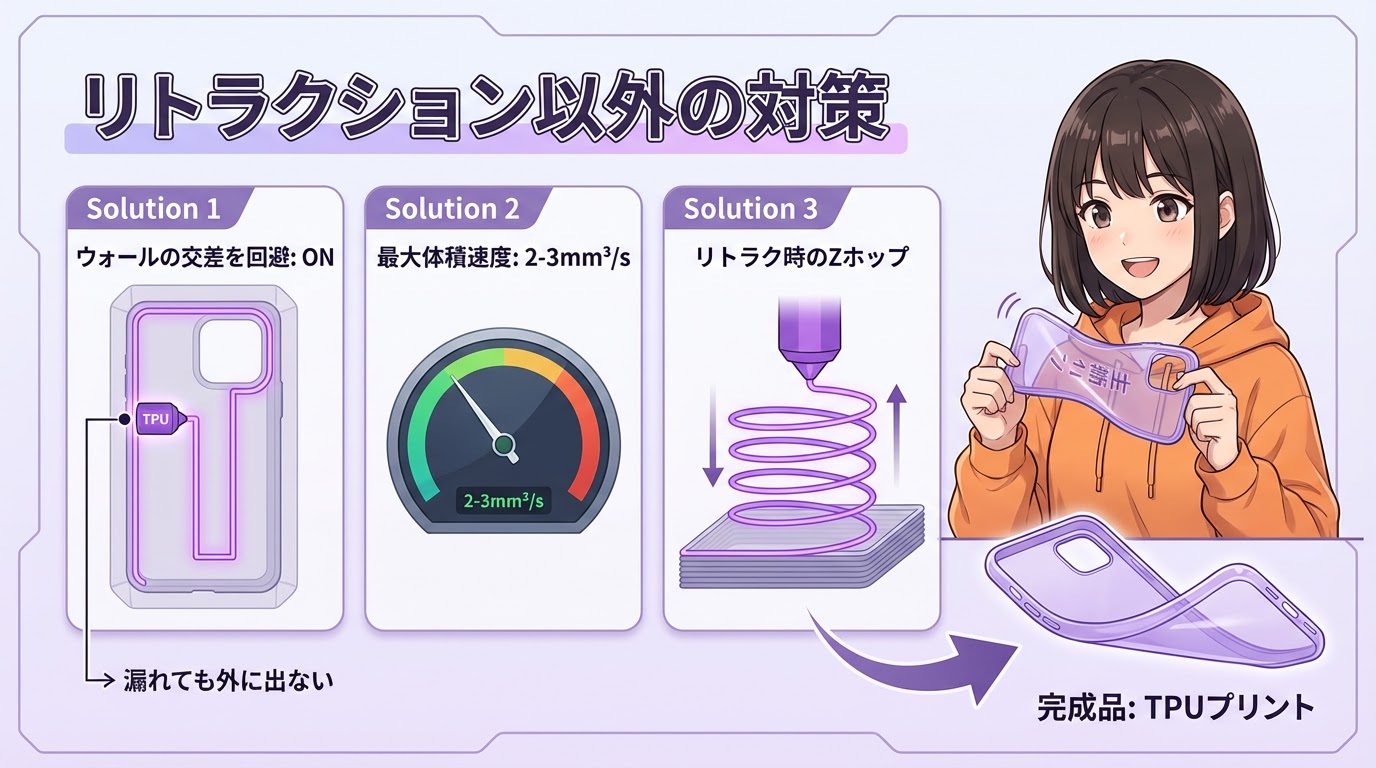
- リトラクションは「OFF(0mm)」または0.4mm以下
- 「ウォールの交差を回避」(Avoid Crossing Walls)をON
- 「最大体積速度」を 2〜3mm³/s に制限
✨ 補助機能
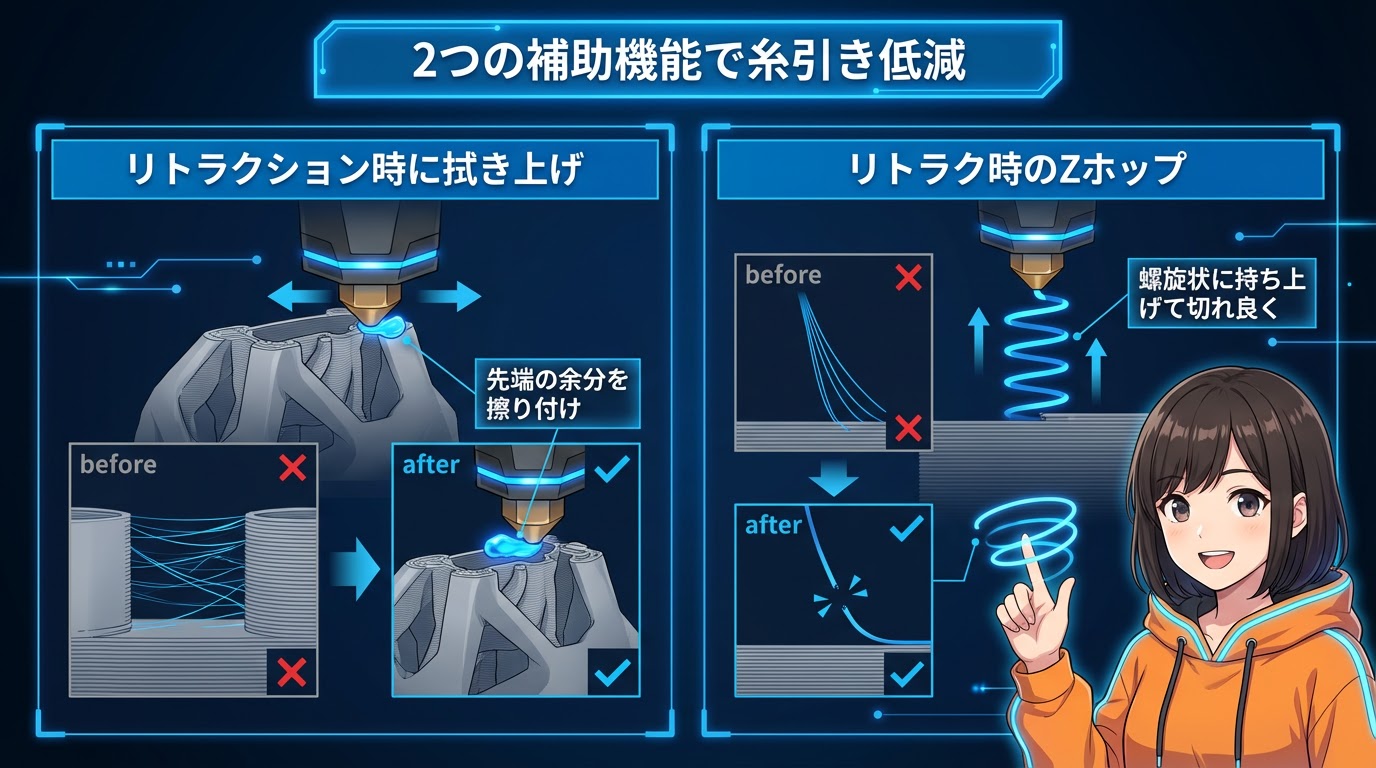
リトラクション時に拭き上げ (Wipe)
リトラクションと同時にノズルを横に振って、先端の余分な樹脂を擦り付ける機能です!
リトラク時のZホップ (Spiral Z Hop)
ノズルを螺旋状に持ち上げる機能です。通常のZホップより「切れ」が良くなって、糸引きを減らせます🌀
📊 流量比の調整
流量比とは?
まず大事なポイント💡
- 「流量」は → 量の調整
- 「最大体積速度」は → スピードの上限
- 「圧力補正」は → 内部制御
それぞれ役割が違うんです!
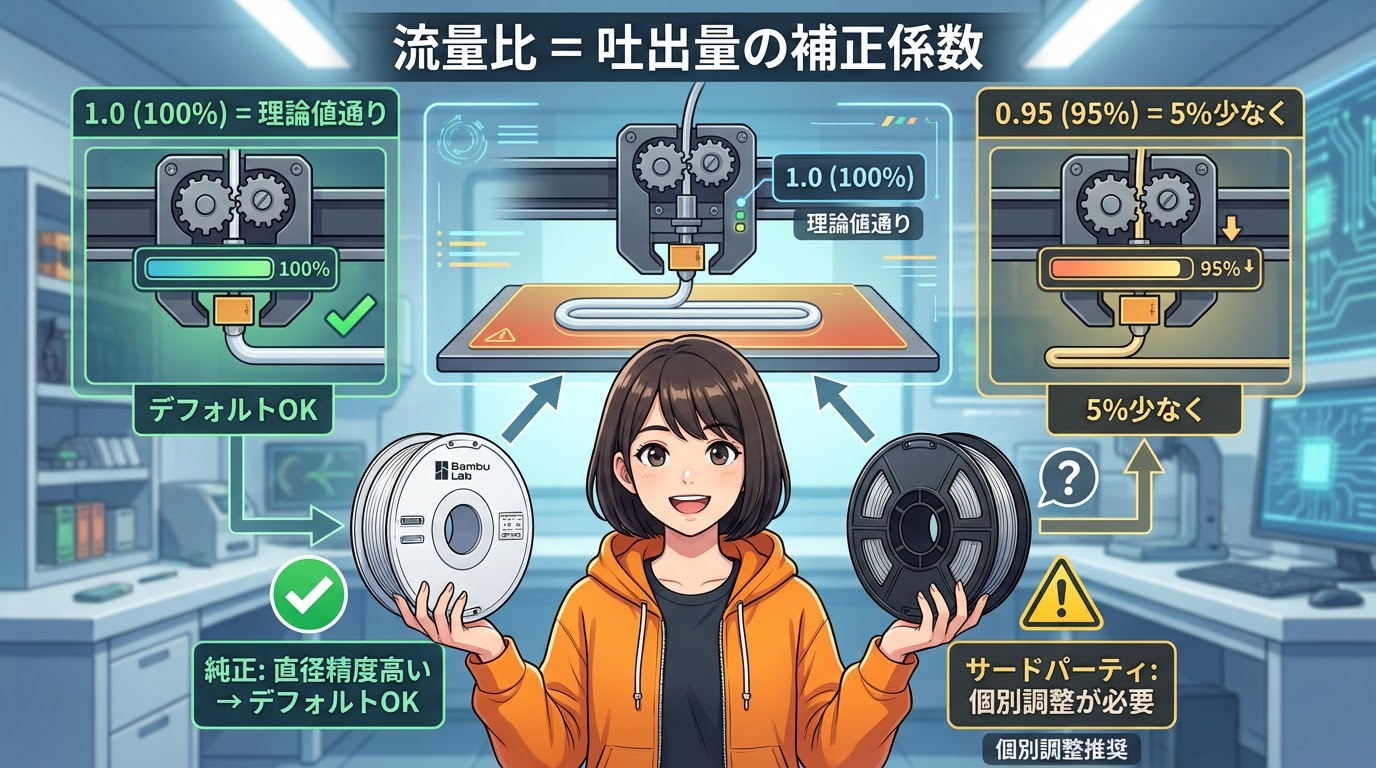
流量比は、スライサーが計算した理論上の吐出体積に対する補正係数です。
- 1.0 → 100%(理論値通り)
- 0.95 → 5%少なく押し出す
Bambu Lab純正フィラメントは精度が高いので、デフォルトの0.98〜1.0で最適化されています。
でも、サードパーティ製フィラメントや、吸湿して直径が変わったフィラメントは、個別調整が必要です🔧
🎯 キャリブレーション方法
自動流量キャリブレーション(X1/X1C)

LiDARセンサーを使ってテストパターンをスキャンし、最適値を自動で出力してくれます。便利!✨
ただし、弱点もあります⚠️
- 透明素材
- 高光沢なシルク素材
- 凹凸のあるテクスチャプレート
これら「光が安定して反射しない条件」では、計測精度が落ちることがあるんですよね🤔
そういう場合や、P1・A1シリーズなどLiDAR非搭載機では、手動で流量比を調整していきます。
手動での流量比調整(全機種)

フィラメント設定の「流量比」を変更して、テストプリントを繰り返します。
まず広めに値を動かして傾向をつかみます。たとえば0.92、0.96、1.00のように大きく振って、「多すぎ」と「少なすぎ」の境目を見つけましょう🔍
次に、良さそうな値の周辺を1〜2%刻みで細かく詰めていきます。
判定のコツ👆
- 指でなぞってザラつきがないこと
- 光にかざしてライン間の溝が見えないこと
⚙️ 圧力補正(PA)について
PAとは?
流量比が「量」の調整なら、PAは「タイミング」の調整です!
ノズル内の樹脂には圧力応答の遅れがあります。
- 加速時 → 吐出が遅れる
- 減速時 → 余剰圧で漏れる
PAはこの遅れを予測して、先読みで調整する機能です。
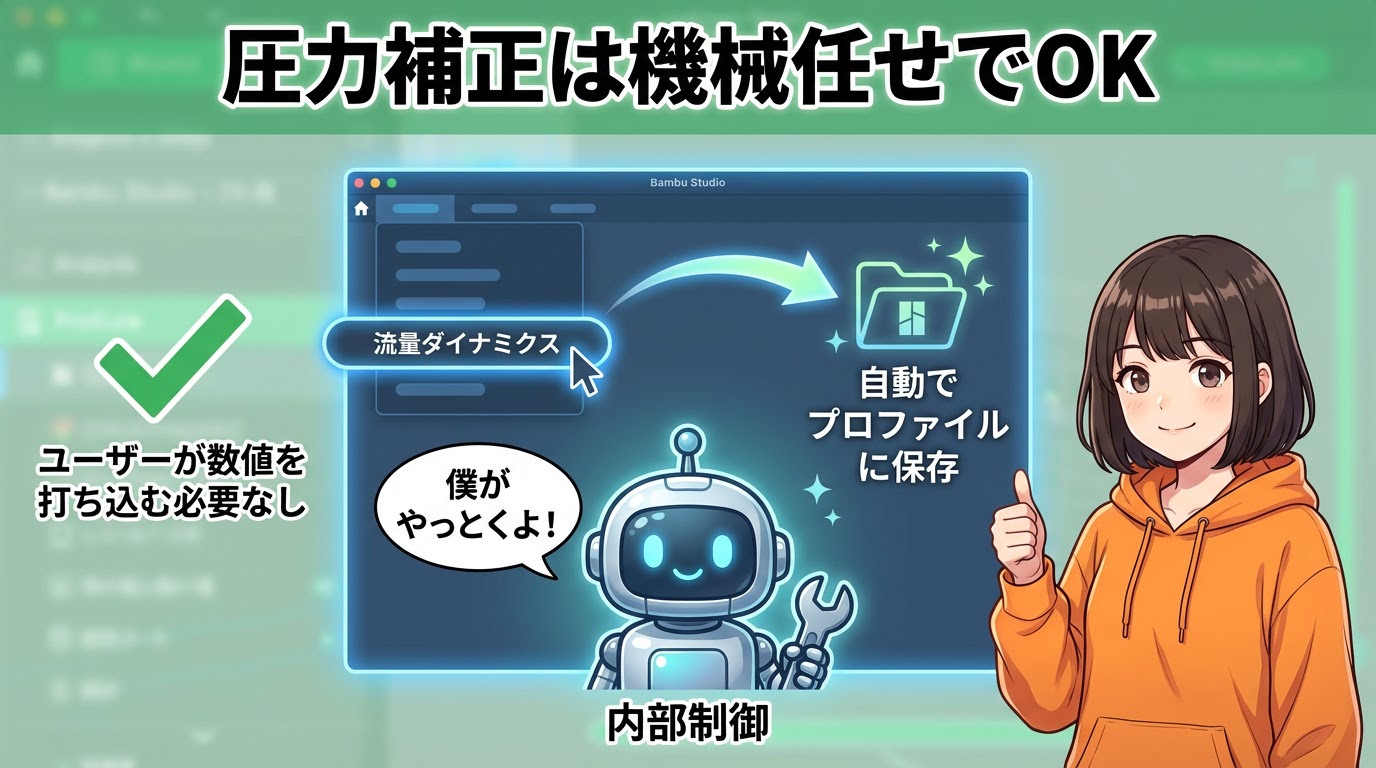
基本は内部制御🤖
Bambu Studioでは、圧力補正は基本的に「内部制御」されていて、ユーザーが数値を直接いじる項目はありません。
「流量ダイナミクス」のキャリブレーションを行うことで、自動的にプロファイルに保存されます。数値入力は不要です!
🎯 設定の役割分担まとめ

「どれを調整すれば何が変わるの?」をスッキリ整理:
① 最大体積速度 → 「キャップを決める」(どこまで速く溶かせるかの上限)
② 流量比 → 「全体の量を合わせる」(フィラメント径の誤差を吸収)
③ リトラクション → 「糸引きを抑える」(移動中の漏れを防ぐ)
圧力補正 → 機械任せでOK🤖
この役割分担を覚えるだけで、何を調整すべきかに迷わなくなります。
📝 まとめ
① 【PETGの糸引き】「乾燥」が最優先!リトラクションより先にフィラメントを乾かす
② 【TPU】リトラクションは「OFF」。代わりに「ウォールの交差を回避」と低速で対応
③ 【流量】「手動で流量比を調整」して追い込む。特にサードパーティ製は必須!
🏁 シリーズ総括

「スライサー設定 完全攻略」シリーズ全4回が終了です!🎉
① 第1回「基礎」→ 積層ピッチ・壁・インフィル
② 第2回「速度と温度」→ 三角形の関係(1つ変えたら他も調整)
③ 第3回「定着と継ぎ目」→ マウス耳型ブリム・スカーフ継ぎ目
④ 第4回「糸引きと流量」→ リトラクション・キャリブレーション

これで「プリセットの中身が読める」「自分で調整できる」レベルになったはずです💪
プリセットは優秀ですが、万能ではありません。素材が変わったり、季節が変わったり、求める品質が変わったりしたとき、自分で調整できる力が必要です!
✅ 今日やること
① PETGで糸引きが出たら、まず乾燥!リトラクションより先にフィラメントを乾かす
② サードパーティ製フィラメントを使うなら、手動で流量比を調整してみる
③ 前回のマウス耳型ブリムとスカーフ継ぎ目、今回の糸引き対策、全部組み合わせて「後加工ゼロ」を目指す!🚀
数値まとめ
- ダイレクトドライブリトラクション → 0.4-1.2mm程度
- PETG乾燥 → 65℃・8時間
- TPU最大体積速度 → 2-3mm³/s
- 流量比の手動調整 → まず広く値を振って傾向把握、良い値の周辺を1-2%刻みで微調整
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeでも見れます
https://www.youtube.com/@3dbox203
📝 ブログ記事も書いてます
https://mardna810.com/
糸引きで悩んだら次に読む記事
- フィラメントドライヤー比較
PETGやTPUの糸引きが乾燥で変わるか確認したい人向け。 - フィラメント保管は100均・ダイソーで足りる?
乾燥後の保管、湿度計、シリカゲルの運用を整えたい人向け。 - 梅雨のフィラメント湿気対策
雨の日や梅雨に糸引きが悪化する場合はこちら。 - A1 miniでPETGに移行する前に見たこと
PETGだけ糸引きする、PLAでは問題ない、という時の切り分け用。 - ビルドプレート掃除と定着トラブル
糸引きだけでなく、角の浮きや造形荒れも同時に出る時に。 - A1 miniのビルドプレートおすすめ
素材や底面品質に合わせてプレートを見直したい場合はこちら。

