
> この記事の内容は、YouTubeとPodcastでも詳しく解説しています!
> YouTube: https://www.youtube.com/@3dbox203
> Podcast: https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
「超高速で大丈夫?」という不安
「超高速モード、使ってますか?」
プリンターがものすごい勢いで動き出した時、「これ、大丈夫なの?」と思った方、多いはずです。僕も最初はビビりました。でも意外と綺麗に印刷できて感動したんです。
ところが、別の日にPETGで同じことをやったら、表面がガサガサで層が剥がれてきて…。「昨日は大丈夫だったのに」という謎。

さらに、夏に完璧だった設定が、冬になったら1層目が全然定着しなくなったり。「何も変えてないのに」という経験、ありませんか?
今日は、この謎を解明します。速度・温度・冷却、この3つのパラメータが実は「三角形の関係」であることを理解すると、すべてが見えてきます。
※この記事はBambu Studio + Bambu Lab機を前提に書いていますが、基本的な考え方は他のスライサー・プリンターにも応用できます。
速度モードの正体 ― 4つのモードは「乗数」だった
速度モードの数値
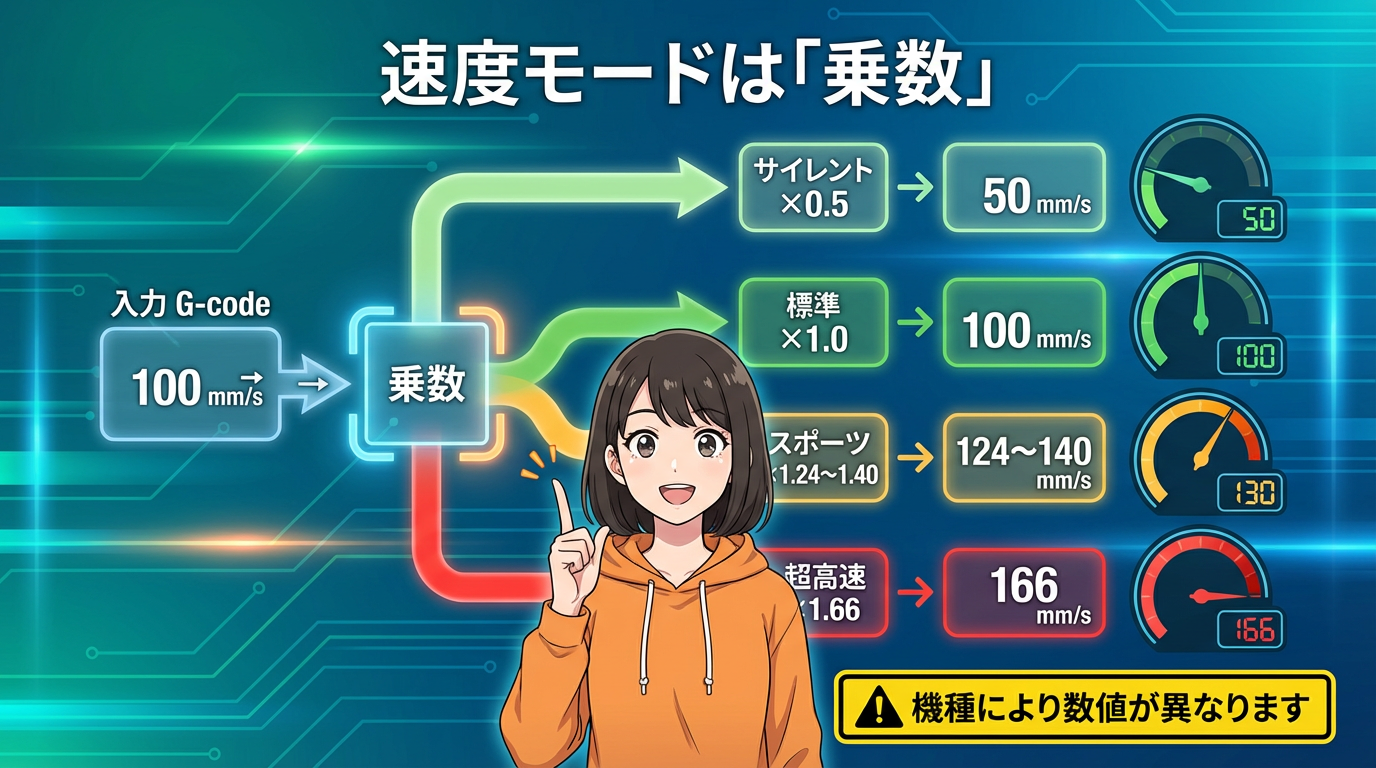
Bambu Labのプリンターには4つの速度モードがあります。
- サイレント(50%): 夜間印刷、最高品質
- 標準(100%): ベースライン
- スポーツ(124%〜140%): 時短
- 超高速(166%): 最速
*機種によって数値が異なります。X1/P1系では124%/166%、A1系では140%という表記もあります。

大事なのは「標準を超えると、スライサーの想定を超える速度で動く」という点です。
サイレントモードの意外な効果
サイレントは単に遅くなるだけじゃありません。速度が半分になると、加速度も下がる。するとプリンターの振動が減って、表面に出る「リンギング」という波模様が消えるんです。
超高品質を求める時にも有効なモードです。
超高速の落とし穴
超高速は速度と加速度を強制的に上げるので、スライサーが「最大体積速度(MVS)」前提で組んだ条件を超える要求になることがあります。
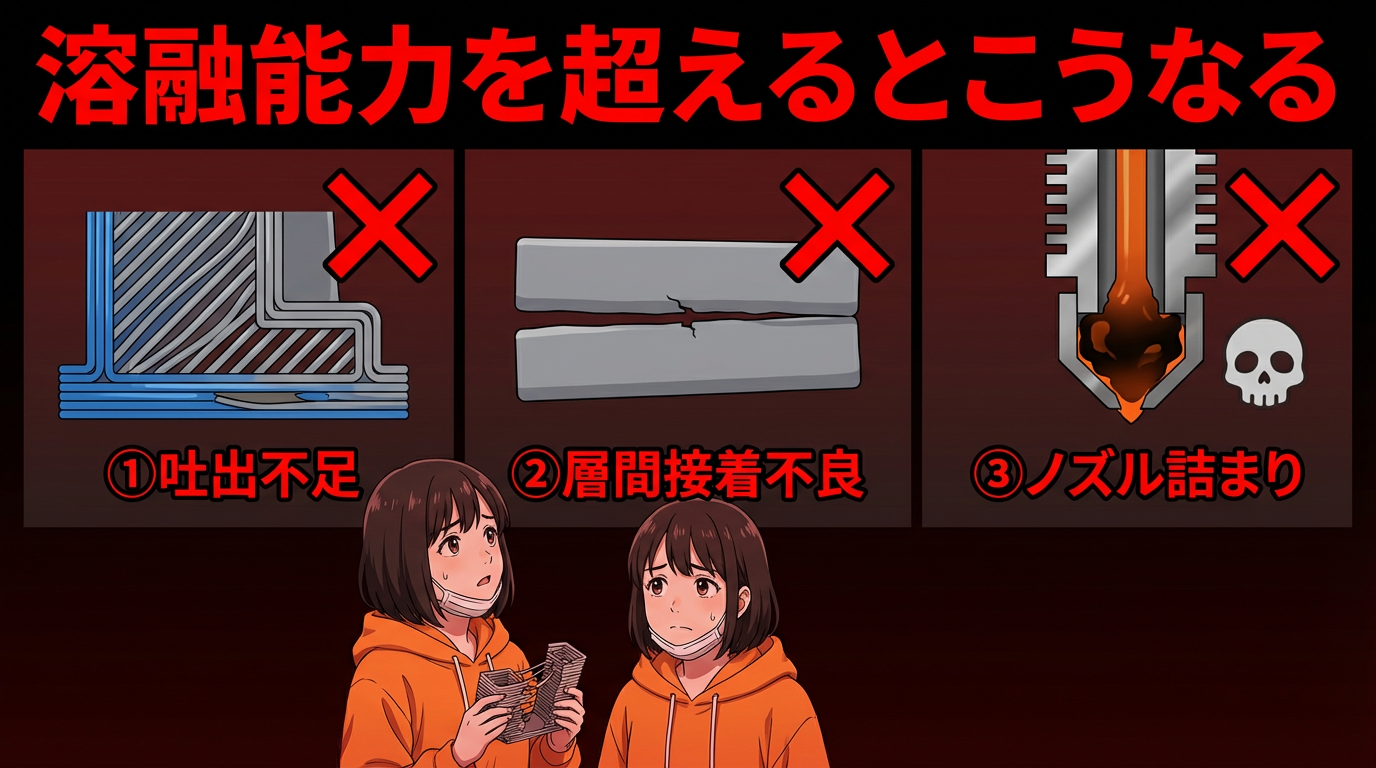
たとえば、標準モードでちょうど良い流量でスライスしたG-codeを、超高速で走らせると、要求される流量がホットエンドの溶融能力を超えてしまう可能性があります。
結果として起きること:
- 吐出不足 ― 線がスカスカになる
- 層間接着不良 ― 溶けきってない樹脂は下の層とくっつかない
- ノズル詰まり ― 最悪のケース
超高速が許されるケース
「素材・形状・最大体積速度(MVS)に余裕があるときだけ」と覚えてください。
特にPETG、TPU、シルクPLAでは、まず標準〜スポーツで様子見するのが安全です。
また、超高速はベルトの伸びやモーターの発熱など、機械の摩耗も増えます。その点も理解した上で使いましょう。
加速度と振動 ― なぜBambuは高速でも綺麗なのか
速度と加速度の違い
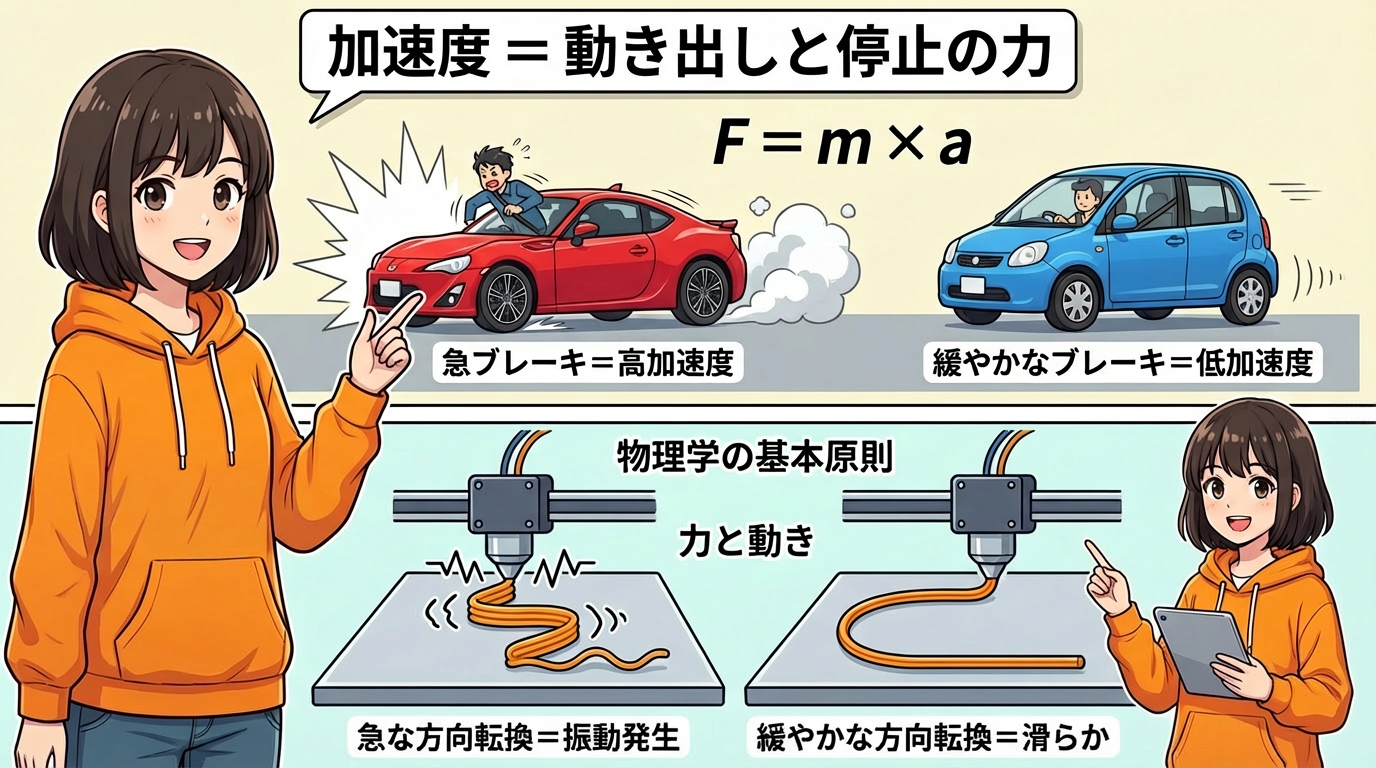
速度は「移動にかかる時間」。加速度は「動き出しと停止にかかる力」です。
急ブレーキと緩やかなブレーキ、どっちが体に負担がかかるか。急ブレーキですよね。プリンターも同じで、高い加速度は振動を生み、それが印刷品質に影響します。
CoreXY vs ベッドスリンガー
ここでプリンターの構造が効いてきます。
X1C/P1S(CoreXY):ツールヘッドだけがXY平面を動く。ツールヘッドの重さは一定なので、高い加速度でも安定して動けます。
A1/A1 mini(ベッドスリンガー):Y軸はベッドそのものが動く。印刷が進むにつれて造形物の重さが加わり、可動質量が増大します。

A1で背の高いモデルを印刷すると、上の方で振動が増えることがあるのはこれが原因。背の高いモデルはスポーツや超高速を避けた方が無難です。
Input Shaping(入力整形)の秘密
「Bambuって高速でも綺麗」の秘密が「Input Shaping」です。
急に方向を変えると、フレームに振動が残る。これがプリント表面に波模様として現れる「リンギング」という現象。Input Shapingは、この振動を打ち消す信号をモーターに送ります。
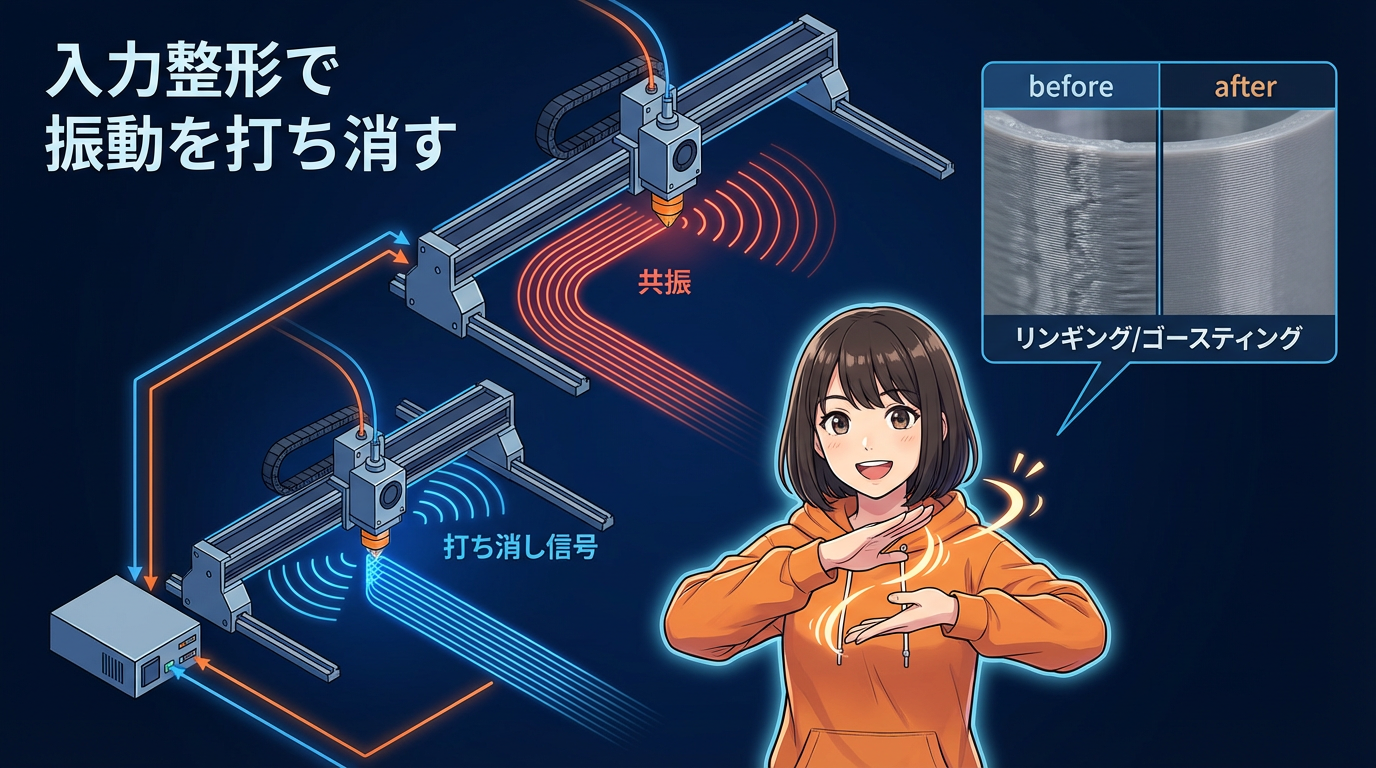
Bambu Labのプリンターは、印刷開始時に振動キャリブレーションを行います。あの「ブーン」って音、共振周波数を測定してるんです。ベルトが経年劣化しても自動で適応してくれる。
ただし、Input Shapingには副作用があることがあります。微細な鋭角がわずかに丸まることがある。極限のシャープさが欲しい場合は、加速度を意図的に下げる必要があります。
ノズル温度の科学 ― 滞留時間という概念
なぜBambuは温度が高めなのか
「Bambuのプリセットって他のプリンターより温度高めだな」と気づいた方、鋭いです。
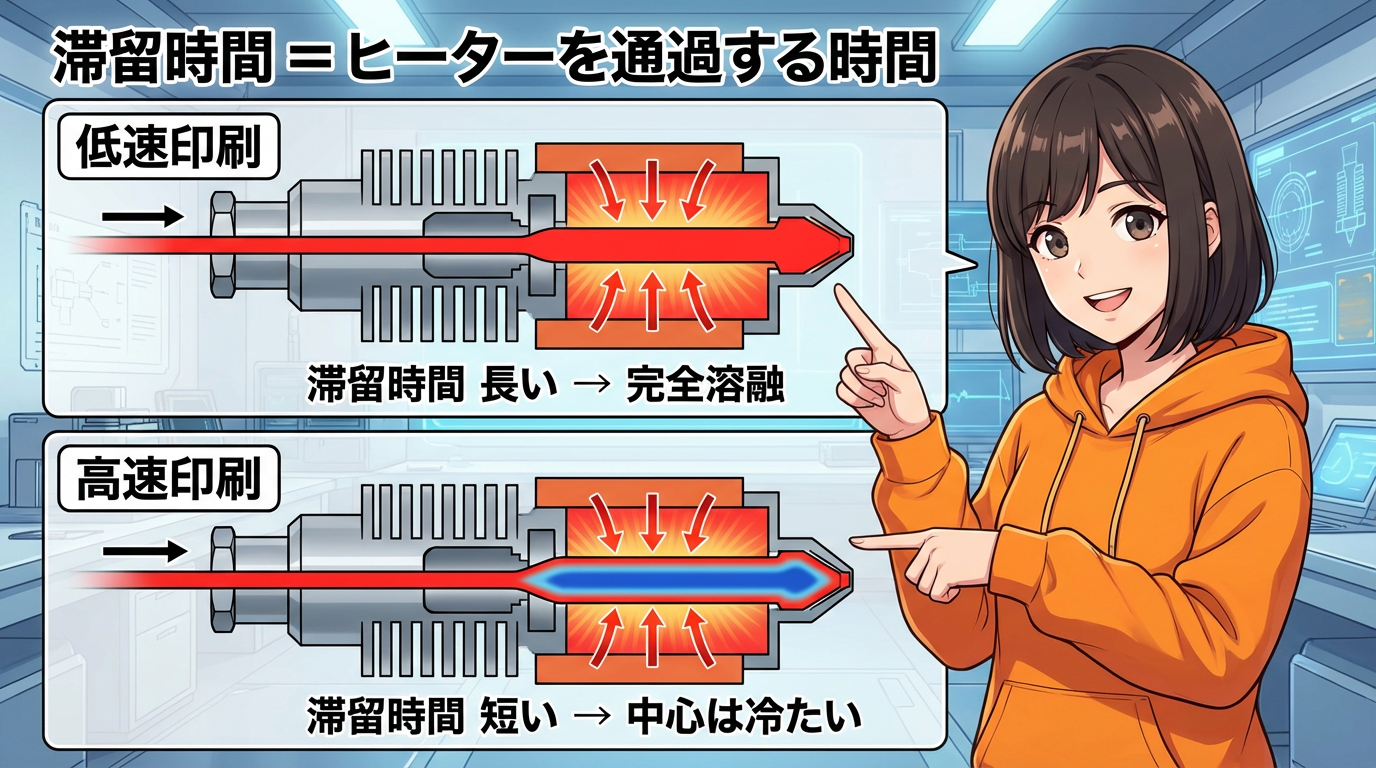
ここで「滞留時間」という概念が出てきます。樹脂がヒーターブロックの中を通過する時間のこと。

ノズル温度を220℃に設定しても、樹脂が実際に220℃に達してるとは限らない。高速印刷だと、樹脂がヒーターブロックを通り抜ける時間が短い。中心部まで熱が伝わりきる前にノズルから出てしまう。だから実効温度は設定温度より低くなる。
Bambuが高めの温度を推奨してるのは、この熱伝達の遅れを補償するためです。
素材別温度レンジ
- PLA: 210〜230℃(高速時は220℃以上必須)
- PETG: 240〜270℃(熱伝導率が低く、MVSも低め。目安15mm³/s程度)
- ABS/ASA: 250〜280℃(エンクロージャー推奨)
- TPU: 220〜240℃(制限要因は温度より「座屈」)

PETGの注意点として、熱伝導率がPLAより低いため、温まるのに時間がかかります。無理に速度を上げると層間剥離が起きやすい。
TPUは温度を上げても速度は上がりません。フィラメントがバネみたいに圧縮される「座屈」が制限要因だからです。
温度タワーの判断基準
最適な温度を見つけるには「温度タワー」というテストプリントが有効です。段ごとに温度が変わるモデルを印刷して、どの温度が一番綺麗か見比べます。
判断基準は複合的に:
- 光沢が均一か(マットな質感は溶融不十分のサイン)
- 糸引きがないか
- 文字が潰れてないか
- ブリッジがちゃんと架かってるか
- 層間が割れやすくないか
ホットベッド温度 ― 季節で変わる理由
ベッド温度の役割
ホットベッドの役割って、単に樹脂をくっつけることだけじゃないんです。
ポリマーには「ガラス転移点」という温度があって、それより高いとゴムみたいに柔らかく、低いとガラスみたいに硬くなる。ホットベッドはこのガラス転移点付近の温度を維持することで、残留応力を緩和してるんです。
素材別ベッド温度
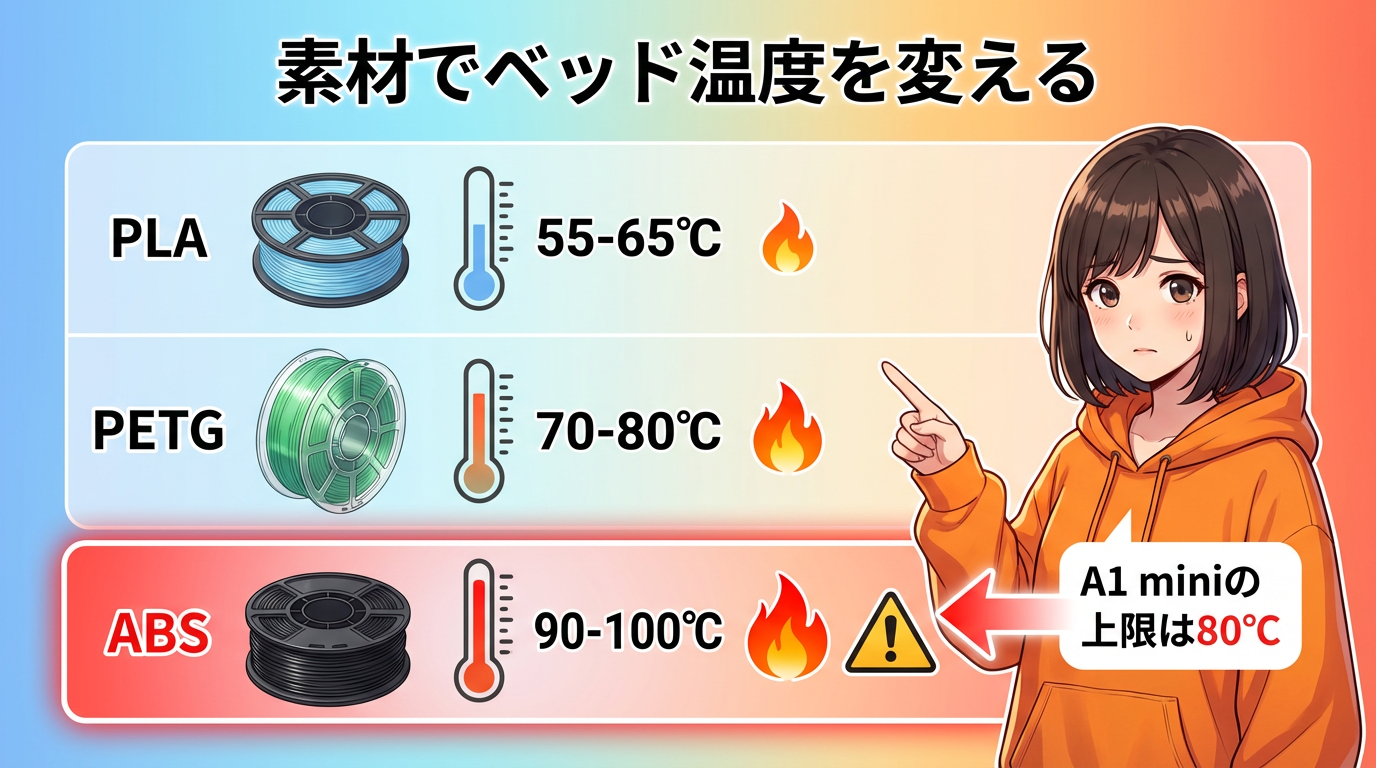
- PLA: 55〜65℃
- PETG: 70〜80℃
- ABS: 90〜100℃
A1 miniの「80℃の壁」
A1 miniユーザーの方は気づいてると思いますが、A1 miniのベッド温度上限は80℃。ABSの推奨温度(90〜100℃)に届きません。公式にもABSは非推奨です。
どうしてもやりたい場合のワークアラウンドは報告されています:
1. 簡易チャンバー ― 段ボール箱などで周囲を覆い、周囲温度を上げて冷却速度を遅らせる
2. PLAインターフェース層 ― 1層目だけPLAで印刷して、その上にABSを積層
ただし、これらの方法でも剥離や反りが出やすいという報告があります。あくまで検証前提で試す必要があり、自己責任でお願いします。
Winter Syndrome ― 冬場の印刷不良
「夏は完璧だったのに、冬になったら定着しない」。これ、実は多くの人が経験してます。

室温が10℃下がると、フレームや吸気温度も下がります。ベッドのサーミスタが60℃を示していても、ベッドの端っこは外気で冷やされて数度低い可能性がある。
さらに、ノズルから出た樹脂が外気に触れた瞬間の冷却が速くなるので、層間接着も落ちやすい。
冬場の対策(2つ)
1. ベッド温度を+5〜10℃上げる
2. 印刷開始前に10〜15分の「ヒートソーク」 ― 予熱運転で、チャンバーやフレーム全体を温めてから印刷を始める

これだけで冬場の定着不良はかなり改善します。
冷却ファン ― 形状精度 vs 強度のトレードオフ
冷却の二面性
冷却は「両刃の剣」です。
メリット:オーバーハングやブリッジが綺麗になる。形状精度が上がる。
デメリット:冷やしすぎると層間接着が弱くなる。次の層と絡み合う前に固まっちゃうから、強度が落ちる。

「形状精度 vs 強度」のトレードオフがあるんです。
素材別ファン設定
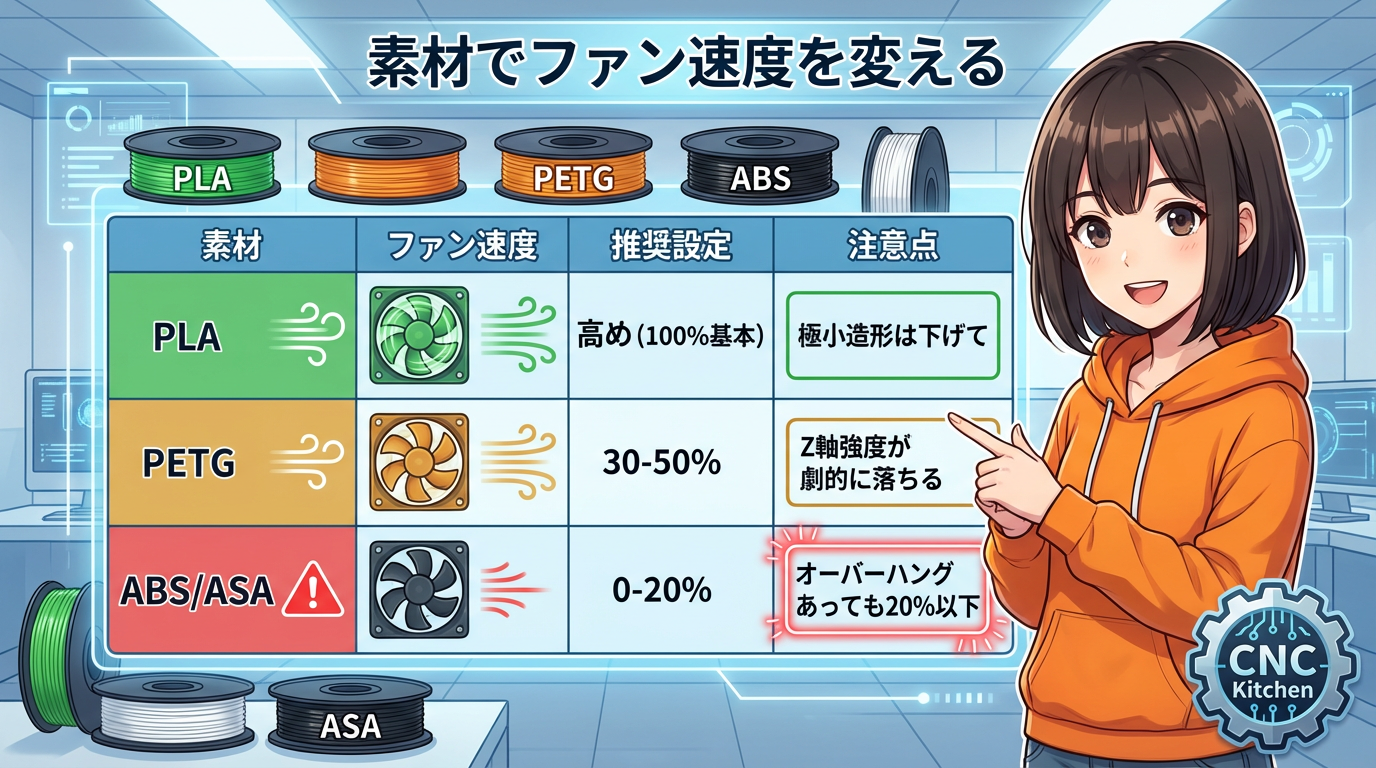
CNC Kitchenさんの実験データも参考にした目安です。
- PLA: 高め(100%基本)。冷却不足で熱ダレする方が問題になりやすい。ただし極小造形や表面荒れが気になる場合は少し下げて
- PETG: 30〜50%。冷やしすぎるとZ軸方向の強度が劇的に落ちる
- ABS/ASA: 0〜20%。わずかな風でも層間剥離を起こす。オーバーハングがあっても20%以下
補助パーツ冷却ファン(Aux Fan)の注意点
Bambu Labには「補助パーツ冷却ファン(Aux Fan)」があります。サイドから強力な風を送るやつ。
高い塔みたいな断面積が小さいモデルには必須なんですけど、大きな平面には注意が必要。
片側からだけ風が当たると、そっち側だけ収縮して、モデルが反り上がることがあるんです。反りやすい形状を印刷する時は、Aux Fanはオフか、かなり弱めに。
速度・温度・冷却の三角形
三角形のバランス
冒頭で言った「三角形の関係」を整理します。
- 速度を上げる → 滞留時間が減る → 温度を上げる必要がある
- 温度を上げる → 固化が遅れる → 冷却を強化する必要がある
- 冷却を強化する → 層間接着が弱くなる → 強度が必要なら速度を落とす必要がある

目的別の調整方針
- 外観重視: 冷却強め、速度控えめ
- 強度重視: 冷却弱め、温度高め
- 速度重視: 温度上げ、PLAで
この三角形を、印刷する目的に合わせて意図的にバランスを崩す。それが「プリセット依存からの脱却」です。
まとめ:今日からできる3つのこと
① 速度モードを意識する ― 特にPETGやTPUを使う時は、標準かサイレントがおすすめ。超高速は「素材・形状・MVSに余裕があるときだけ」
② 冬場はベッド温度+5℃、10分のヒートソーク ― 季節で設定を変えることを恐れない
③ PETGやABSはファン速度を確認 ― 高すぎたら下げてみる。強度が変わるはず

次回は「仕上げの極意」。ブリム、シーム、引き戻し、フロー比。「糸引きが取れない」「シームの縦線が気になる」という悩みを解決します。
👇 動画でも詳しく解説しています
https://www.youtube.com/@3dbox203
👇 Podcastでも配信中
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
👇 noteでも記事を公開中
https://note.com/mar810


コメント