
推定読了時間: 約8分
文字数: 約5,500文字
この記事の内容は、YouTubeとPodcastでも詳しく解説しています!
YouTube: https://www.youtube.com/@3dbox203
Podcast: https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
こんにちは、まーです!

スライサーの設定、プリセットのまま使ってませんか?
正直に言うと、僕も最初はプリセットそのまま派でした。「0.20mm Standard」を選んで、スライスして、印刷。それで十分キレイに出るから、わざわざ設定をいじる必要を感じなかったんですよね。

でも、ある日フィギュアの曲面がカクカクして「もっと滑らかにしたい」と思った時、どこを変えればいいか分からなくて。適当に数値をいじったら印刷時間が3倍になってしまって。「そこじゃない感」がすごかったんです。
今日は「積層ピッチ」「壁」「インフィル」の3つについて、「なぜその設定があるのか」を解説していきます。

先に結論を言うと、強度に一番効くのは「インフィル密度」じゃなくて「壁の厚さ」です。
実はこの3つの設定、Bambu Studioの「品質」タブと「強度」タブで8割が決まります。

積層ピッチとは?
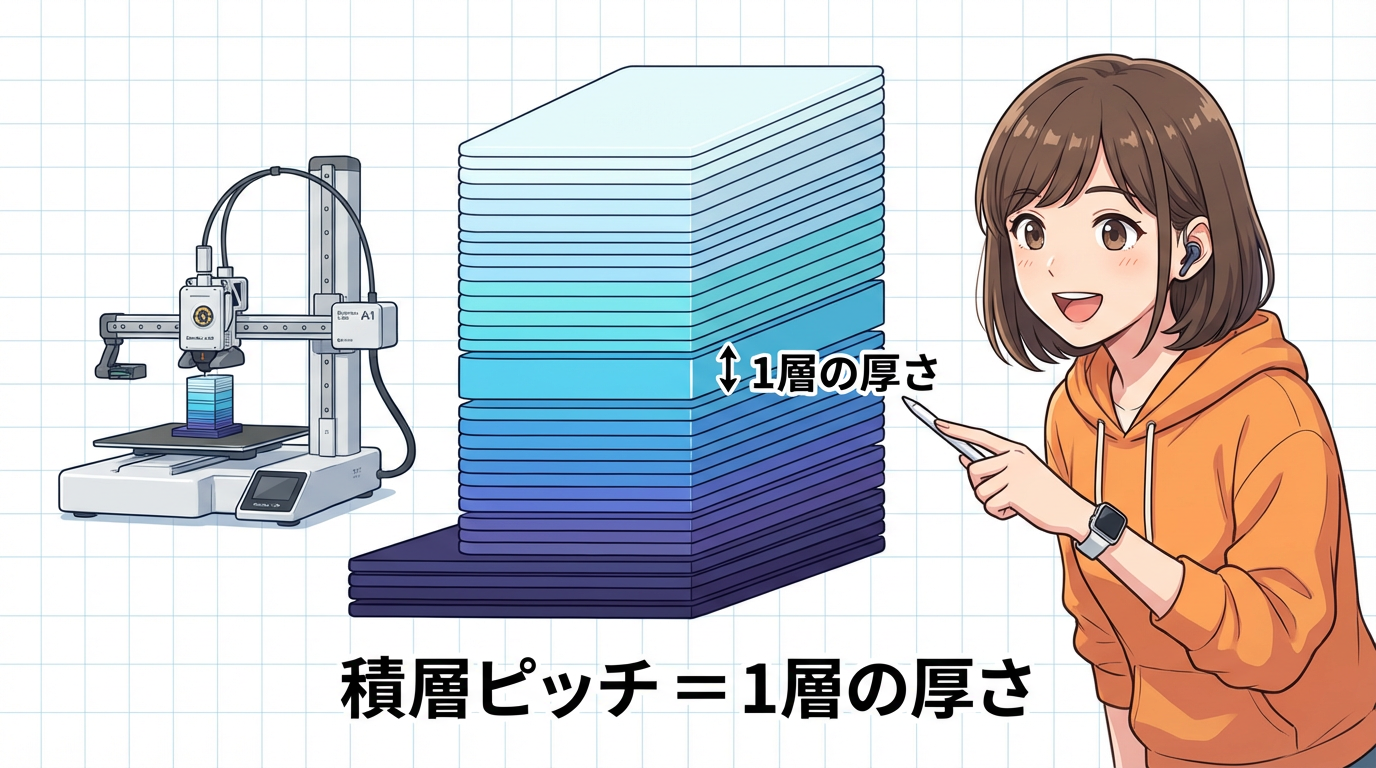
Bambu Studioの「品質」タブを開くと、一番上にあるのが「積層ピッチ」(Layer Height)。
これは「1層の厚さ」のこと。3Dプリンターは薄い層を1枚ずつ積み重ねていく仕組みなので、その1枚1枚の厚さがこの数値です。
ケーキをスライスする厚さに例えると分かりやすい。薄くスライスすれば断面は滑らかだけど、作業回数が増える。厚くスライスすれば早く終わるけど、断面にギザギザが見える。3Dプリントもまったく同じ原理です。
ノズル径との関係
積層ピッチには「おおまかな目安」があります。
よく言われるのが「ノズル径の25%から75%」。0.4mmのノズルなら、0.1mmから0.3mmの範囲です。Bambu Studioのデフォルト「0.20mm」は、ちょうど50%。ど真ん中の安全地帯なんですね。
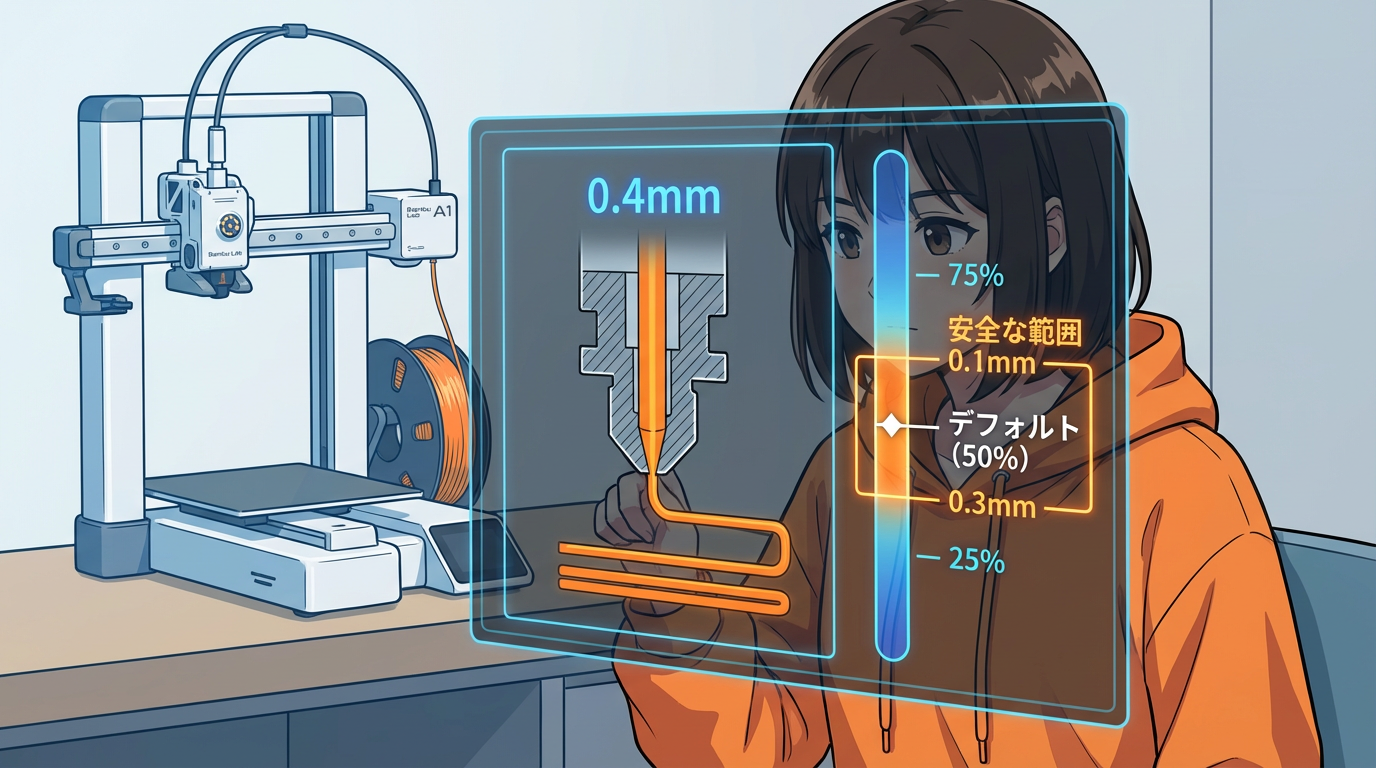
厚すぎると、樹脂が下の層にちゃんと押し付けられない。逆に薄すぎると、樹脂の量が少なすぎてギアが空回りしたり、詰まりの原因になったりします。
積層ピッチの比較
0.4mmノズルの場合の目安をまとめるとこんな感じです。
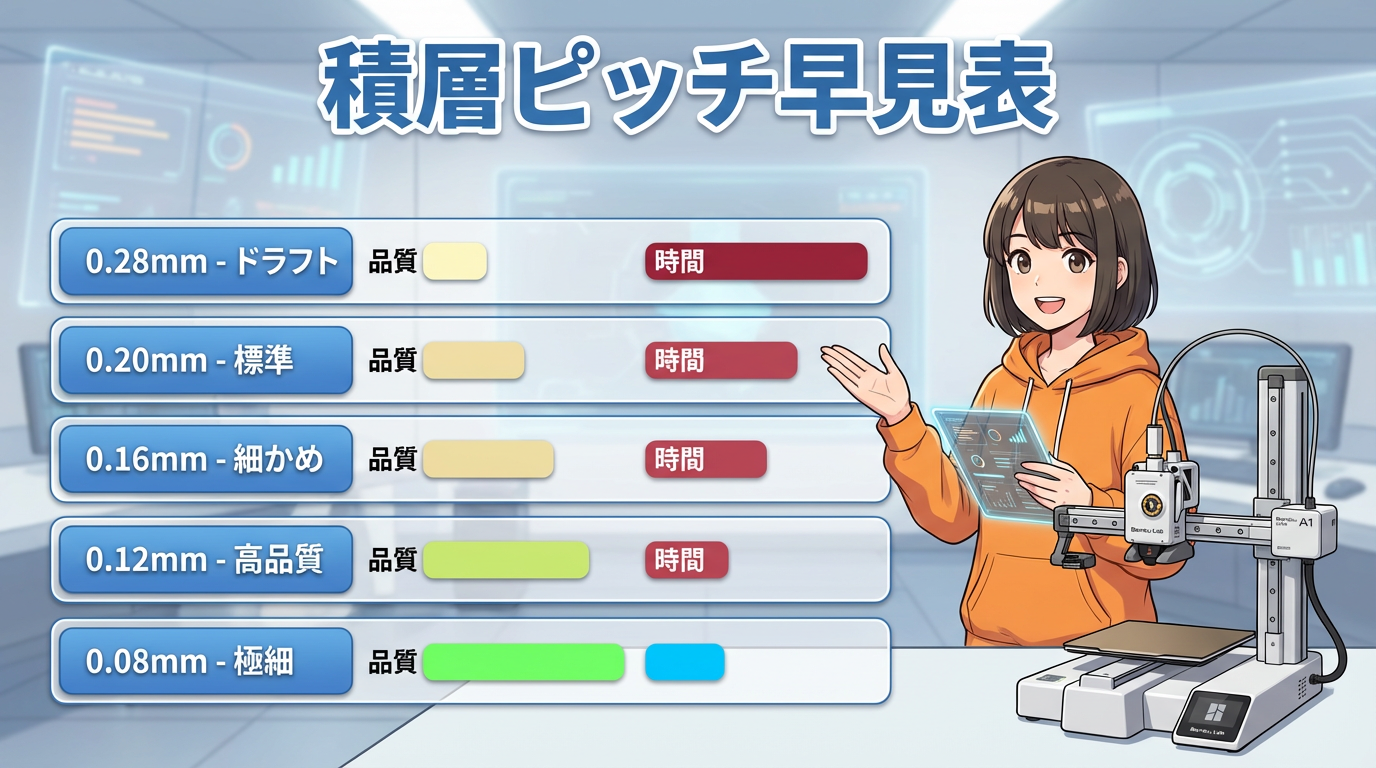
0.28mm(ドラフトモード)
速い。でもカクカクが目立つ。工具ホルダーとか、見た目を気にしない実用品向け。
0.20mm(標準)
速度と品質のバランスが一番良い。迷ったらこれ。
0.16mm(細かめ)
曲面が滑らかになる。フィギュアや見せるものに。
0.12mm(かなり細かい)
時間は倍近くかかるけど、球体の階段状の段差がかなり消える。
0.08mm(極細)
ミニチュアなど特殊用途。印刷時間は覚悟が必要です。
「細かい=強い」とは限らない
ここで大事な話。「積層ピッチを細かくすれば強くなる」と思ってませんか?

実はこれ、「細かい=必ず強い」ではないんです。
ある程度厚い層の方が「熱の量」が多いから、下の層を温め直す力が強くて、樹脂同士がしっかり絡み合いやすい。ただし、厚くしすぎると押し付けが甘くなって、逆に弱くなることもある。
使い分けの目安はこんな感じ。
繝サ強度が必要な部品 → 0.20mm〜0.24mmが無難
繝サ見た目が大事なもの → 0.12mmや0.16mmの細め
繝サ速く済ませたい → 0.28mm
可変積層ピッチ ― 両取りの裏技
「1つの部品の中に曲面も平面もあるんだけど」という時に使えるのが「可変積層ピッチ」です。
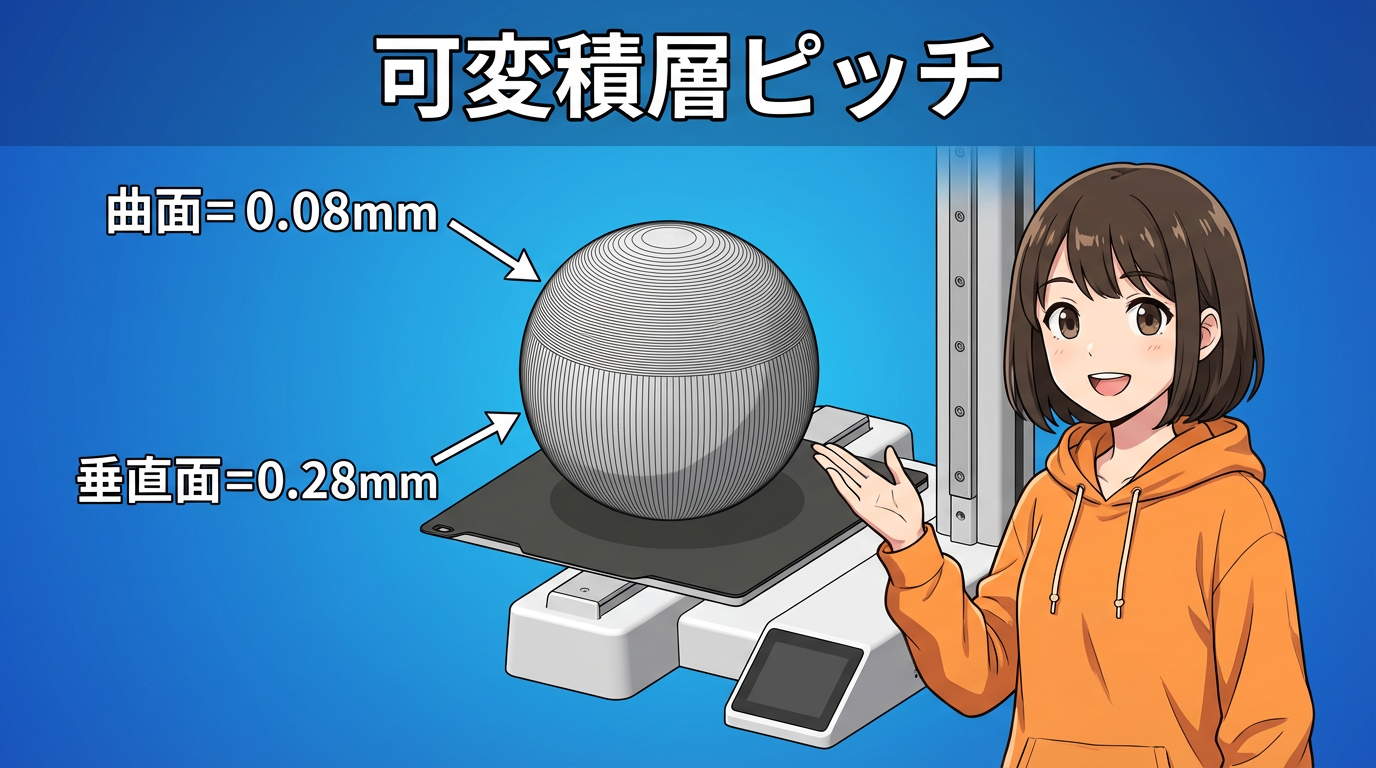
Bambu Studioのツールバーに「可変積層ピッチ」というボタンがあり、「アダプティブ」や「滑らか目」みたいなモードが選べます。
有効にすると、モデルの形に合わせて積層ピッチを自動で変えてくれる。垂直な壁は0.28mmでサクッと積み上げて、球体の頂点みたいな緩い傾斜は0.08mmで丁寧に。1回の印刷の中で自動でやってくれるんです。
ただし注意点もあって、急に積層ピッチが変わると、表面に光の筋みたいな模様が出ることがあります。「滑らか目」モードを選ぶと変化が緩やかになって、目立ちにくくなりますよ。

壁面層数 ― 強度の本命
ここからが今日の一番大事なパート。壁の設定です。
「強度」タブを開くと、上の方に「壁面層数」(Wall Loops)があります。
壁というのは、モデルの外側の殻。チョコエッグの殻を想像してもらえると分かりやすい。この殻が何重になっているかがこの設定です。

デフォルトは2。つまり、外壁と内壁の2枚重ね。1枚あたりの厚さは約0.42mm。2枚だと約0.84mmの殻ですね。
なぜ壁が強度に効くのか?
同じ量のプラスチックを使う場合、「中身のインフィルを増やす」より「壁を厚くする」方が、効率的に強くなる傾向があります。
理由は「棒を曲げる時、中身より外側が大事」だから。

丸い筒を曲げようとした時、一番頑張ってるのは外側の壁。中心部の素材はほとんど仕事してない。これは構造力学で「断面二次モーメント」と呼ばれる考え方で、中心から遠い場所に材料があるほど、曲げに強いんです。
だから、インフィルを20%から50%に増やすより、壁を2層から4層に増やす方が、同じ材料追加量で効果が大きいことが多い。
壁面層数のガイドライン

2層(デフォルト)
飾り物やプロトタイプ向け。最低限の強度。
3〜4層
実用品のスイートスポット。工具ホルダー、スマホスタンド、収納ケースなど。
5〜6層以上
ボルトで締める部品や、強い力がかかる場所。ほぼ中実に近い強度が出ます。
Arachne ― 薄い壁の救世主
壁に関連して便利な機能が「Arachne」エンジン。
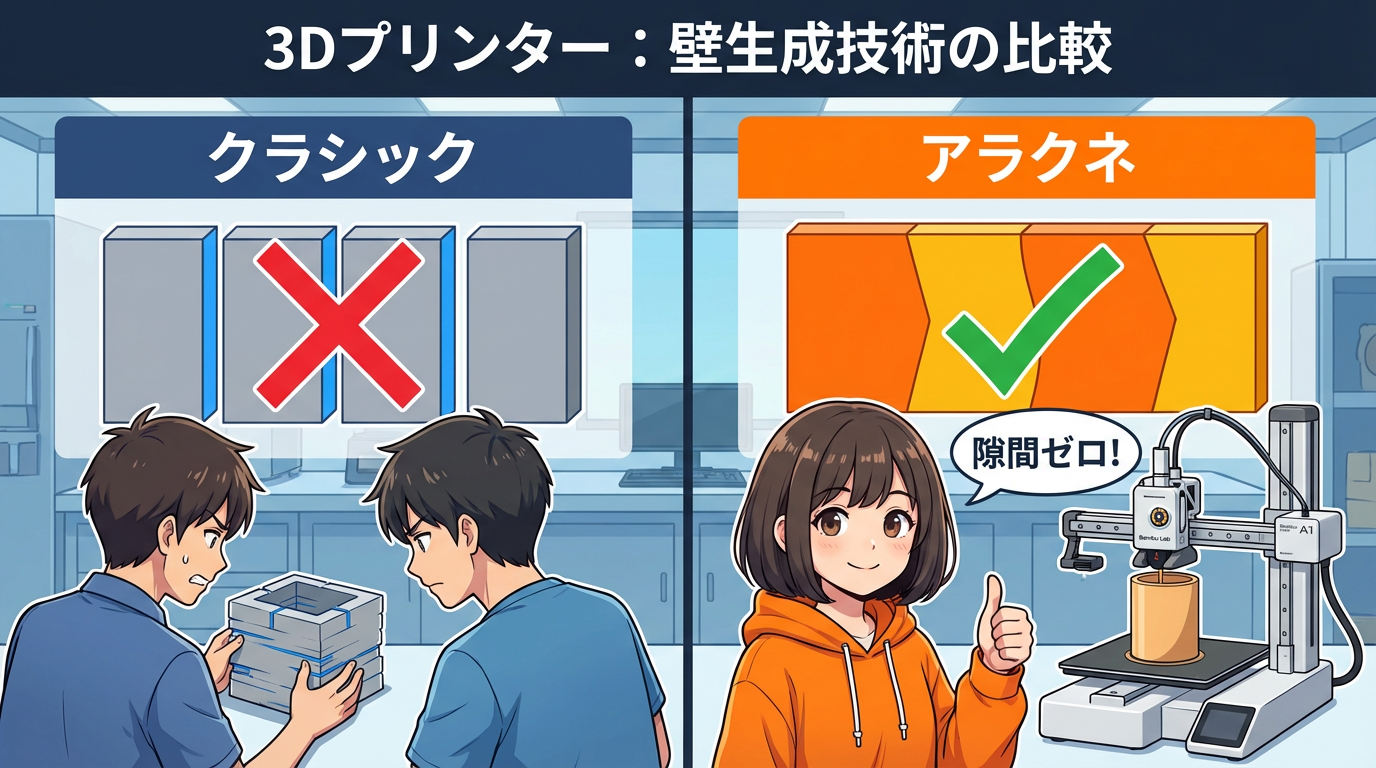
従来の「Classic」エンジンは壁の線幅が0.42mm固定。だからモデルの壁厚が1.0mmだと、0.84mmの壁を置いて、残り0.16mmを無理やり埋める。これが隙間の原因になるんですね。
Arachneは壁の線幅を自動で変えてくれます。1.0mmの壁なら0.5mm×2本でピッタリ。隙間ゼロ。彫刻品の細かい文字とか、先端が尖った形状で違いが出ますよ。
壁の印刷順序
もう一つ知っておくと便利なのが、壁の印刷順序です。
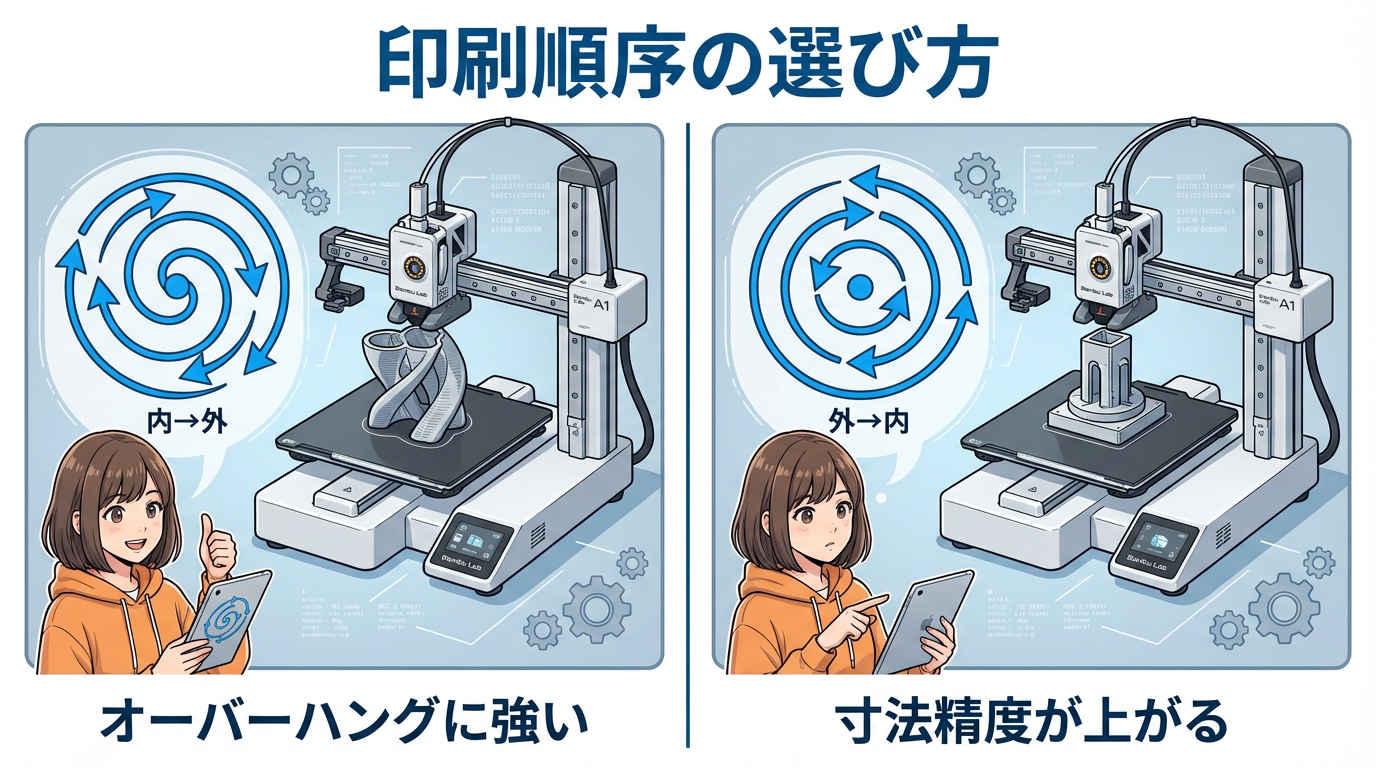
「内→外」の順で印刷すると、オーバーハング(張り出し)に強くなります。内壁が先にできて支えになるからですね。
一方「外→内」にすると、外側の寸法精度が上がります。外壁を最初に印刷するので、他の壁に押されてズレることがない。
用途に応じて使い分けると、仕上がりがワンランク上がります。
インフィル ― 内部の骨組み
3つ目のテーマ、インフィルです。
「強度」タブの中に「充填密度」(Infill Density)と「充填パターン」(Infill Pattern)があります。
インフィルの主な役割は3つ。

① 壁を内側から支えて、壁が潰れないようにする
② 上蓋(トップシェル)を閉じる時の足場になる
③ 全体の形を維持する骨組み
つまり「外側の壁を裏から補強する内部トラス(骨組み)」なんです。
密度と強度の関係 ― 収穫逓減
「密度を2倍にすれば強度も2倍」と思いますよね。でも実際はそうならない。
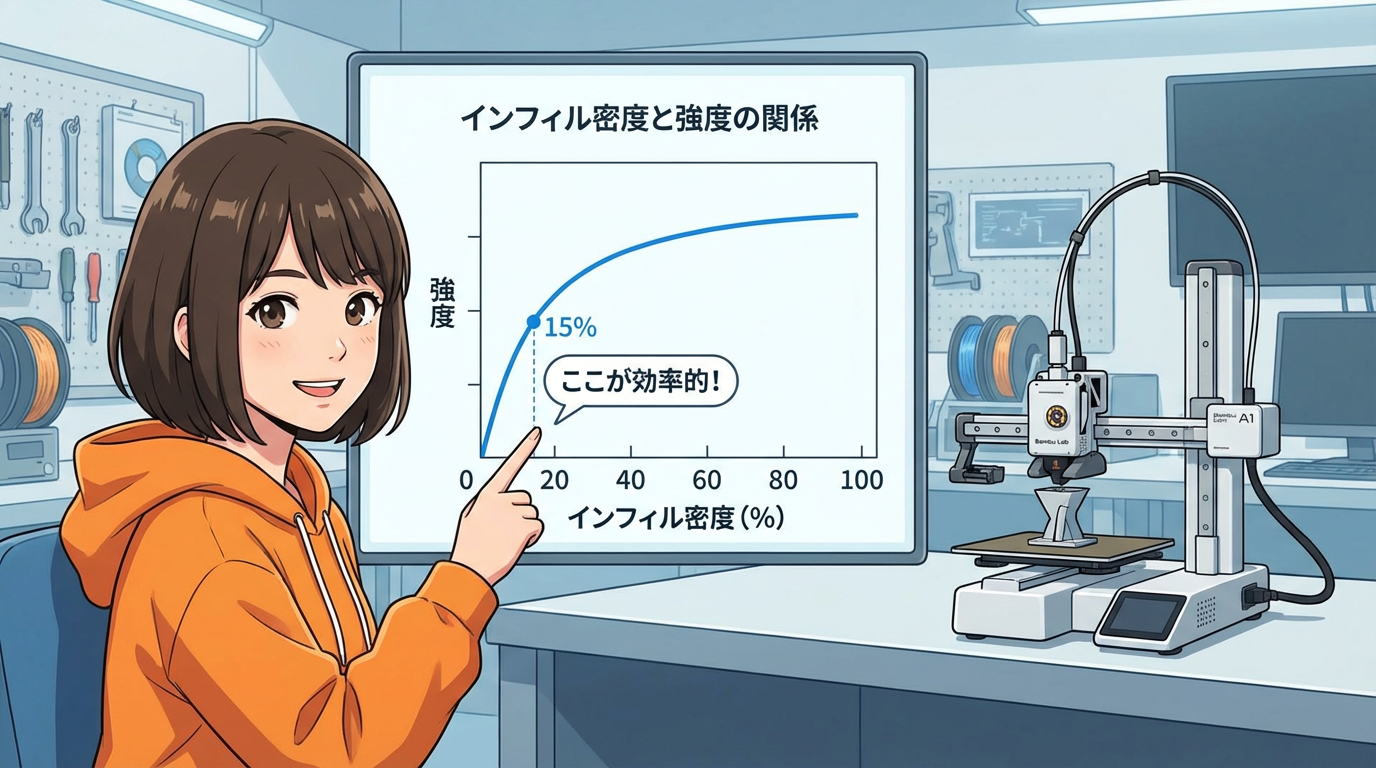
0%から15%に上げると、強度は急激に上がります。骨組みゼロの状態から骨が入るわけですから、効果はめちゃくちゃ大きい。
でも20%から40%に上げても、強度の上がり方は鈍くなる。材料は倍使ってるのに、強度は1.3倍とかそのレベル。
だから、30%以上にインフィルを増やす前に、壁面層数を1つ増やした方が効率的なことが多い。これが今日の最大のポイントです。
100%は使うべきか?

実は100%はかなり限定的な場面でしか使いません。
理由は2つ。時間と材料がとんでもなく増える。そして意外なことに、ABSやASAみたいな収縮率が高い素材で100%にすると、内部にストレスが溜まって反りや割れの原因になるんです。
100%が必要なのは、ネジの下穴とか締結部品の接合面とか、本当にソリッドじゃないとダメな場面だけです。
パターンの選び方
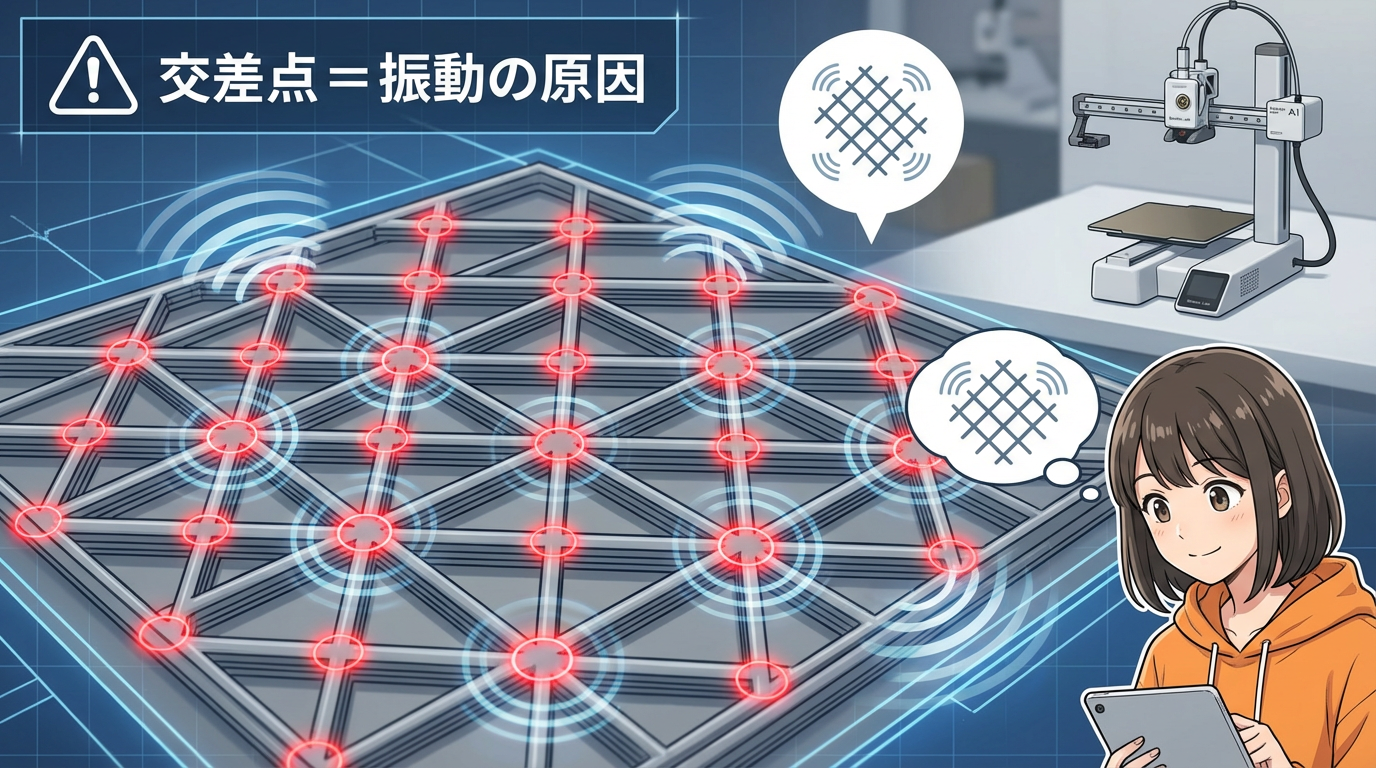
グリッドの弱点
グリッドは格子状のパターン。ただし高速機ではノズルが交差点を乗り越える時に振動・騒音の原因になることがあります。
ジャイロイドがおすすめ

波打つ3D曲面パターンのジャイロイド。線が交差しにくいので高速でも静か。しかも全方向にバランスよく強い「等方性」を持っています。
迷ったらジャイロイド一択です!
その他のパターン
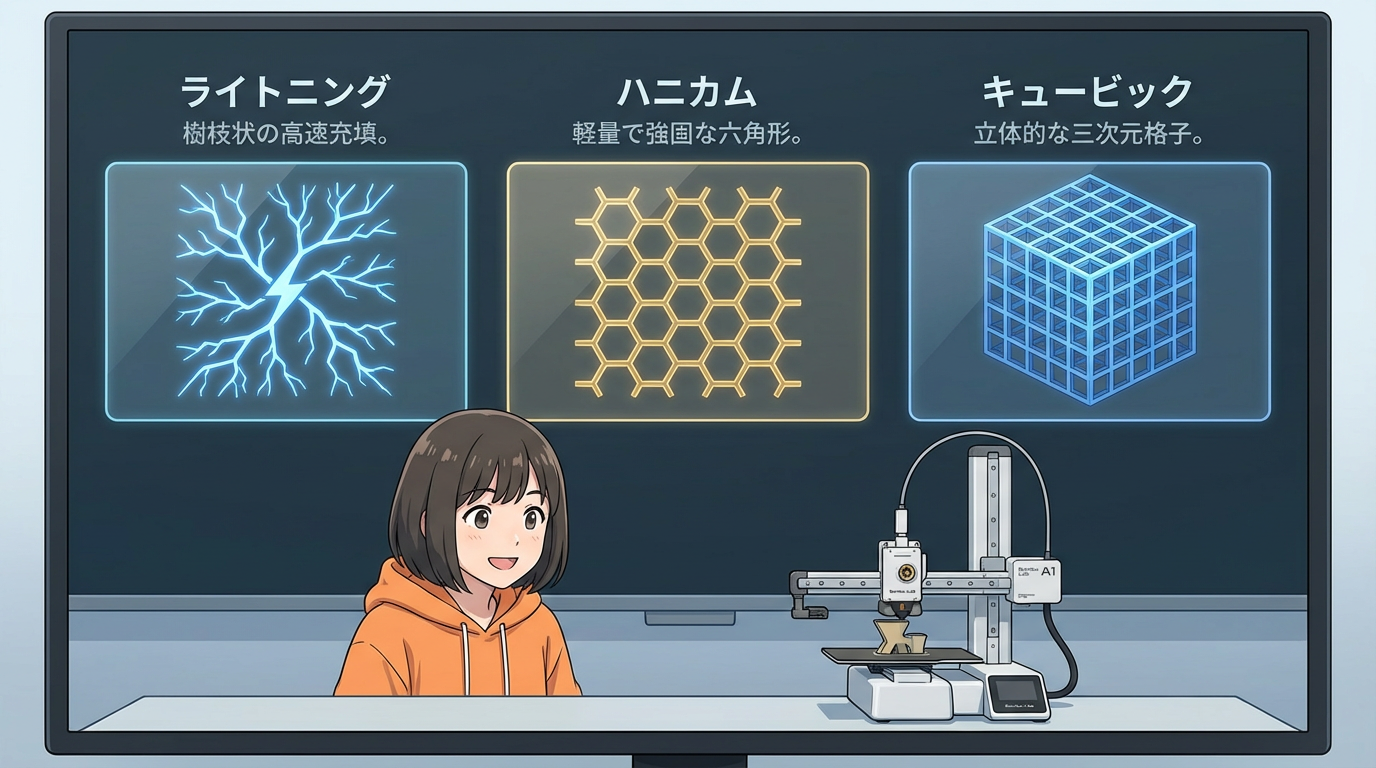
ライトニング
稲妻のような木の枝状。上蓋を支える部分だけにインフィルを作り、下は空洞。フィギュアなど強度不要なモデルに最適で、材料・時間を大幅に節約できます。
ハニカム
六角形の蜂の巣構造。軽くて丈夫。
キュービック
3D格子。全方向に均等な強度が欲しい場合に便利です。
用途別おすすめセット
フィギュアや飾り物
壁2層 / 充填密度5-15% / ライトニング
→ とにかく軽く速く
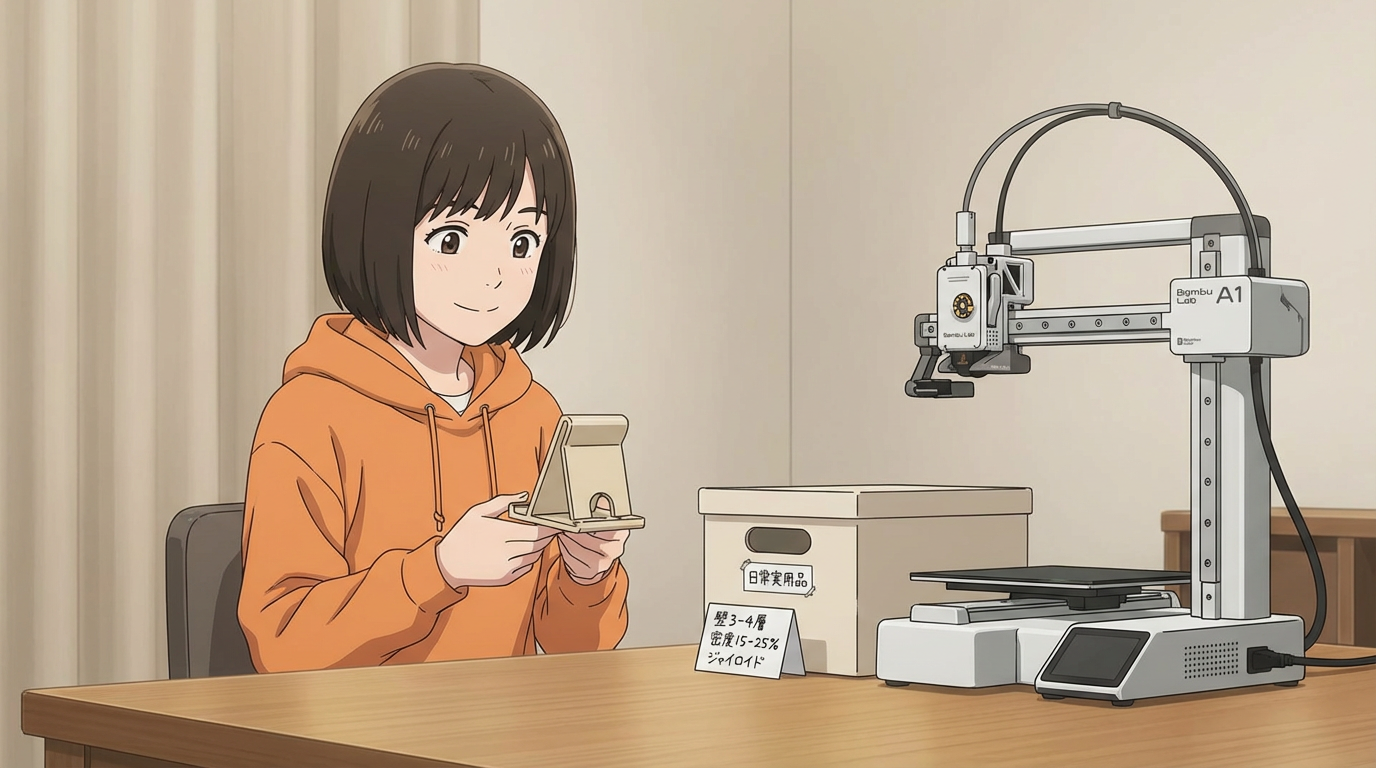
スマホスタンドや収納ケースなど日常実用品
壁3-4層 / 充填密度15-25% / ジャイロイド
→ 強度と効率のバランスが良い
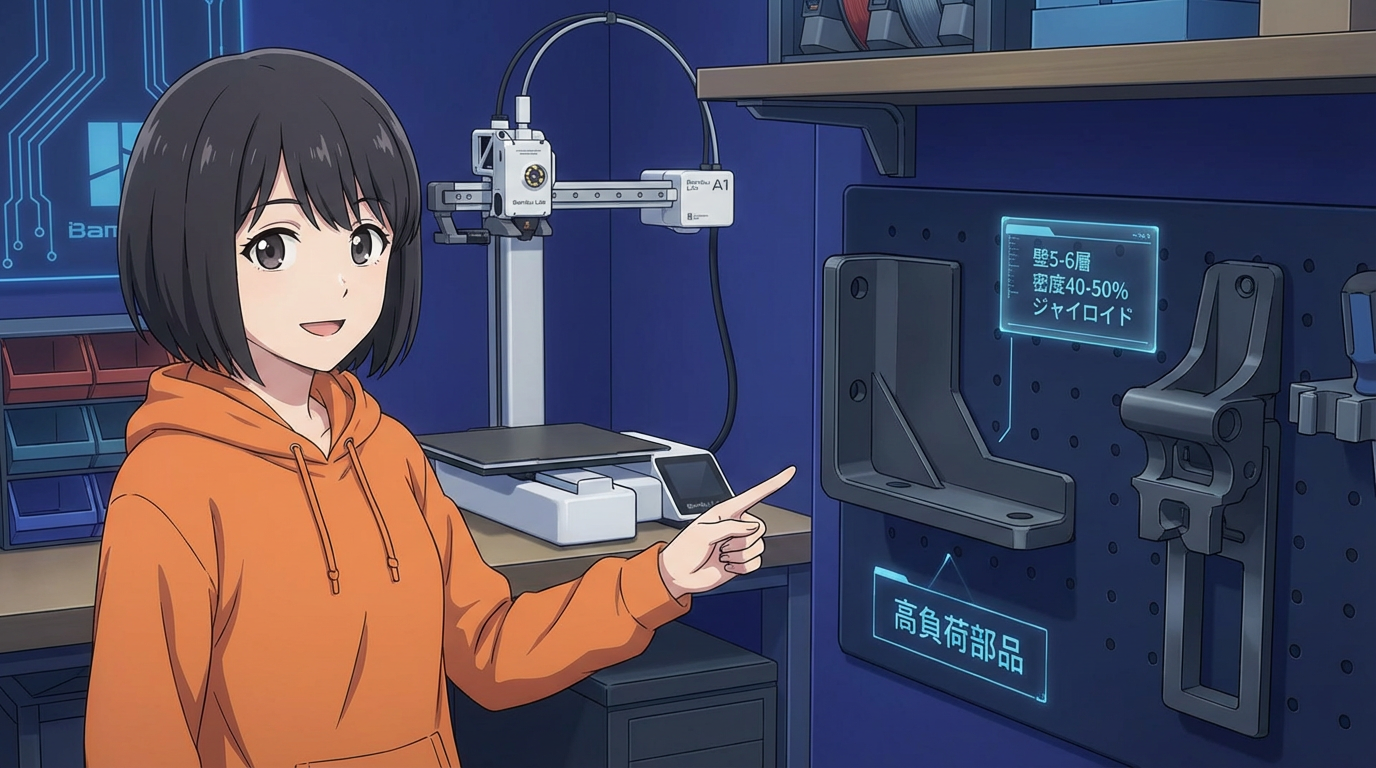
工具ホルダーや棚受けなど高負荷部品
壁5-6層 / 充填密度40-50% / ジャイロイド
→ 壁の厚さで剛性を確保しつつ、密なインフィルで座屈を防ぐ
よくある質問
Q. 線幅って変えた方がいい?
基本的にはデフォルトの0.42mmでOKです。変える必要があるのは精密な寸法管理が必要な時だけ。普段使いなら気にしなくて大丈夫。
プリセットを読み解く
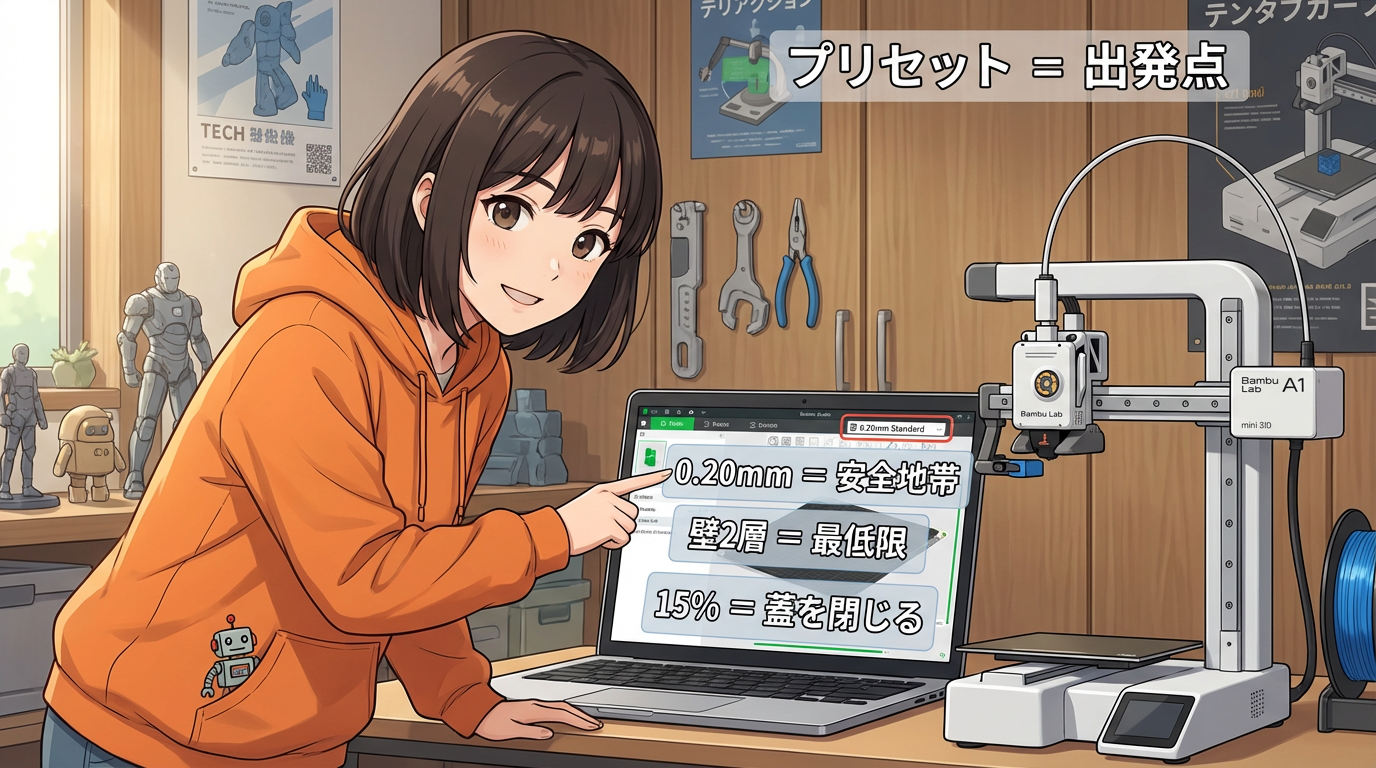
改めてプリセット「0.20mm Standard」の中身を見てみると、こうなっています。
繝サ0.20mm → ノズル径の50%、安全地帯
繝サ壁2層 → 最低限の強度
繝サ15% → 上蓋を閉じるギリギリの密度
つまりプリセットは「全方位にそこそこ良い、安全な出発点」なんです。ここから用途に合わせてカスタマイズしていくのが、チューニングの第一歩ですね。
まとめ
積層ピッチ
「細かい=強い」とは限らない。見た目なら細く、強度なら0.2mm前後が無難。
壁面層数
強度に一番効く設定。インフィルより先に壁を増やす。実用品なら3-4層。
充填密度
「内部の骨組み」。15-25%で十分なことが多い。パターンは高速機ならジャイロイド。
今日やること、3ステップだけです。
① 設定の場所を確認する(品質タブと強度タブ)
② 壁を2層から3層に増やしてみる
③ ジャイロイドを試してみる
これだけで、印刷物の強度がグッと変わるはずです。
次回は「速度と温度の科学」をお届けします。お楽しみに!
👇 動画でも詳しく解説しています

👇 Podcastでも配信中

👇 noteでも記事を公開中


コメント