
シリーズ: プリンター基礎編(前後編の前編)
想定読了時間: 約12分 | 文字数: 約5,500文字
🎧 Podcastで聴く → https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeで観る → https://www.youtube.com/@3dbox203
🎯 はじめに ─ ノズルを変えると「物理」が変わる

こんにちは、まーです!
みなさん、ノズル径の使い分けってちゃんと考えたことありますか?
僕も最初は0.4mmノズル一択でした。「細いのは精密で、太いのは速い。まあそんなもんでしょ?」くらいの認識だったんです。
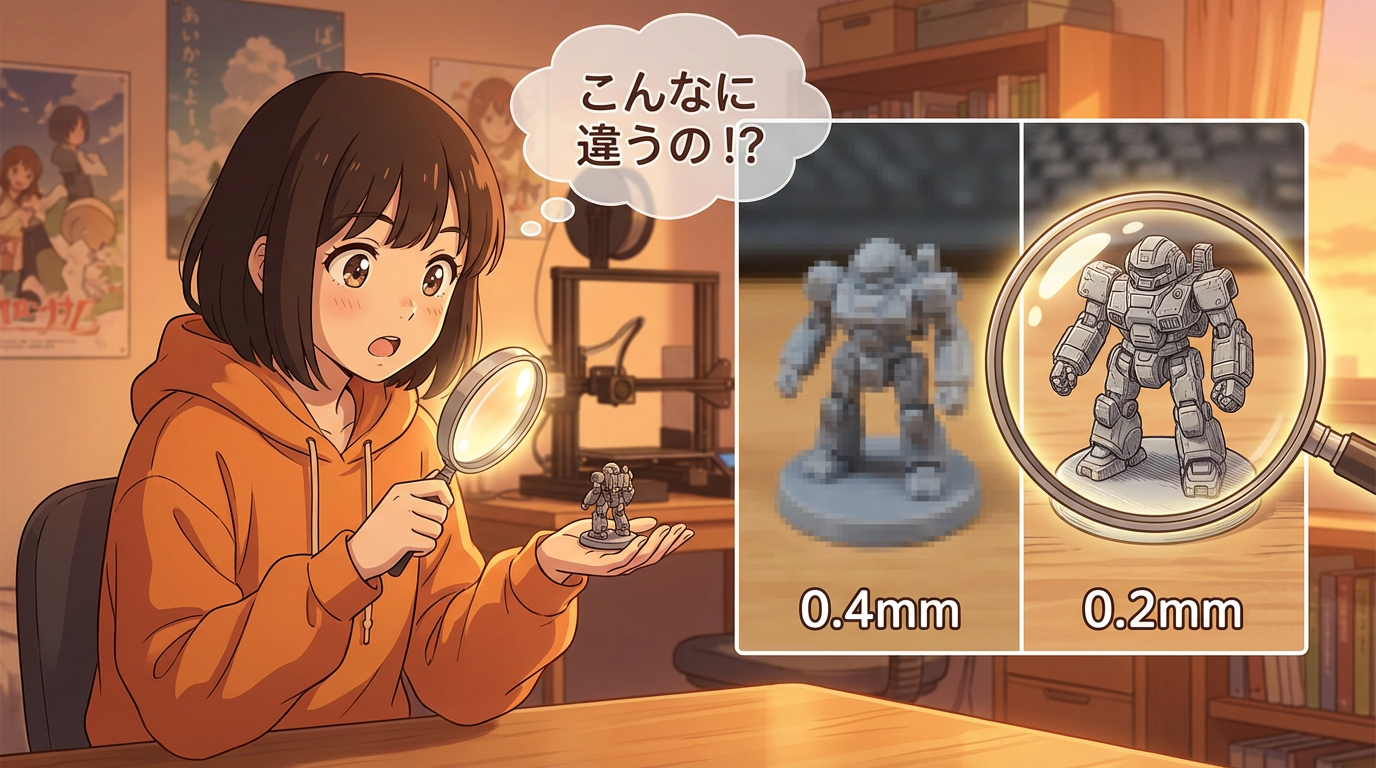
でもある日、ミニチュアフィギュアを0.2mmノズルで出力してみたら、0.4mmでは絶対に出せなかったディテールが現れたんですよね。髪の毛の流れとか、装飾の細かい溝とか。「え、同じプリンターでこんなに変わるの?」って衝撃を受けました。
そこから気になって調べ始めたら、ノズル径の違いの裏には「流体力学」と「熱力学」の法則がガッツリ絡み合っていることが分かったんです。
今回は前後編でお届けします。前編の今日は「なぜノズル径で結果がこんなに変わるのか」という物理法則の話と、Bambu Studioでの設定方法。後編では実際の使い分けと、陥りやすい罠を解説しますね。
🔧 その前に ─ A1 miniのワンタッチノズル交換が革命的
本題に入る前に、大事なことをお伝えしておきます。
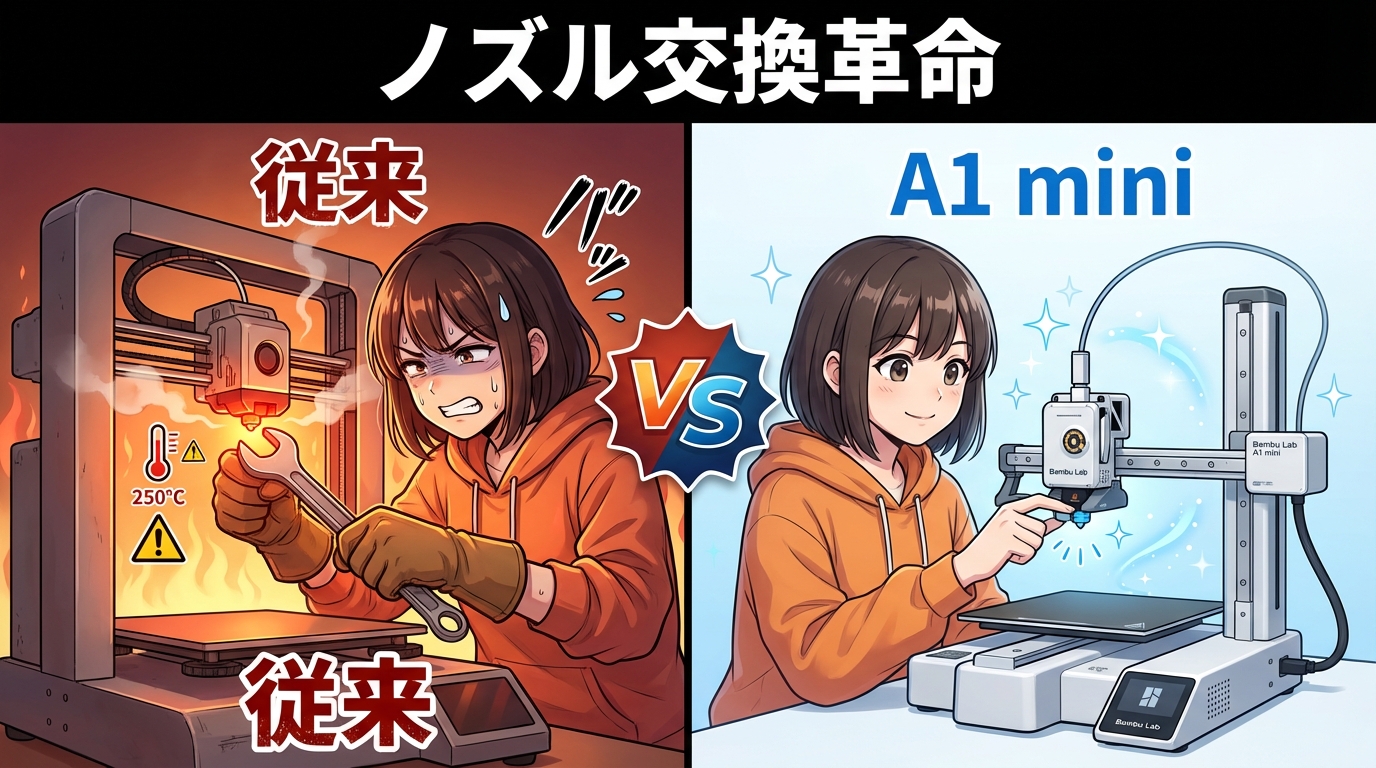
Bambu Lab A1 miniには「ワンタッチノズル交換機構」が搭載されています。これ、本当に革命的なんですよ。
従来の3Dプリンターでノズル交換するって、まさに「儀式」でした。250℃以上に加熱して、片手でヒーターブロックを押さえながらレンチで回す。火傷のリスクと隣り合わせで、正直めんどくさいし怖い 😅
A1 miniは全く違います。常温で、工具なしで、数十秒で交換できちゃう。
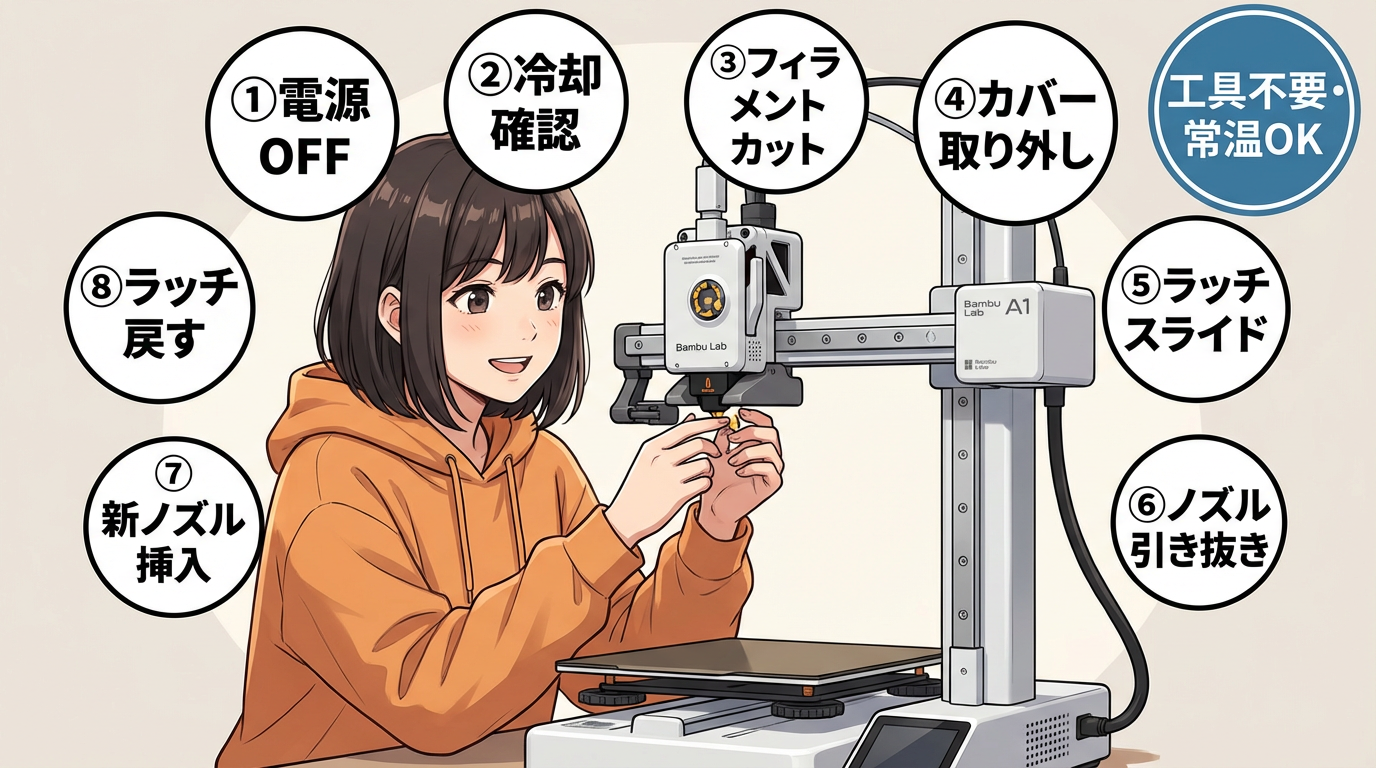
手順はこれだけ👇
① プリンターの電源を切るか、メンテナンスモードにする
② ノズルが冷めていることを確認
③ フィラメントレバーを押してフィラメントをカット
④ マグネット式カバーを外して、ラッチをスライド
⑤ ノズルを引き抜く
⑥ 新しいノズルを挿入して、ラッチを戻す
これだけです。詳しくは公式のクイックスタートガイドを見てみてくださいね。
この手軽さがあるからこそ、今日のテーマが活きてきます。「プリントする物に応じて、最適なノズルを選ぶ」。これが気軽にできるのがA1 miniの強みなんです。
🏆 先に結論! 3つのノズルの使い分け

いきなりですが、先に結論をお伝えしますね。

🔵 0.2mmノズル ─「極小のディテール」
ミニチュアフィギュア、鉄道模型、ジュエリー原型など、とにかく細部の再現性が命の造形に向いています。ただし、印刷時間は2〜4倍くらい伸びやすい(形状次第)。精密さと引き換えに時間がかかるということですね。
🟢 0.4mmノズル ─「黄金比」
品質・強度・速度のバランスが最適化された、いわばデファクトスタンダード。ほとんどのプリンターに標準で付いてくるのには理由があるんです。迷ったら0.4mmを使っておけば、まず間違いありません。
🟠 0.6mmノズル ─「爆速+高強度」
時短になりやすく、線が太くなる分、条件次第で強度面でも有利になることがあります。大きな造形物や、強度が欲しい機能パーツに最適。ただしディテールは犠牲になりやすい。
では、なぜこんなに違いが出るのか。ここからが本題です 💡
🔬 ハーゲン・ポアズイユの法則 ─ 圧力と半径の4乗の関係
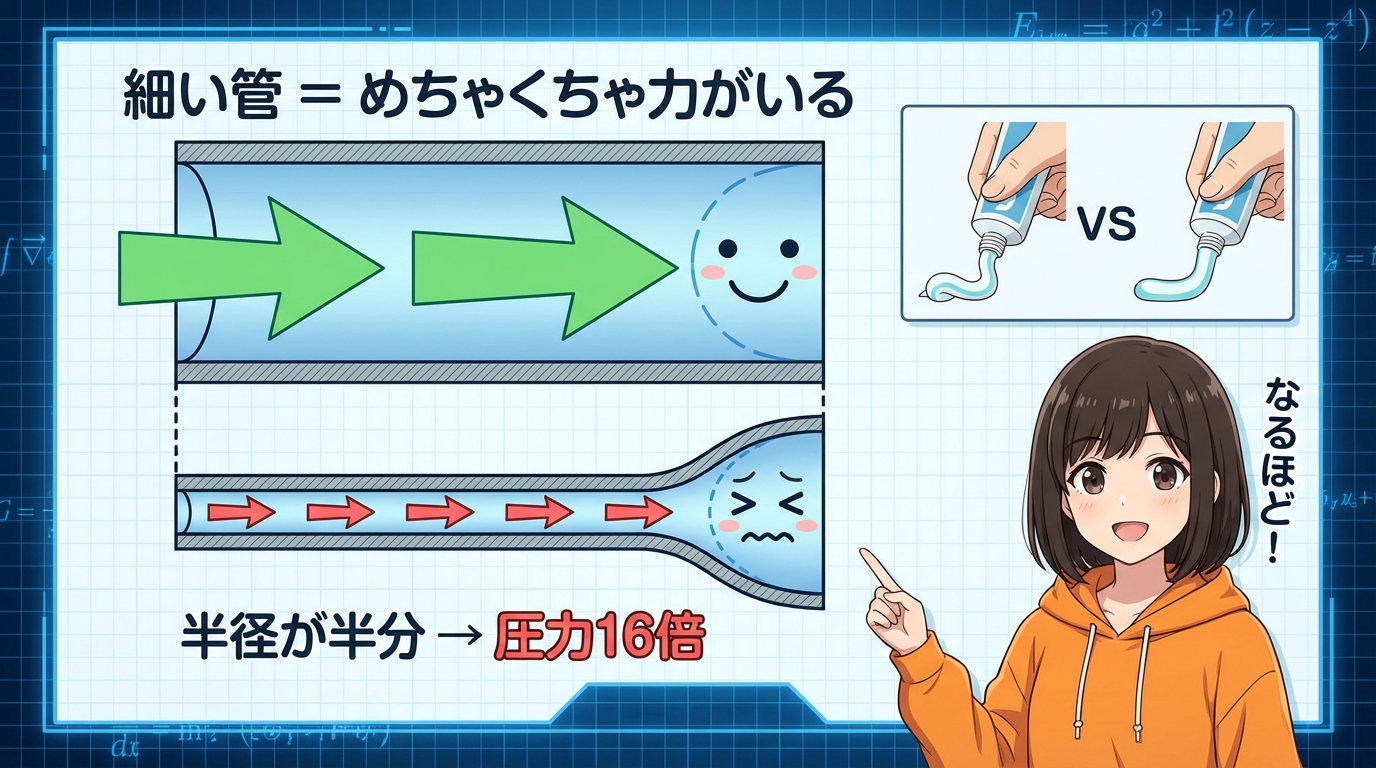
「ハーゲン・ポアズイユの法則」。名前だけ聞くと難しそうですけど、要は「細い管にモノを通すには、めちゃくちゃ力がいる」という話です。
数式的には、必要な圧力はノズルの半径の「4乗」に反比例します。
これ、ピンとこないかもしれないので具体的に言うと 👇
半径が半分になると、圧力は2の4乗、つまり「16倍」必要になる計算なんです。2倍でも4倍でもなく、16倍。これ、すごい数字ですよね。
🔴 0.2mmノズルの背圧 ─ 16倍の壁

これを0.4mmから0.2mmへの変更に当てはめてみましょう。
ノズルの内径が半分になるわけですから、理論上は同じ流量を出そうとすると、必要な圧力が16倍に跳ね上がる計算です。
実際のプラスチックは「シアシニング」(力をかけると粘度が下がる現象)で少し助けてくれますが、それでも巨大な背圧がかかることには変わりません。
だから0.2mmノズルでは印刷速度を大幅に落とさなければならないんです。「遅い」のは仕方ないんじゃなくて、物理法則がそうさせているんですね。
🟢 0.6mmノズルの圧力 ─ 劇的な低下

逆に、0.6mmノズルへの変更はどうでしょう。
断面積が拡大するので、圧力降下が劇的に減少します。エクストルーダーのモーターはより少ない力で大量の樹脂を押し出せるようになる。
これが0.6mmノズルが「楽に吐出できる」理由なんです。背圧が低いから、モーターに余裕が生まれる。フィラメントの送り出しもスムーズになります。
⚡ 最大体積速度(MVS)─ 本当のボトルネック
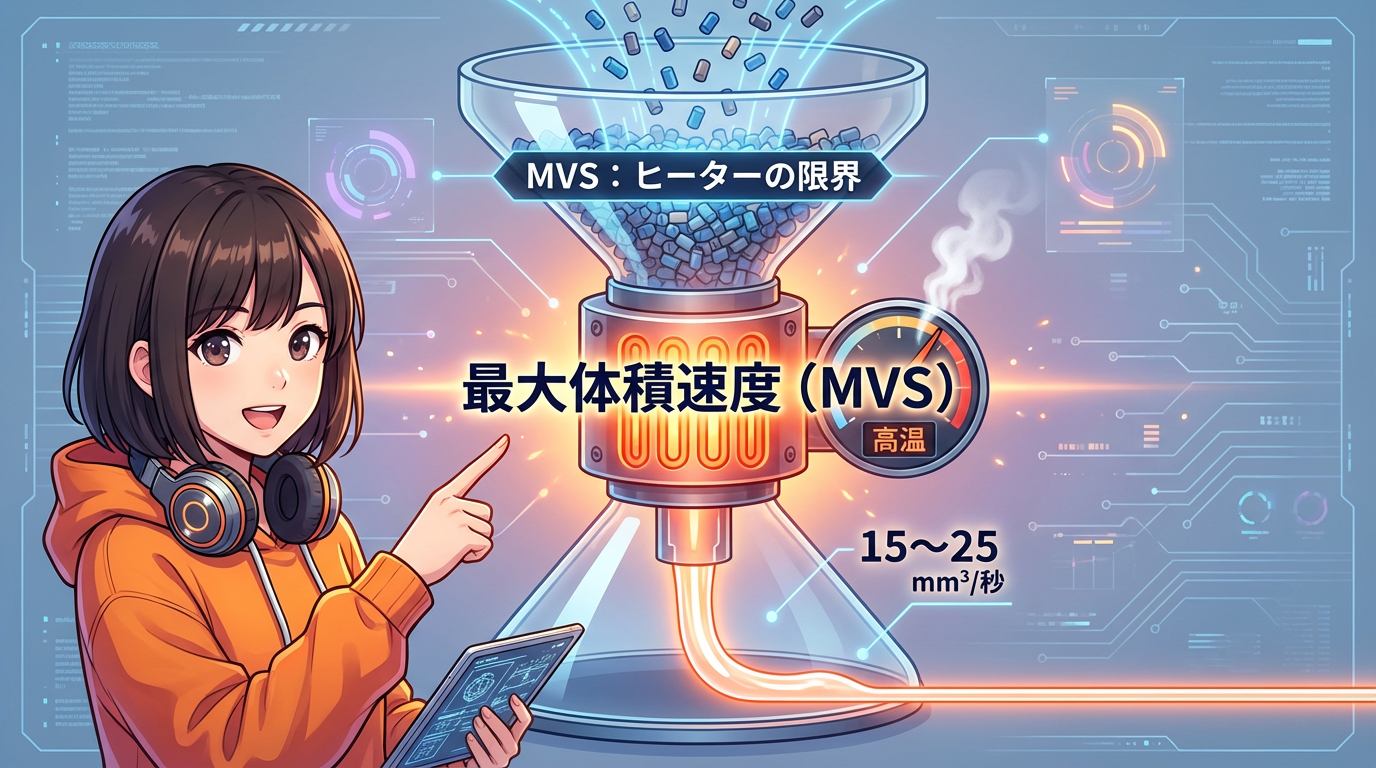
ここで重要な概念が登場します。「最大体積速度」、英語ではMaximum Volumetric Speed、略してMVSです。
これは、ヒーターが1秒間に溶かせるプラスチックの体積の上限のこと。単位はmm³/s(立方ミリメートル毎秒)です。
A1 miniの場合、PLAでは目安として15〜25 mm³/s程度に収束しやすいですが、温度や材料によって上下します。
🤔 MVSが決める速度の限界
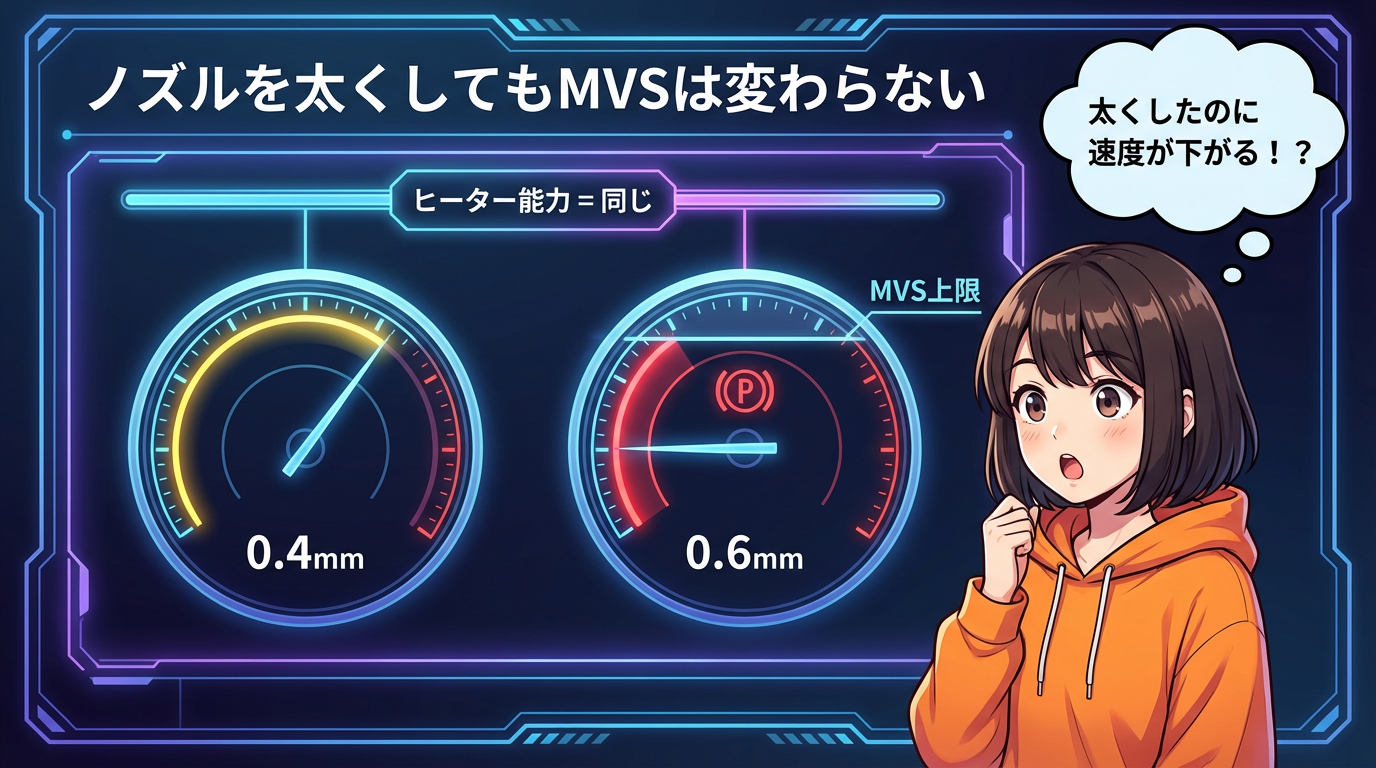
ここがポイントなんですけど、ノズルを太くしても、ヒーターの能力は変わらないんです。
つまり、MVSの上限値は0.4mmでも0.6mmでもほぼ同じ。
0.6mmノズルで太く厚い線を出そうとすると、1秒あたりに必要な樹脂の体積が増えますよね。でもヒーターが溶かせる量には限界がある。だからスライサーが自動的にヘッドの移動速度にブレーキをかけるんです。
「え、0.6mmに変えたのに速度が下がってる!」って驚く人がいますけど、これは正常な動作なんですね。ヒーターの限界を超えないようにプリンターが賢く制御してくれているだけです。
⏱️ じゃあ時短効果はどこから来るのか? ─ パス数の削減
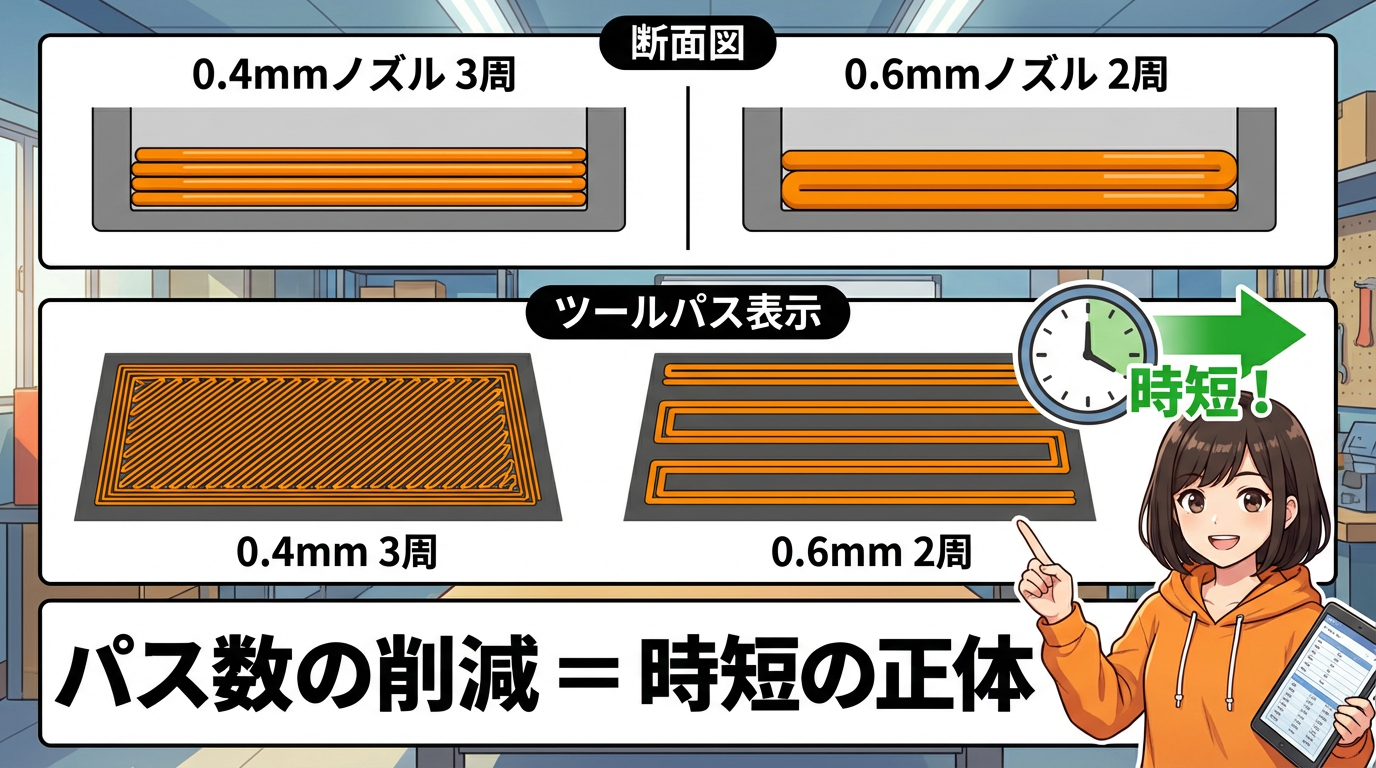
0.6mmノズルの時短効果の正体は「パス数の削減」です。
たとえば、1.2mm厚の壁を作るとき 👇
① 0.4mmノズルの場合 → 3周(パス)必要
② 0.6mmノズルの場合 → 2周で済む
Z方向のレイヤー高さも0.3mmや0.4mmに設定できるので、層の数自体も減る。結果として、ツールヘッドの総移動距離が劇的に短くなるんです。
ヘッドはゆっくり動いていても、一度に吐出する量が多いから、トータルの印刷時間は大幅に短縮されます。「速度」ではなく「効率」で時短しているんですね。
🔍 解像度 ─ ノズル径は「ローパスフィルター」
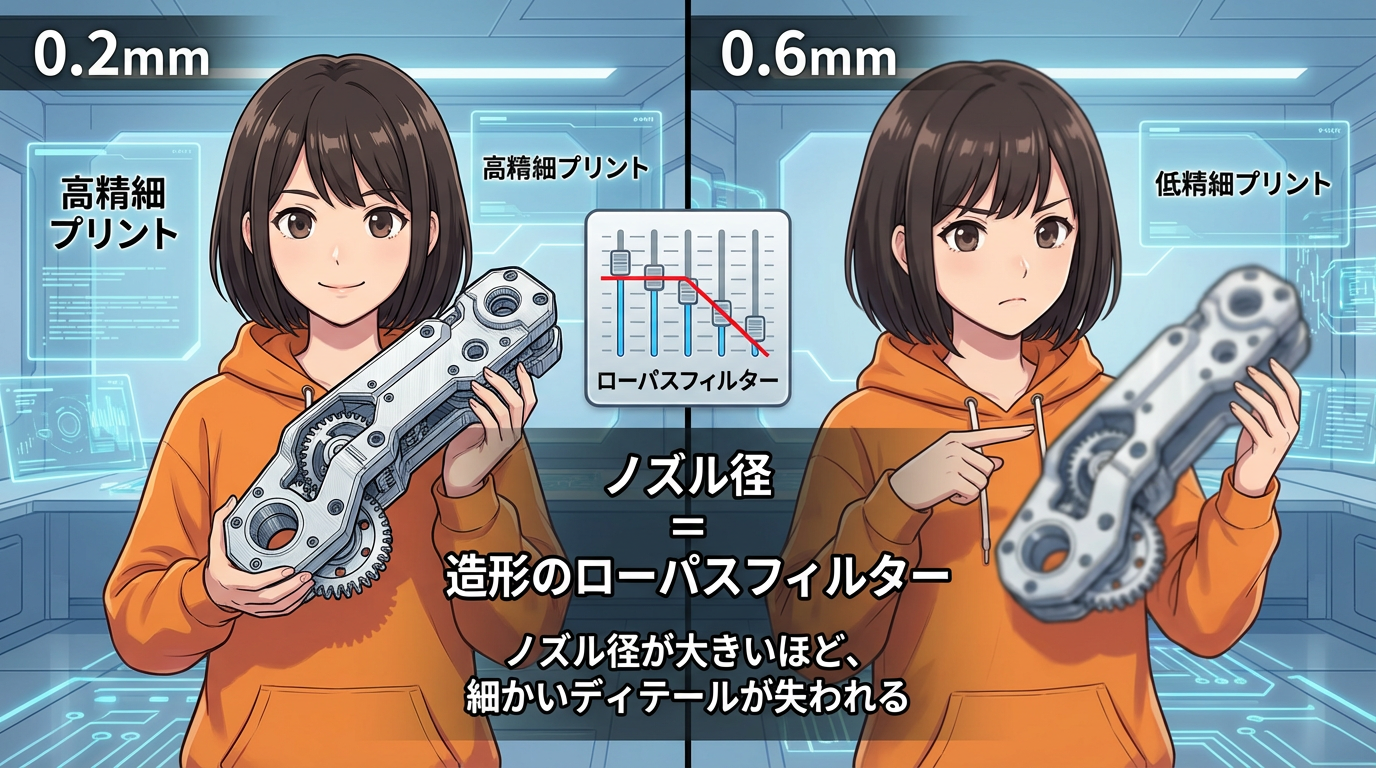
次は解像度の話です。
ノズル径は、造形における「ローパスフィルター」として機能します。音楽で言えば、高い周波数(細かい音)をカットするフィルターと同じ考え方です。
0.2mmノズルなら、0.2mm幅の細い溝や壁を独立して描けます。鋭いエッジもシャープに再現できる。
でも0.6mmノズルでは、鋭い角は丸みを帯び、薄い壁や小さな穴は解像できずに消失してしまう。ノズル径より細いディテールは、物理的に表現できないんです。
✨ Arachneエンジン ─ 可変線幅の魔法

ただし、ここでBambu Studioの「Arachne」エンジンが助けてくれます。
これ、すごい機能なんですよ。モデルの形状に応じて、1本の線の幅を動的に変化させてくれるんです。
従来なら0.6mmノズルでは表現できなかった0.45mm厚の壁に対して、Arachneは線幅(つまり必要な吐出量)を可変にして、薄い壁でも破綻しにくくしてくれる。
0.6mmノズルの弱点である「ディテールの喪失」が、ソフトウェア側からある程度カバーされるわけです。Bambu Studioのデフォルト設定でオンになっているので、特に意識しなくても恩恵を受けられます。
⚙️ Bambu Studioでの設定方法
📋 プリンタープロファイルの選択
まず「プリンター」プロファイルでノズル径を選択します。0.2mm、0.4mm、0.6mm用のプリンタープロファイルがそれぞれ用意されているので、使用するノズルに合わせて切り替えてください。
これがすべての計算の基盤になるハードウェア制約です。ここを間違えると、後の設定が全部ズレます。
📐 レイヤー高さの設定範囲
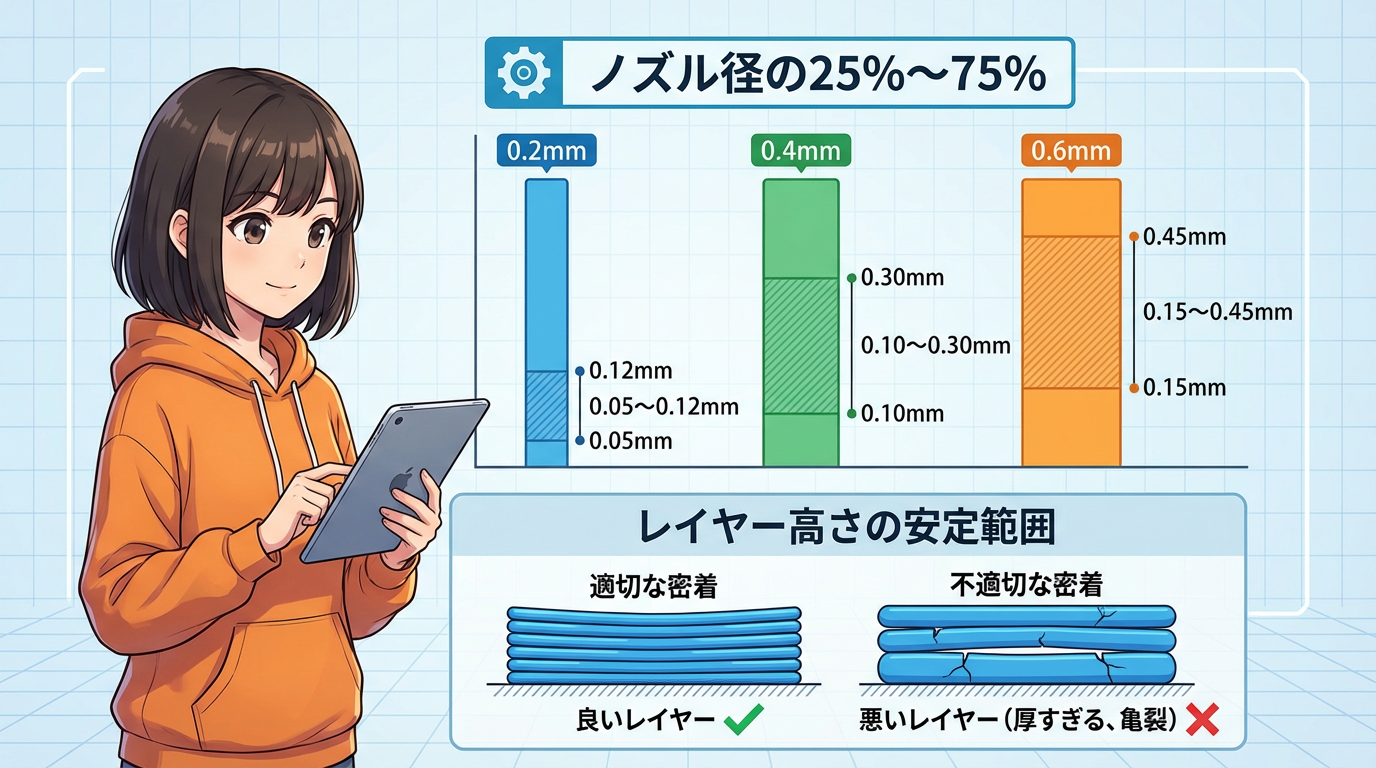
ノズル径に応じて、レイヤー高さの設定可能範囲が変わります。
原則として「ノズル径の25%〜75%」が安定した造形の目安です 👇
① 0.2mmノズル → 0.05〜0.12mm
② 0.4mmノズル → 0.10〜0.30mm
③ 0.6mmノズル → 0.15〜0.45mm
これを超えると、樹脂が平坦に押し潰されず、層間の結合が破綻してしまいます。パキッと層ごとに剥がれちゃう原因にもなるので、この範囲は守ったほうがいいですね。
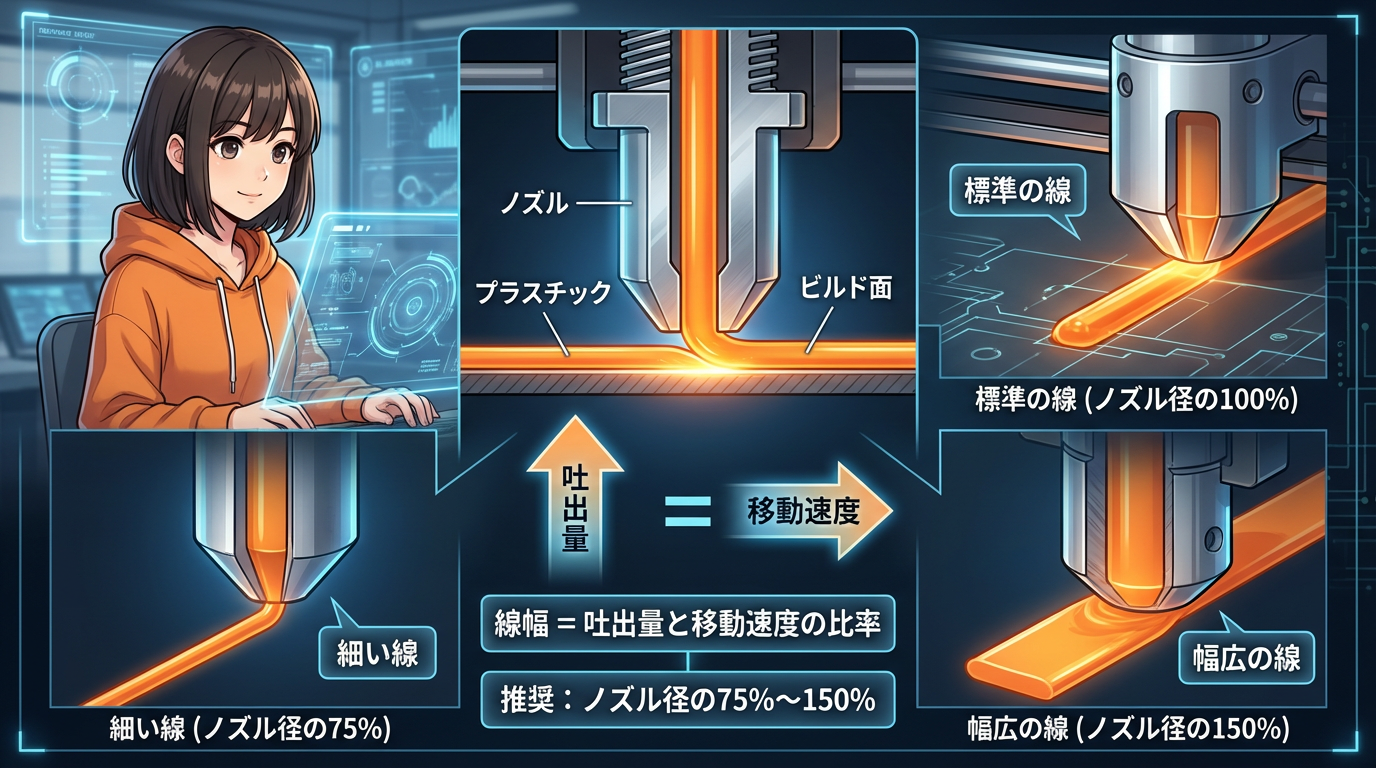
📏 線幅の設定

「線幅」の設定は、単なる描画の太さじゃないんです。
実際には「エクストルーダーの吐出量とツールヘッドの移動速度の比率」を決めるパラメータなんですね。
推奨範囲は「ノズル径の75%〜150%」。ノズル先端の平坦部で樹脂を押し潰すことで、ノズル径より太い線も出せるんです。逆にノズル径の75%まで細くもできる。この仕組みが分かると、線幅設定の意味がグッと理解しやすくなりますよ。
🛠️ ノズル交換後にやるべきこと
① プロファイルの同期
A1 mini本体のタッチスクリーンから、現在のノズル径を手動で選択・更新してください。同時に、Bambu Studioのプリンタープロファイルも対応するノズル径に切り替える。
この同期を怠ると、スライサーが生成するGコードの押し出し量と、実際のノズル断面積がズレて、品質に影響が出ます。「なんか太い」「なんかスカスカ」みたいな症状が出たら、まずここを疑ってくださいね。
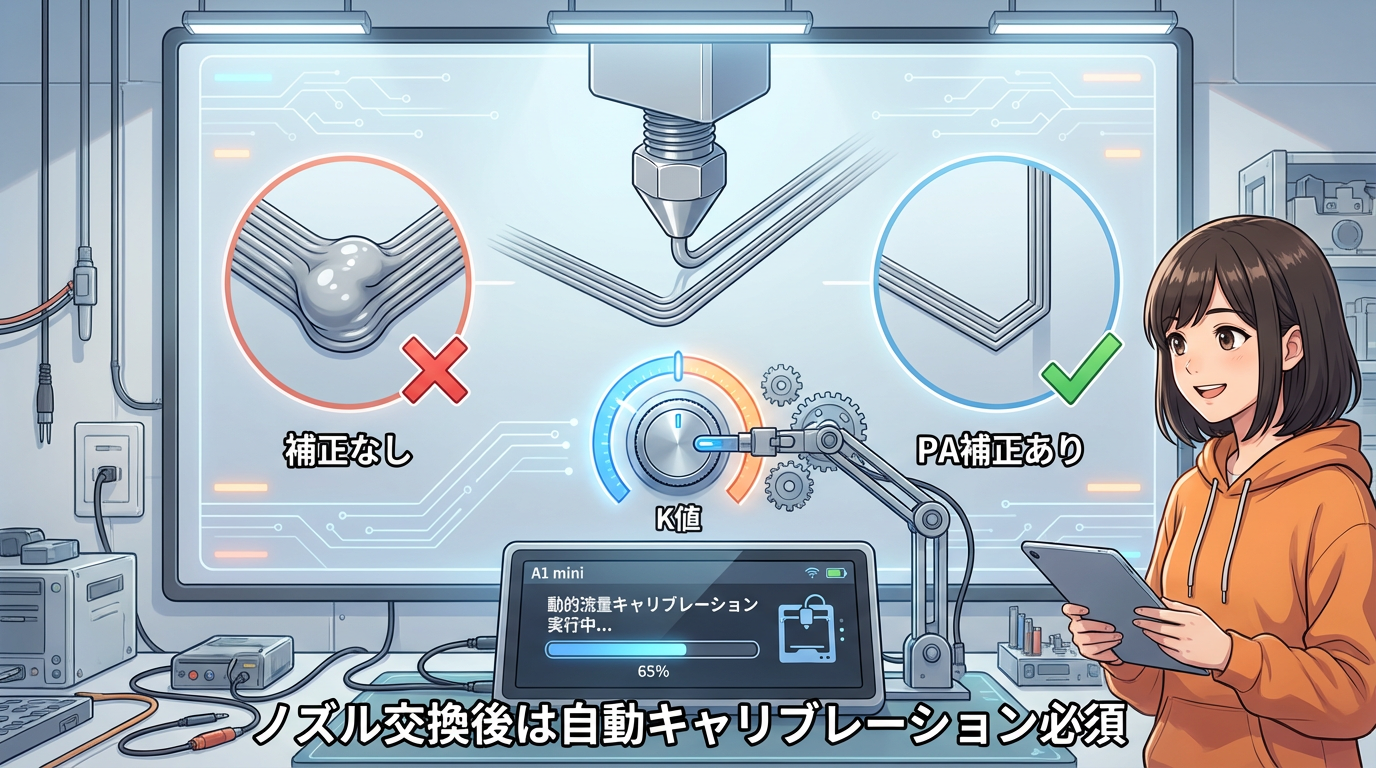
② 動的流量キャリブレーション
さらに重要なのが「動的流量キャリブレーション」の実施です。Bambu Studioでは「Flow Dynamics Calibration」と表記されています。
ノズル径が変わると、ノズル内部の圧力の動きが劇的に変化します。高速プリント時に角が膨らむのを防ぐ「Pressure Advance」のK値は、この圧力動態に依存しているんです。
新しいノズルを取り付けた初回プリント時には、必ず自動キャリブレーションをオンにしてください。A1 miniが自動的に最適なK値を計算して保存してくれます。
📝 前編まとめ

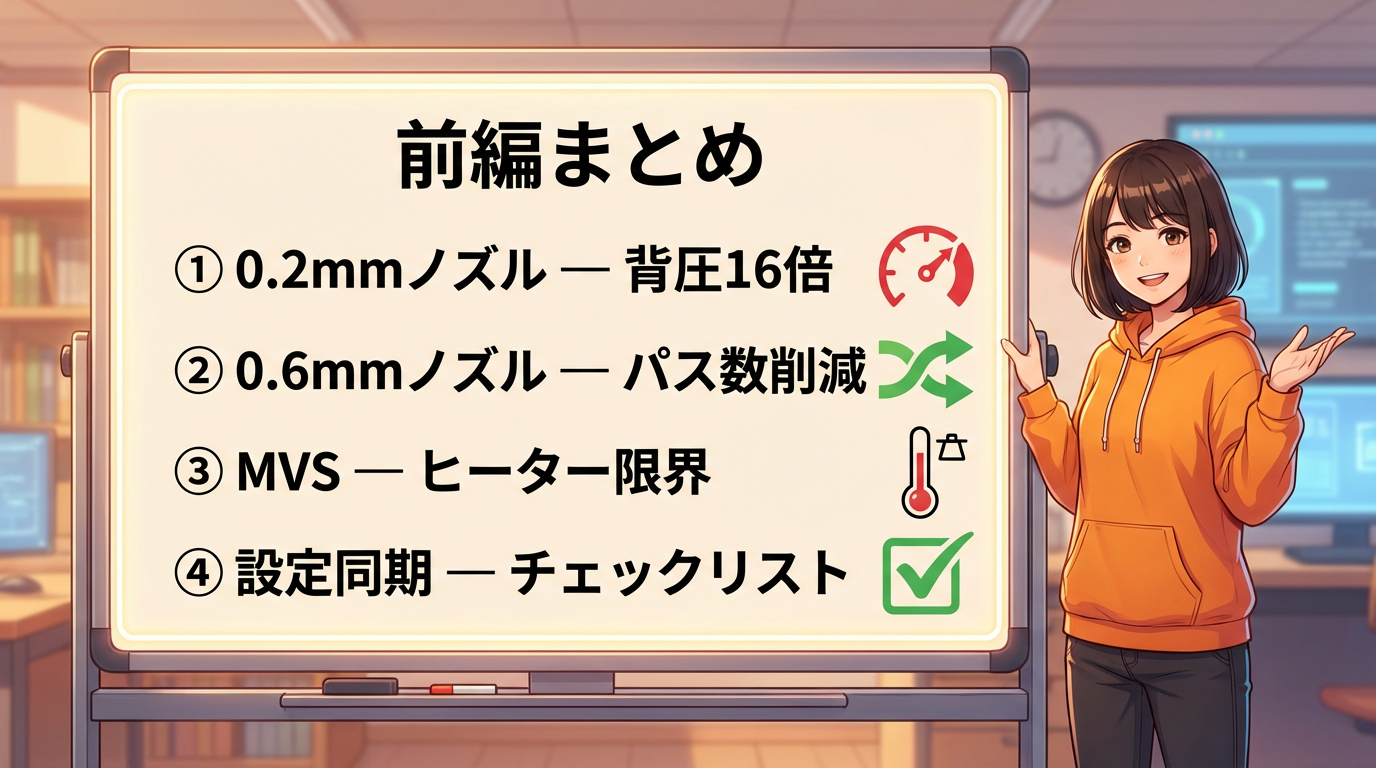
今回のポイントをおさらいしましょう 👇
① 0.2mmノズルは背圧が理論上16倍 → だから遅い。物理法則がそうさせている
② 0.6mmノズルは背圧が下がり、パス数削減で時短 → 速度ではなく効率で勝つ
③ MVSはヒーターの限界 → ノズルを太くしても上限は変わらない
④ Arachneエンジンが0.6mmの弱点をソフトウェアで補完
⑤ ノズル交換後は「プロファイル同期」と「動的流量キャリブレーション」を忘れずに
ノズル径の変更って、単に「線の太さが変わる」だけじゃないんです。流体力学と熱力学の法則を再定義する、れっきとした物理的プロセスなんですよね。
🔮 次回予告 ─ 後編でお届けする内容

後編では、各ノズルの具体的な使い分けと、陥りやすい罠を解説します。
① 0.2mmノズルで致命的な詰まりを起こす原因
② 0.6mmノズルで「象の足」が出る理由
③ 「速度が遅い!」という誤解の正体
これらを押さえておけば、デスクトップ3Dプリンティングの可能性が一気に広がります。お楽しみに!
🔗 関連リンク
🎧 Podcast(Spotify) → https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTube → https://www.youtube.com/@3dbox203
📝 Note → https://note.com/mar810
🌐 Blog → https://mardna810.com/


コメント