
シリーズ: 表面仕上げ編(単発回)
推定読了時間: 約12分
文字数: 約5,000文字
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeでも見れます
https://www.youtube.com/@3dbox203
「アイロンをオンにしたのに、逆にガタガタになった」
「表面に波打つようなデコボコができて、オフの方がマシだった」
こんな経験、ありませんか?
僕も最初はまさにこれでした。設定項目が多すぎて、どれをいくつにすればいいのか分からない。結局デフォルトのままオンにして、「これ意味ある…?」ってなったんですよね。
でも、アイロンには明確な「成功のカギ」があるんです。

🎯 先に結論!流量と速度のバランスが全て

アイロンは「オンにすれば勝手に綺麗になる魔法のボタン」じゃありません。
成功のカギは「流量」と「速度」のバランス。この2つが噛み合って初めて、鏡面が出ます。
今日はこの「流量×速度」のバランスを徹底的に解説して、自分のフィラメントに合った「黄金の設定」を見つけるキャリブレーション方法までお伝えします💡
🔬 アイロンの原理 ─ 何が起きているのか
まず、アイロンって物理的に何をやっているのか整理しましょう。
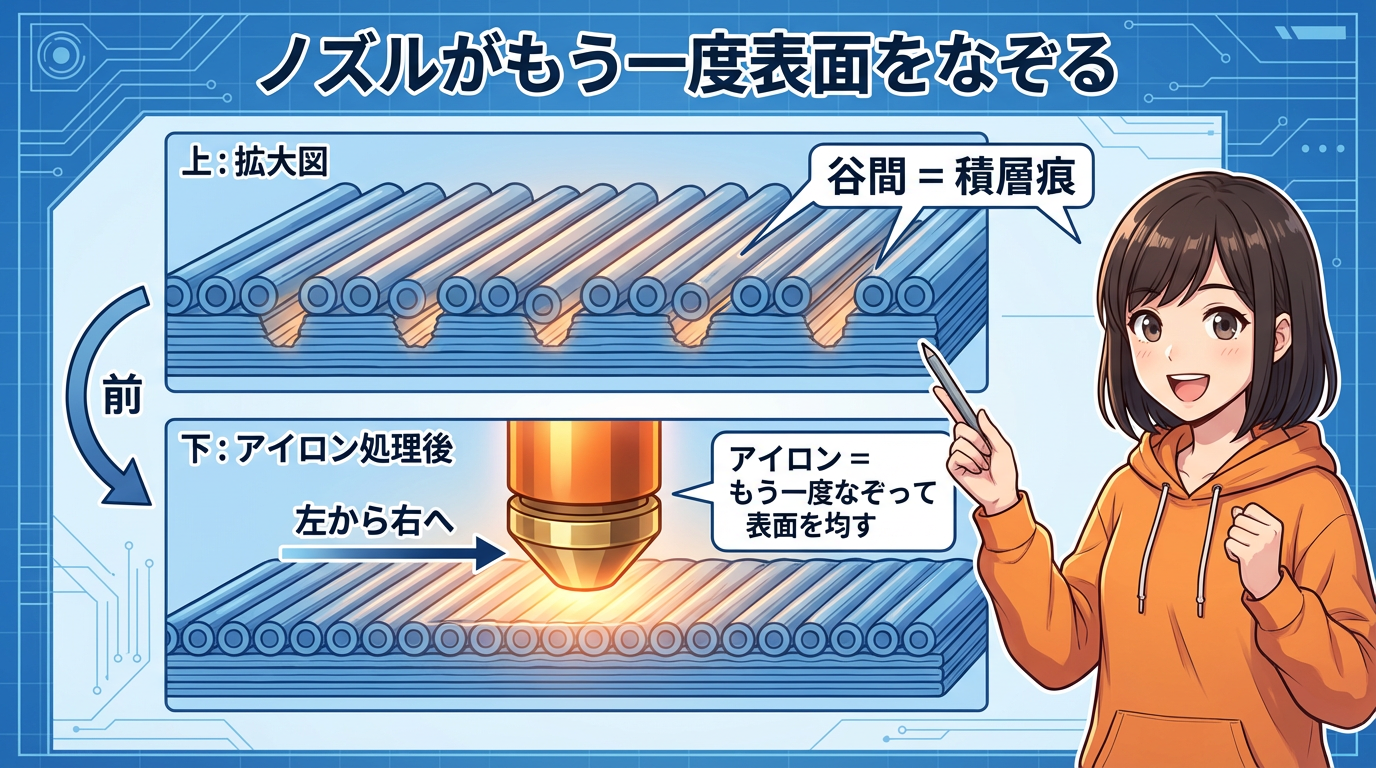
普通に印刷した最上面を拡大すると、フィラメントが1本ずつ並んでいますよね。円柱状の樹脂が横に並ぶから、隣同士の間に谷間ができる。これが積層痕です。
アイロンをオンにすると、印刷の最後に、ノズルがもう一度この最上面をなぞるんです。
3つの力が同時に働く
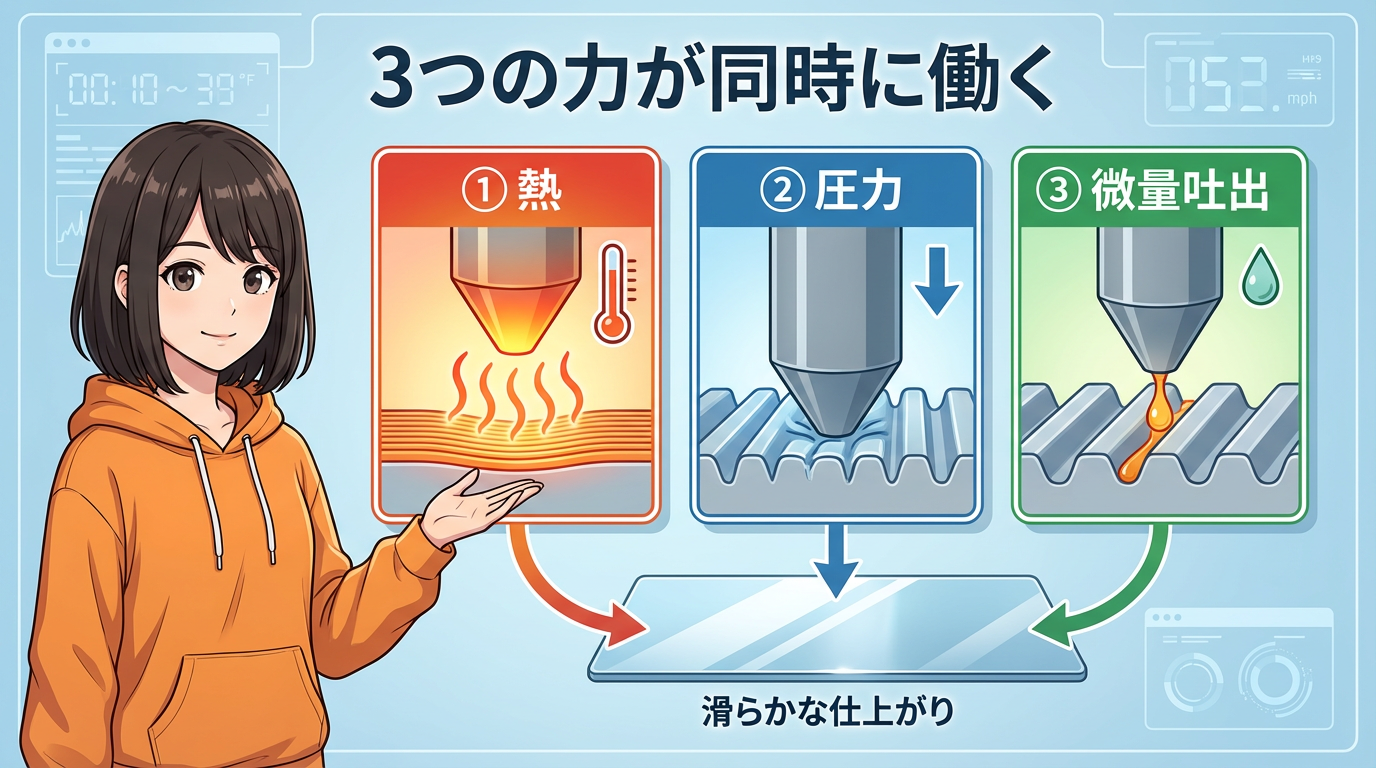
このとき、3つのことが同時に起きています。
① 「熱」→ 高温のノズルが表面をなぞることで、固まりかけた樹脂がもう一度柔らかくなる。服にアイロンをかけるのと同じイメージです
② 「圧力」→ ノズルの底面は平らな金属面なので、これが柔らかくなった樹脂を物理的に押し潰す
③ 「微量吐出」→ ノズルから通常の10〜30%程度のごく少量の樹脂を出しながらなぞる。この微量な樹脂が谷間に流れ込んで、隙間を埋めてくれる
🌊 バウ波 ─ アイロンの秘密兵器

ここで面白い現象があります。「バウ波」というものです。
ノズルが進むとき、先端の前に溶けた樹脂の小さな波ができるんです。船の船首波(バウウェーブ)と同じ原理🚢
この波が一定の大きさを保ちながら進むことで、表面の微細なデコボコが均一に埋められていく。
つまり、アイロンの成否は「このバウ波をいかに安定させるか」にかかっています。波が大きすぎると溢れてデコボコに。小さすぎると隙間が埋まらない。
単調線パターンが下地を整える
Bambu Studioには、アイロンの成功を裏で支えてくれる仕組みがあります。
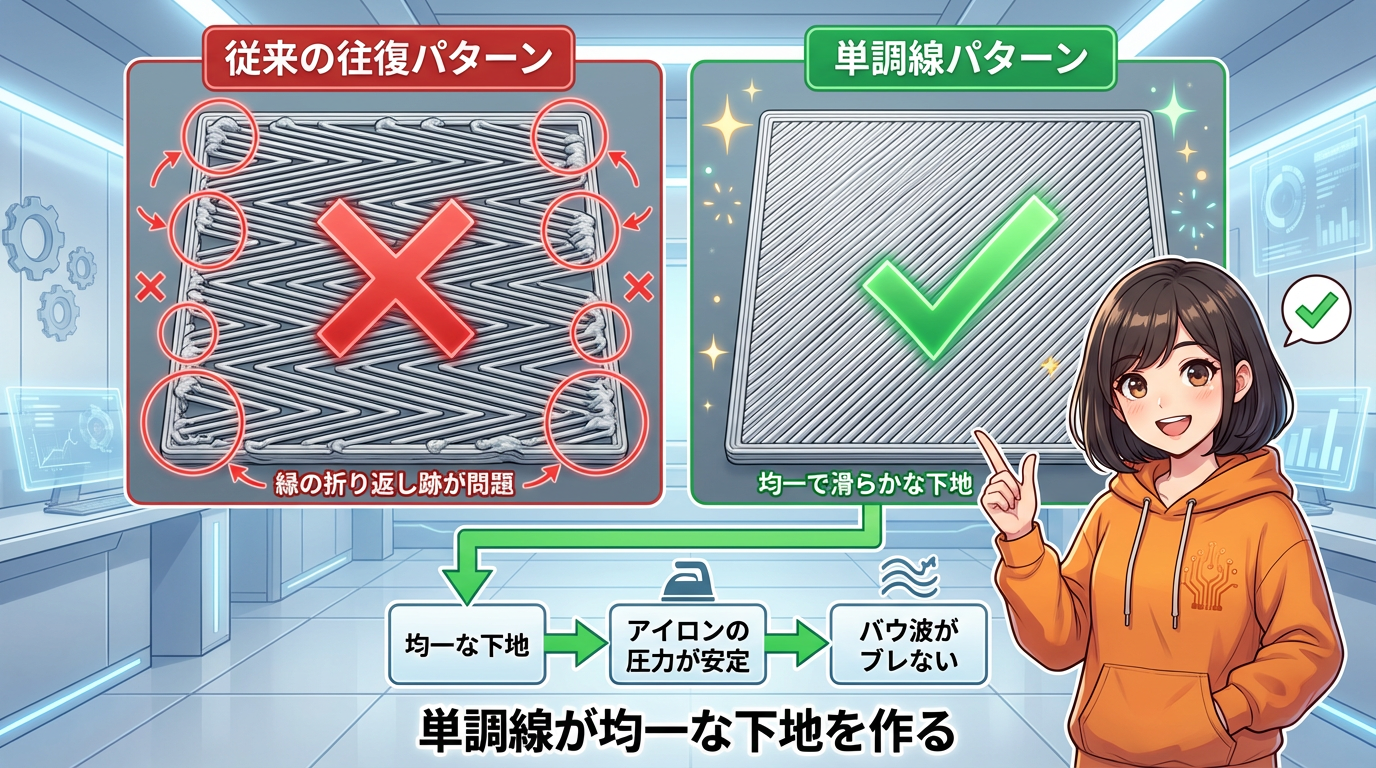
標準プロファイルでは、最上面のインフィルパターンに「単調線」が使われていることが多いんです。従来の往復塗りつぶしだと折り返しの跡ができていたんですが、単調線は一方向にだけ敷き詰めるので、アイロン前の下地が均一になる。
この均一な下地があるから、アイロンの圧力分布が安定して、バウ波がブレにくくなるんですね✨
⚙️ Bambu Studioの設定項目を解説
では、Bambu Studioの具体的な設定を見ていきましょう。
設定場所は「トップ面/底面」の中にある「アイロン」。その中の「アイロンタイプ」で適用範囲を選びます。
アイロンタイプの4つの選択肢
① 「しない」→ アイロンを実行しません
② 「トップ面」→ 外側のトップ面すべてにアイロンをかけます。まずはこれがおすすめ
③ 「最上面」→ 造形物の一番上の面のみにアイロンをかけます。段差の多いモデルではこちらが安定する場合も
④ 「全レイヤーソリッド」→ すべてのソリッド層にアイロンをかけます。造形時間がかなり伸びるので、特殊な用途以外はあまり使いません
モディファイアで局所適用も可能
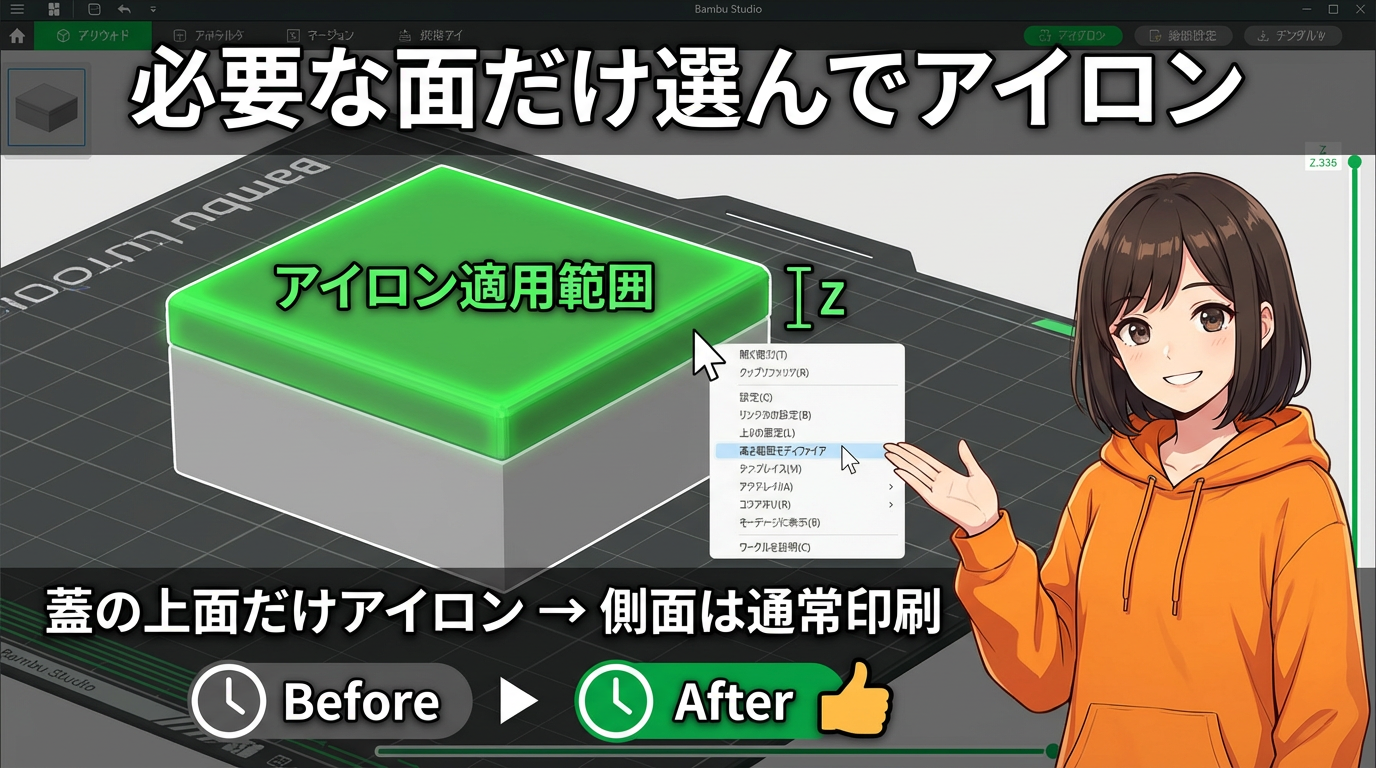
「一部分だけアイロンをかけたい」という場合は、モディファイアが便利です。
モデルを右クリックして「高さ範囲モディファイア」を追加する。特定のZ軸の高さ範囲を指定して、その範囲だけアイロンをオンにする。
これを使えば、例えば箱の蓋の上面だけアイロンして、側面は通常通り。印刷時間を節約しつつ、必要な面だけ鏡面にできます🎯
💧 アイロン時の流量比率 ─ 最重要設定

ここからが一番大事な話です。「アイロン時の流量比率」。
これは、アイロン中にノズルから出す樹脂の量を、通常のソリッド層に対するパーセンテージで指定します。
Bambu Studioのデフォルトは10%。これ自体は間違いではないんですが、フィラメントによっては10%だと少なすぎて、思ったほど綺麗にならないことがあるんです。
流量が少なすぎると…

谷間を埋めるための樹脂が足りない。だから表面にまだ凹凸が残って、カスレたような質感になる。
さらに注意したいのが、ノズル内の樹脂の流れが極端に遅くなること。フィラメントがホットエンド内に長時間留まると、熱がどんどん上に伝わって「ヒートクリープ」という現象につながることがあります。条件が重なると、ノズルが詰まりやすくなる場合があるので気をつけてください⚠️
流量が多すぎると…

バウ波が大きくなりすぎて、ノズルの底面から樹脂がはみ出す。行き場を失った樹脂が隣のパスに押し出されて、表面に波打つようなデコボコ(リップル)ができる。
特にモデルのエッジ部分に到達したとき、余った樹脂が外壁を超えて溢れ出す。これが「エッジの肥大化」、いわゆるバリの原因です。
PLAの場合のスイートスポット
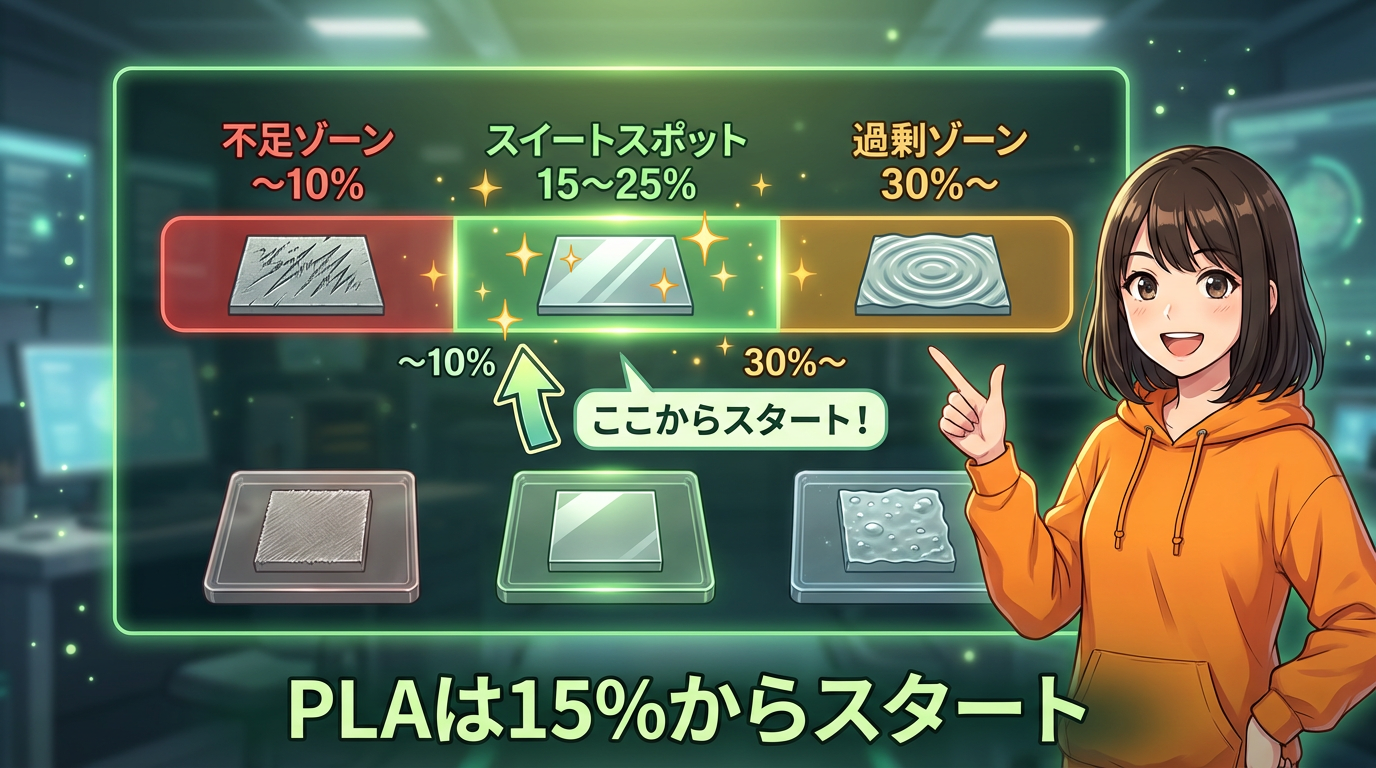
じゃあ、どのくらいが正解なのか。
多くのユーザーのテスト結果を見ると、PLAの場合、15%から25%あたりに上げると改善するケースが多いです。
デフォルトの10%から少しずつ上げてみて、表面の変化を確認する。まずは15%からスタートしてみるのがおすすめです💡
⚡ アイロンの速度 ─ 熱の入り方を決める
次に「アイロンの速度」。ノズルが最上面を移動するスピードです。
これは「熱をどのくらい表面に与えるか」を決める、とても重要なパラメータです。
遅すぎる場合

ノズルが表面にゆっくり留まるから、樹脂が深くまで溶ける。光沢は出るんですが、熱が下の層まで伝わってパーツ全体が変形するリスクがある。
それに、さっき話したヒートクリープにもつながりやすくなります。フィラメントがホットエンド内で長時間停滞するからです。
速すぎる場合

今度は熱が足りなくて表面が十分に溶けない。荒れたマットな仕上がりになります。
ただし最近、150mm/sみたいな超高速でアイロンして綺麗に仕上げる手法も注目されています。これは速度に合わせて流量も高めに設定した場合に成立するバランスです。速度だけ上げて流量を変えないと失敗します。
🔗 流量×速度の相関 ─ 今日一番伝えたいこと
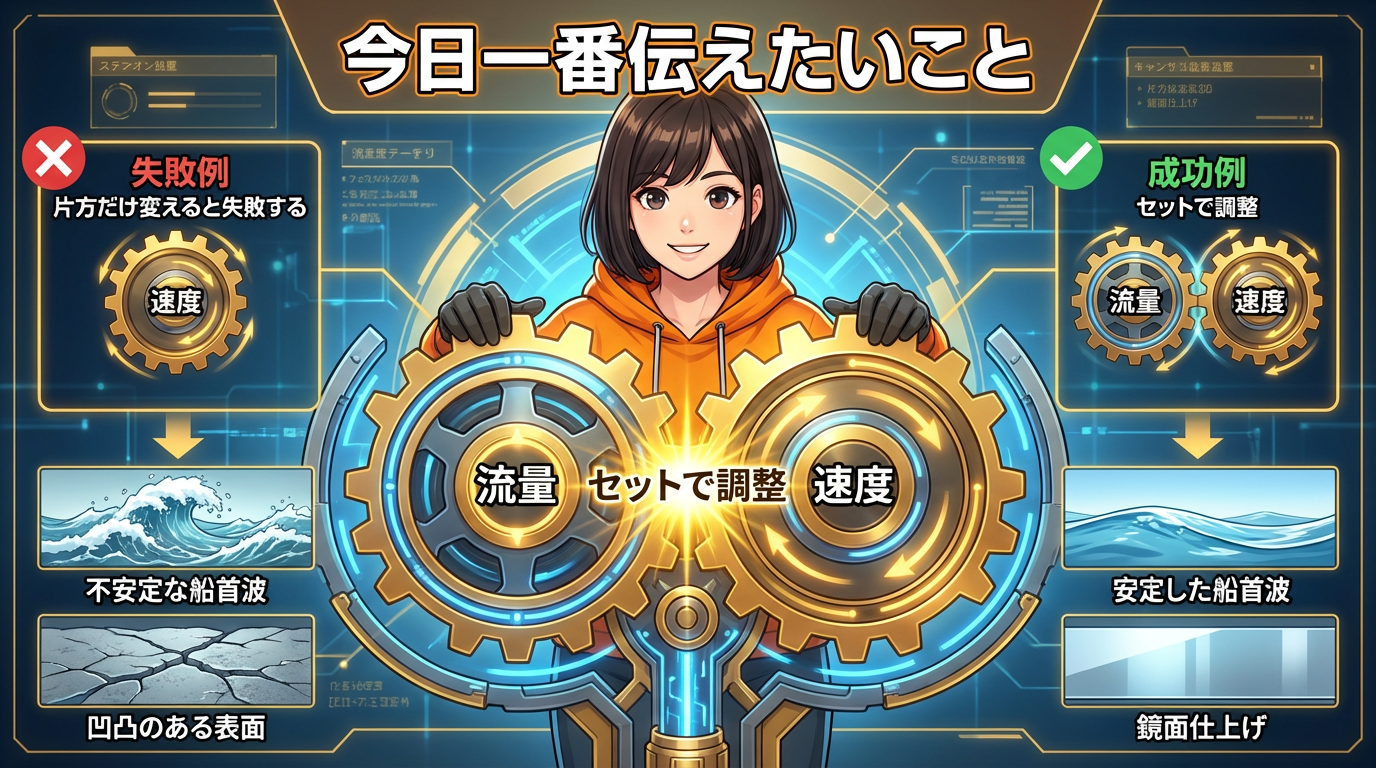
ここが今日一番伝えたい核心です。
流量と速度はセットなんです。
速度を上げるなら、流量も少しずつ上げていく必要がある。なぜかというと、バウ波の体積を一定に保つ必要があるから。
片方だけ変えると、バウ波が大きすぎたり小さすぎたりして、表面がガタガタになる。「アイロンが失敗する」よくある原因は、この相関関係を意識せずに片方の値だけいじることなんです🔧
PLAの目安
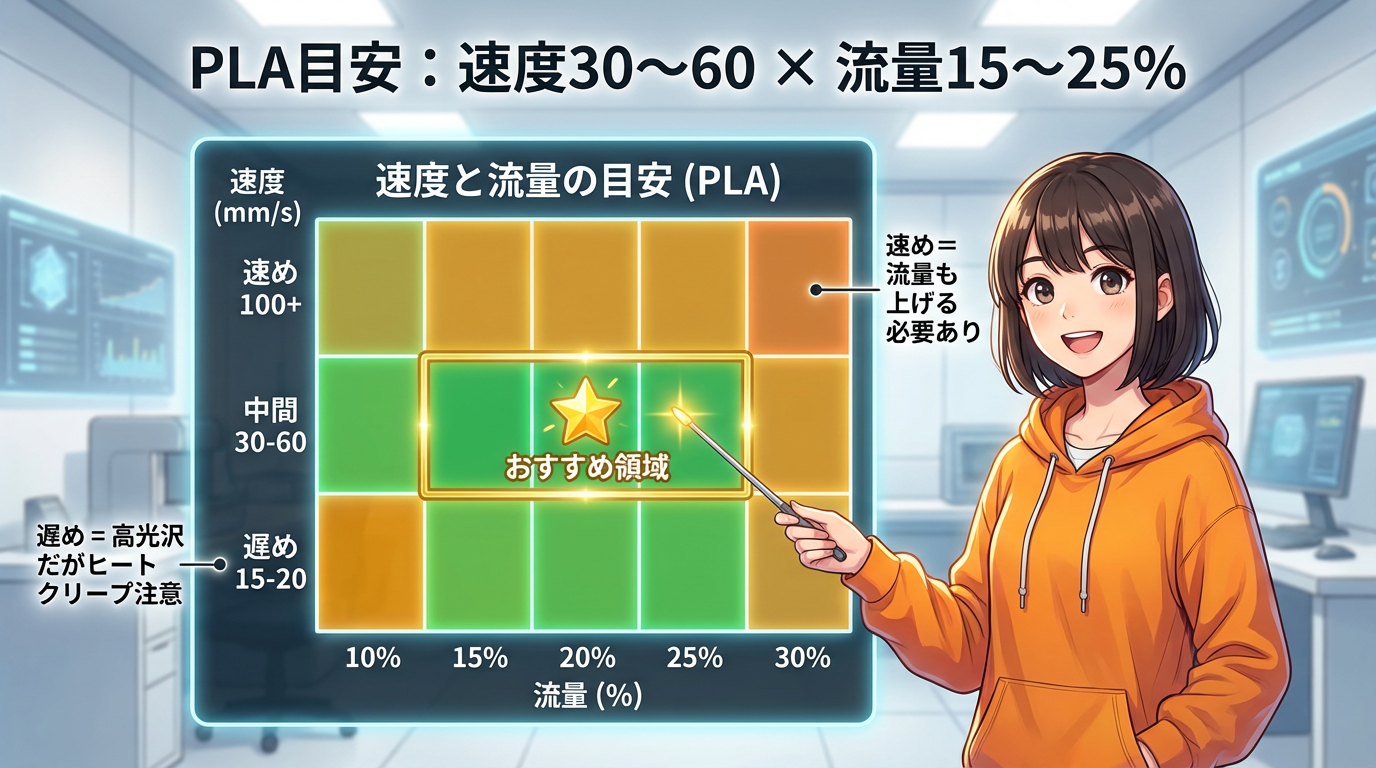
目安を整理しておきますね。PLAの場合です。
① 速度が遅め(15〜20mm/s)なら、流量は10〜15%。ゆっくりで高光沢。ただし長時間のアイロンになるのでヒートクリープに注意
② 速度が中間(30〜60mm/s)なら、流量は15〜25%。ここが一番バランスがいい、おすすめの領域
③ 速度が速め(100mm/s以上)なら、流量も高めに設定する必要あり
PLAのベースラインとしては、まず速度30〜60mm/s、流量15〜25%あたりで試してみてください✨
📐 その他の設定項目
ライン間隔
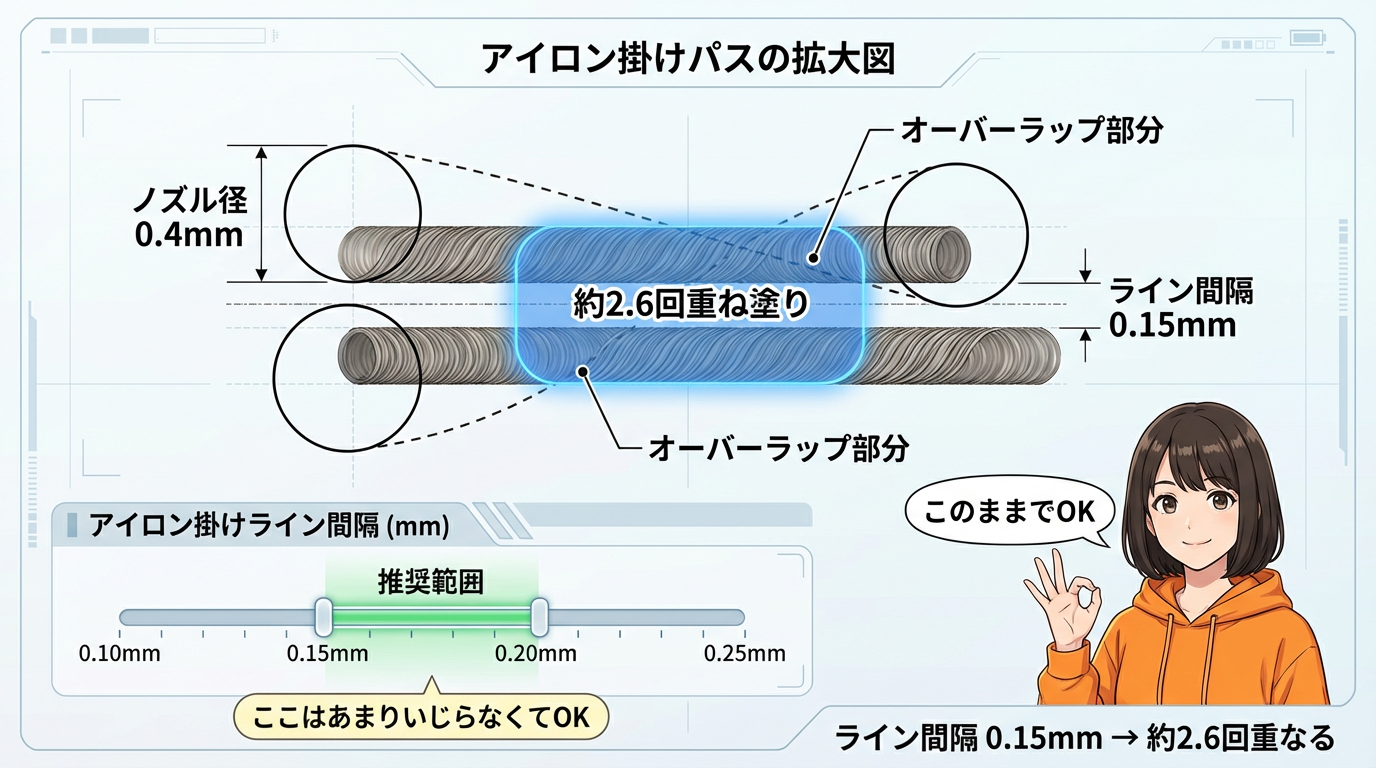
「アイロンのライン間隔」は、隣り合うアイロンのパスの間隔です。
Bambu Studioの標準値は0.15mm。ノズル径0.4mmで間隔0.15mmということは、同じ場所をノズルが約2.6回重ねて通る計算です。
この意図的なオーバーラップが、均一な圧力を生んで綺麗な面を作ります。0.15〜0.20mmの範囲がバランスがいいので、ここはあまりいじらなくて大丈夫です。
パターンと角度
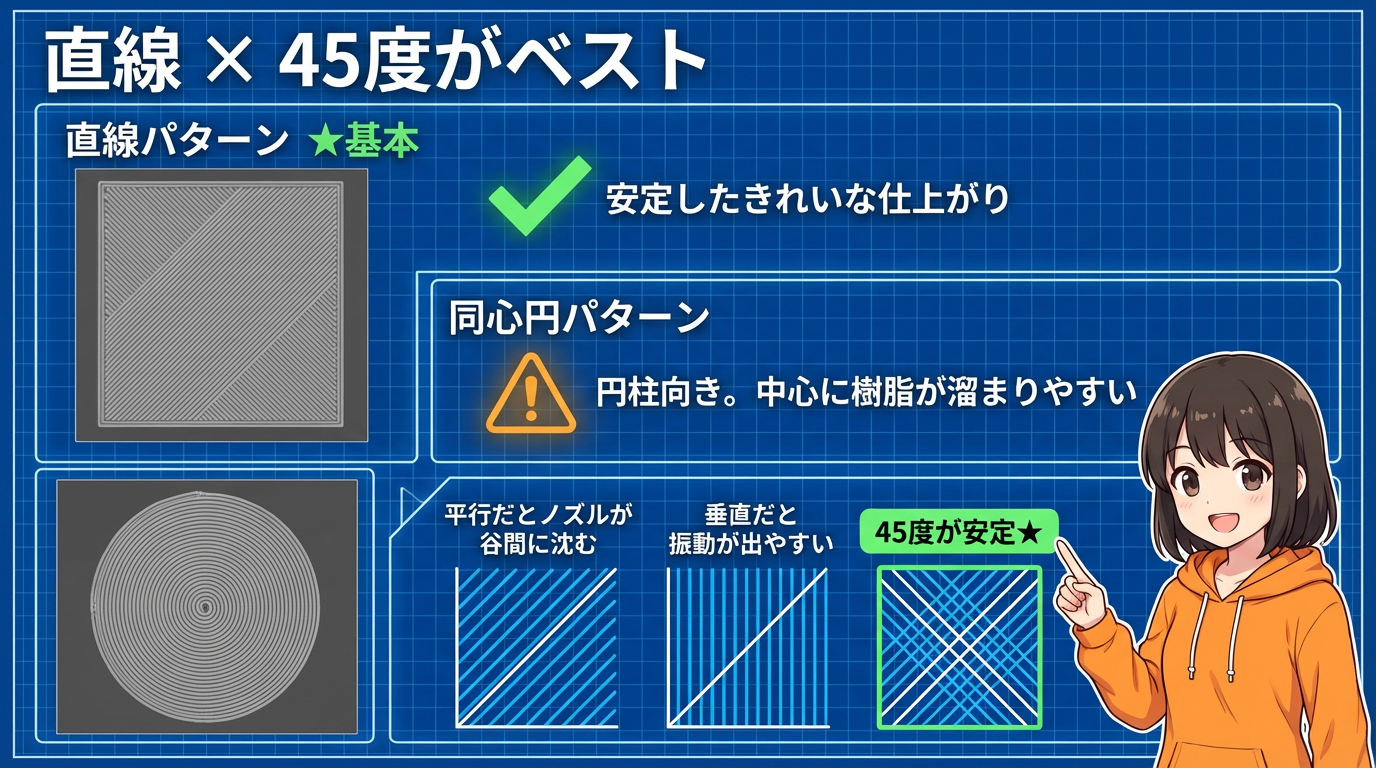
アイロンのパターンは「直線」と「同心円」があります。
直線が最も安定するので基本はこれでOK。同心円は円柱パーツに向いていますが、中心に樹脂が溜まりやすい欠点があります。
角度は、最上面のインフィルラインに対して45度がおすすめ。平行だとノズルが谷間に沈み込みやすいし、垂直だと振動が出やすい。45度ならどちらのリスクも回避できます🎯
アイロニングインセット ─ エッジ肥大化の特効薬
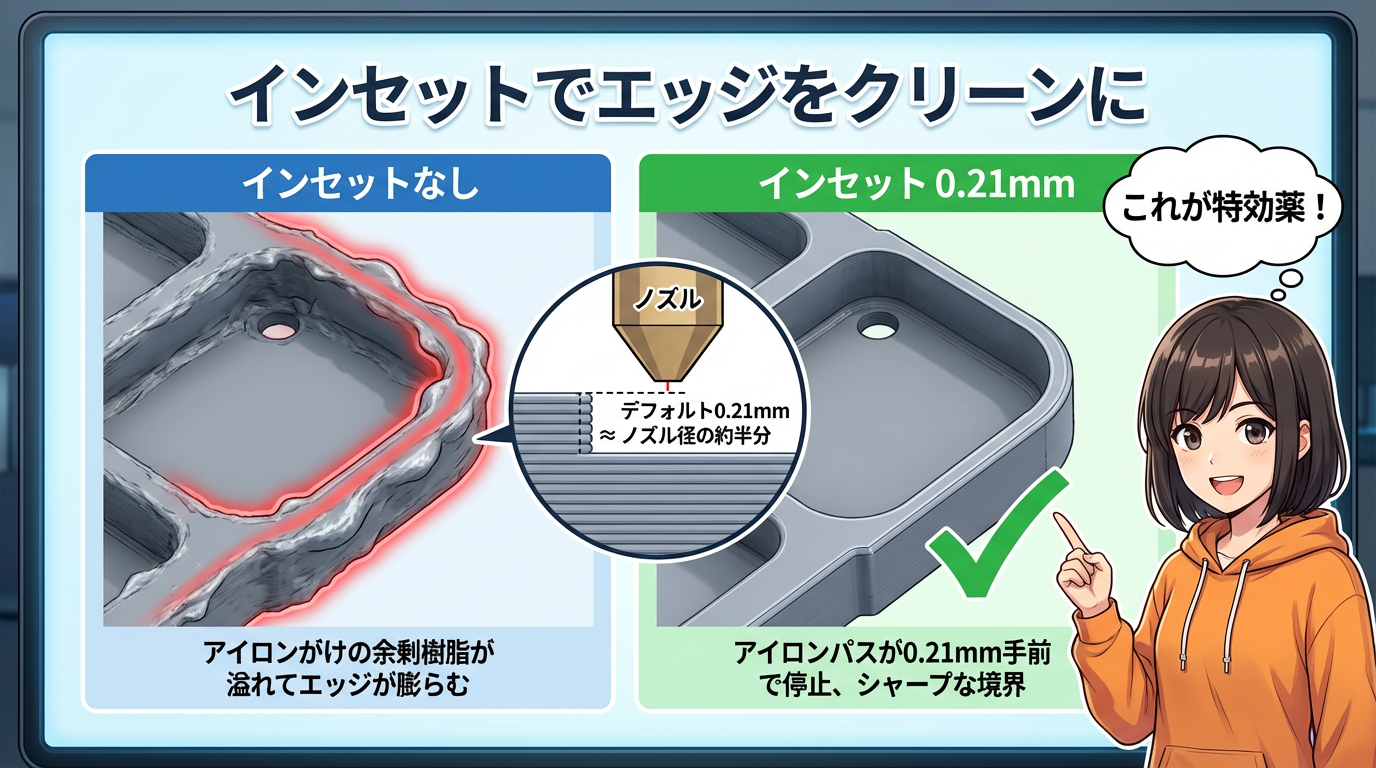
Bambu Studioには「アイロニングインセット」という設定があります。
これはアイロンの範囲をモデルの外周エッジから指定した距離だけ内側にオフセットする設定です。
さっき話した「エッジの肥大化」。バウ波で押された余剰樹脂がエッジから溢れる問題。これの特効薬がインセットです。
デフォルトは0.21mmで、ノズル径の約半分になっています。これでもエッジが気になる場合は少し増やしてみてください。アイロンの範囲がエッジの手前で止まるので、樹脂が溢れにくくなります💡
⚠️ 陥りやすい罠と対策
罠①:ヒートクリープ
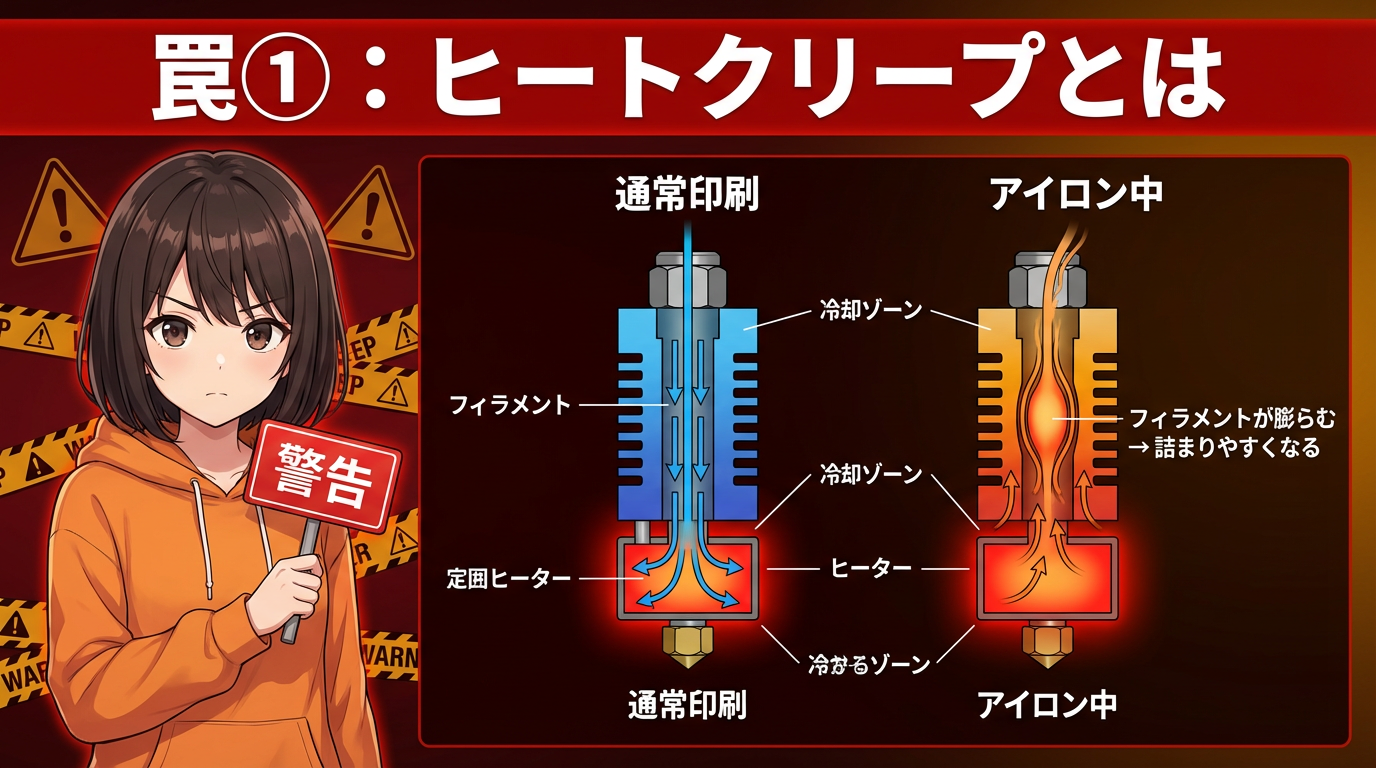
通常の印刷では、フィラメントが高速で送り込まれるから、フィラメント自体が冷却材として機能してるんです。ホットエンドの境目にあるヒートブレイクの温度が上がりすぎない。
でもアイロン中は流量が10〜30%に制限されるから、送り出しがゆっくりになる。そうするとヒーターの熱がじわじわ上に伝わって、本来冷たいはずの場所でフィラメントが柔らかくなって膨らむことがあります。これがヒートクリープ。条件が重なると詰まりやすくなる場合があるので、注意が必要です。
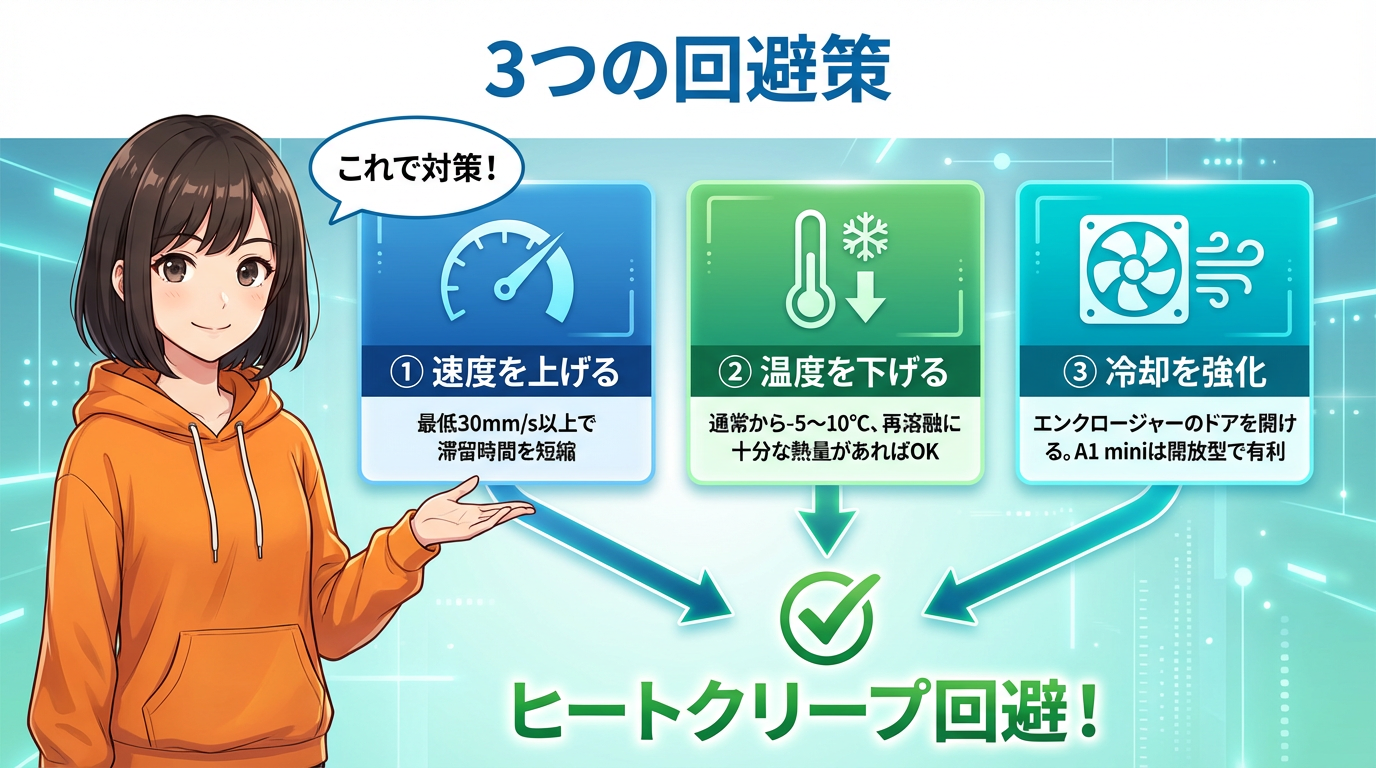
回避策は3つあります。

① 速度を上げる → 最低でも30mm/s以上にしておくと安心
② 温度を下げる → アイロン中は通常の印刷温度から5〜10℃下げるのが目安
③ 冷却を強化 → エンクロージャー付きプリンター(X1C、P1S等)はドアを開けて筐体内温度を逃がす。A1 miniは開放型なのでこの点は有利
罠②:小さい面積のオーバーヒート
ピラミッドの先端とか、細い文字の表面とか、面積がすごく小さい部分。ノズルが狭い範囲に何度も留まるから、熱が逃げる間もなく溜まっていく。
結果、樹脂がドロドロに溶けて崩れることがあります。
対策は、ダミーの柱をプレートに追加して一緒にプリントすること。ノズルがそっちに移動する間に、本体側が冷える時間を稼げます。
罠③:広い面積のバウ波蓄積

逆に、広い面積にも罠があります。
箱の蓋のような大きい平面だと、パスを重ねるごとにバウ波が少しずつ肥大化していく。最終的にエッジに到達したとき、余剰樹脂が溜まってダマになったり、進行方向と垂直な波紋ができたりする。
こういうときは流量をほんの少し下げるか、「アイロニングインセット」をデフォルトの0.21mmからもう少し広げてみて、余剰樹脂の逃げ道を作るのが有効です💡
🧵 フィラメント別の注意点
PLA

アイロンの基準となる材料です。流量15〜25%、速度30〜60mm/s。スイートスポットが比較的広くて調整しやすい。
ただ、低速すぎるとヒートクリープにつながりやすいので、速度は30mm/s以上を目安にしてみてください。
PETG

「粘着性の罠」があります。
溶けたPETGは金属ノズルにくっつきやすい。アイロン中にノズル表面に少しずつ蓄積して焦げて、それが黒い塊になってプリント面に落ちてくることがあるんです。
対策は、流量を控えめにすること。8〜15%程度にして、表面を「削る」のではなく「滑らせる」イメージ。速度は20〜50mm/s。PLAより繊細な調整が必要です⚠️
ABS/ASA

「反りの罠」。
アイロンで最上面だけが再加熱されて急冷されると、強い熱応力が発生します。パーツ全体が反ったり、最上面の層間剥離を起こしたりすることがある。
エンクロージャー内の温度を高く保つことが重要です。流量はPLAと同等の15〜25%、速度は30〜100mm/sと少し幅広く調整できます。
シルクPLA(非推奨)

シルクPLAは要注意です。
あの独特のキラキラした光沢は、樹脂に入っている添加剤が押し出し時の力で特定の方向に並ぶことで生まれています。
アイロンで表面をゆっくり再溶融させると、この配向がバラバラになって光沢が消える。側面はキラキラなのに、上面だけマットでくすんだ色になるんです。
シルクPLAではアイロンはオフにするか、超高速・低温度で試すしかない。基本的には非推奨です🚫
🧪 キャリブレーションの方法
前提条件
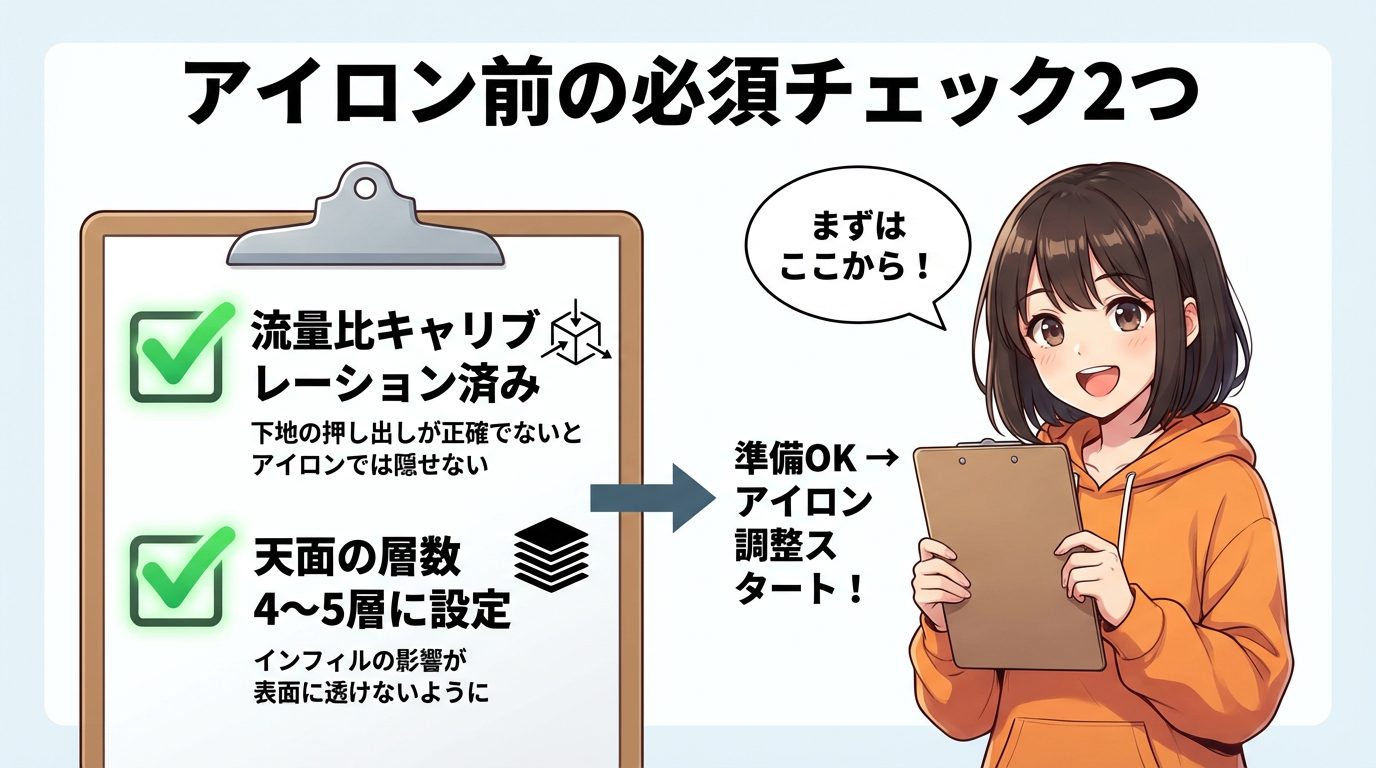
アイロンの調整に入る前に、必ずそのフィラメントの基本的な「流量比」のキャリブレーションを済ませておいてください。
下地のトップシェルに過剰な押し出しや隙間があると、アイロンでは隠せません。あと、「天面の層数」は最低4〜5層に設定して、インフィルの影響が表面に透けないようにしておきましょう。
マトリックス・テストモデル
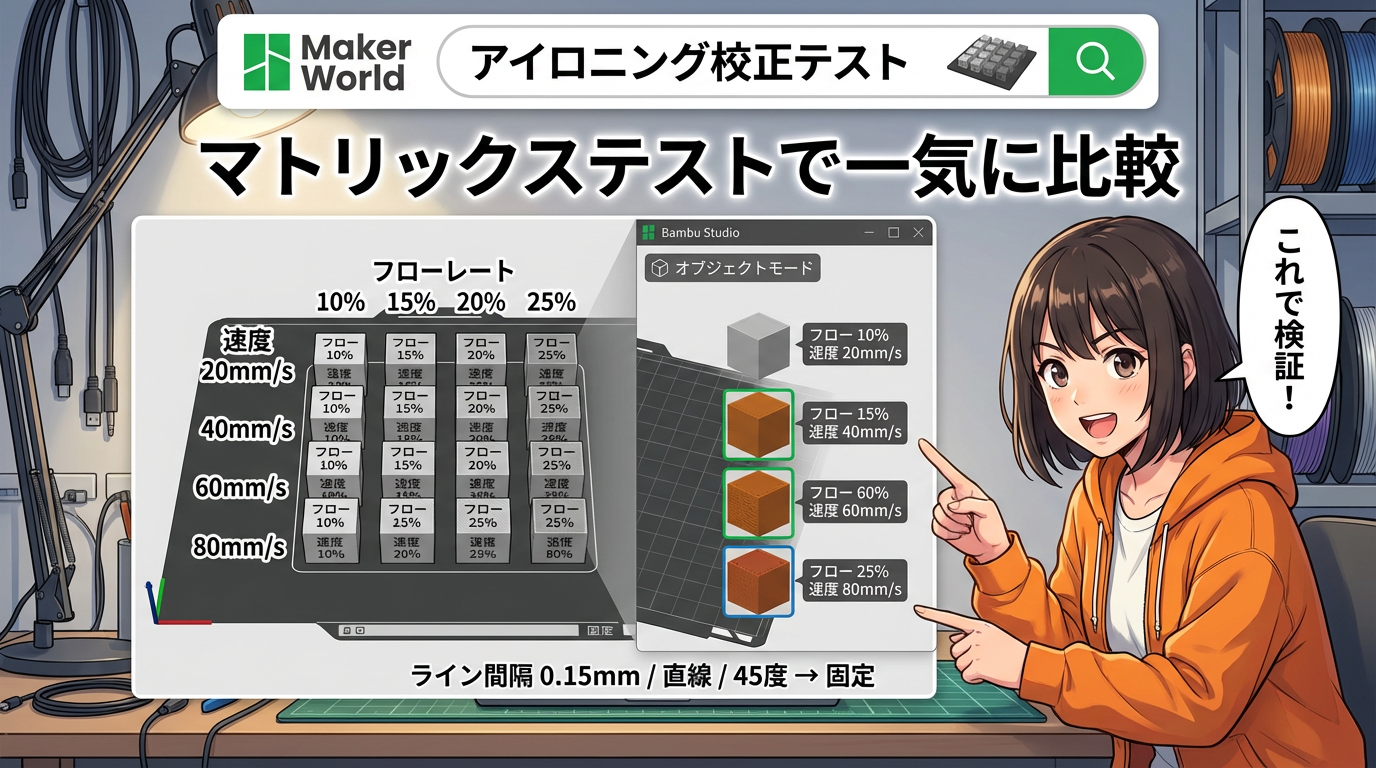
MakerWorldで「Ironing Calibration」や「Ironing Test」と検索すると、四角いブロックが並んだテストモデルが見つかります。
これをBambu Studioの「オブジェクト」モードで開いて、各ブロックに異なる流量と速度を割り当てるんです。
例えば横軸に速度を何段階か、縦軸に流量を何段階か。ライン間隔は0.15mm、パターンは直線、角度は45度で固定して、流量と速度だけ変えてテストする🔬
結果の見方

プリントが終わったら、各ブロックの表面を観察します。
- 下地の線がまだ見えている、ザラザラしている → 流量不足か速度が速すぎ
- 波打つようなデコボコがある、エッジにバリがある → 流量過多
- 見た目が同じくらいのブロックが複数あったら、指の腹で撫でてみてください。一番ツルツルで抵抗がないものが、あなたのフィラメントのスイートスポットです✨
📝 まとめ

① アイロンは「熱」「圧力」「微量吐出」の3つの力で最上面を鏡面にする機能
② 流量と速度はセットで調整する。片方だけ変えると失敗しやすい
③ PLAの出発点はアイロン時の流量比率15〜25%、速度30〜60mm/s。デフォルトの10%で物足りないと感じたら少しずつ上げてみる
④ エッジの肥大化はアイロニングインセットで防ぐ。デフォルトの0.21mmで足りなければ少し広げてみる
⑤ 長時間のアイロンはヒートクリープに注意。速度を上げて、温度を下げる
数値まとめ
- アイロン時の流量比率 → デフォルト10% → 改善が見られる範囲15〜25%(PLAベース)
- アイロンの速度 → 推奨30〜60mm/s(PLAベース)
- ライン間隔 → 0.15〜0.20mm(標準0.15mm)
- アイロニングインセット → デフォルト0.21mm(エッジ肥大化が気になる場合は少し広げる)
- PETG流量 → 8〜15%(粘着対策で控えめに)
- ヒートクリープ対策 → 速度30mm/s以上、温度-5〜10℃
✅ 今日やること

① Bambu Studioの「トップ面/底面」→「アイロン」を開いて、「アイロンタイプ」を「トップ面」に設定してみてください
② 「アイロン時の流量比率」をデフォルトの10%から15%に上げてみる。「アイロニングインセット」はデフォルトの0.21mmのままでOK
③ MakerWorldで「Ironing Calibration Test」と検索して、テストモデルを印刷してみてください。自分のフィラメントのスイートスポットが見つかります
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeでも見れます
https://www.youtube.com/@3dbox203
📝 ブログ記事も書いてます
https://mardna810.com/
📘 Noteでも読めます
https://note.com/mar810
参照ファイル:
- 03_podcast_script_draft.md
画像挿入マップ(編集用メモ)
| 位置 | 画像 | Slide | 内容 |
|——|——|——-|——|
| 冒頭(体験談) | scene/002.png | Slide 02 | 体験談 ─ 逆にガタガタに |
| 結論先出し | scene/003.png | Slide 03 | テーマ宣言 ─ 流量×速度 |
| アイロンの原理 | scene/004.png | Slide 04 | アイロンの原理 ─ 積層痕 |
| 3つの力 | scene/005.png | Slide 05 | 3つの力 ─ 熱・圧力・微量吐出 |
| バウ波 | scene/006.png | Slide 06 | バウ波 |
| 単調線パターン | scene/007.png | Slide 07 | 単調線パターン |
| 設定項目 | scene/008.png | Slide 08 | アイロンタイプの設定 |
| モディファイア | scene/009.png | Slide 09 | モディファイア局所適用 |
| 流量比率 | scene/010.png | Slide 10 | 流量比率(最重要) |
| 流量少なすぎ | scene/011.png | Slide 11 | 流量少なすぎ |
| 流量多すぎ | scene/012.png | Slide 12 | 流量多すぎ |
| スイートスポット | scene/013.png | Slide 13 | 流量スイートスポット |
| 速度 | scene/014.png | Slide 14 | アイロンの速度 |
| 速度遅すぎ | scene/015.png | Slide 15 | 速度が遅すぎる場合 |
| 速度速すぎ | scene/016.png | Slide 16 | 速度が速すぎる場合 |
| 流量×速度の相関 | scene/017.png | Slide 17 | 流量×速度の相関 |
| 目安マトリックス | scene/018.png | Slide 18 | 速度×流量マトリックス |
| ライン間隔 | scene/019.png | Slide 19 | ライン間隔 |
| パターンと角度 | scene/020.png | Slide 20 | パターンと角度 |
| インセット | scene/021.png | Slide 21 | アイロニングインセット |
| ヒートクリープ | scene/022.png | Slide 22 | 罠①ヒートクリープ |
| 回避策 | scene/023.png | Slide 23 | ヒートクリープ回避策 |
| 小面積 | scene/024.png | Slide 24 | 罠②小面積オーバーヒート |
| バウ波蓄積 | scene/025.png | Slide 25 | 罠③バウ波蓄積 |
| PLA | scene/026.png | Slide 26 | フィラメント別:PLA |
| PETG | scene/027.png | Slide 27 | フィラメント別:PETG |
| ABS/ASA | scene/028.png | Slide 28 | フィラメント別:ABS/ASA |
| シルクPLA | scene/029.png | Slide 29 | フィラメント別:シルクPLA |
| 前提条件 | scene/030.png | Slide 30 | キャリブレーション前提 |
| テストモデル | scene/031.png | Slide 31 | マトリックステスト |
| 結果の見方 | scene/032.png | Slide 32 | 結果の見方 |
| まとめ | scene/034.png | Slide 34 | まとめ |
| CTA | scene/035.png | Slide 35 | CTA |
合計: 33枚使用
未使用: scene/001.png (Slide 01 オープニング), scene/033.png (Slide 33 実用パーツへの適用), scene/036.png (Slide 36 クロージング)


コメント