
シリーズ: 実用パーツを極める!寸法精度と強度の完全攻略 第3回・最終回(全3回)
推定読了時間: 約12分
文字数: 約5,000文字
👇 音声でも解説しています

🎬 YouTubeでも見れます

SNSで見たことありませんか? プリントしたらそのまま回る歯車、折りたためるドラゴン、パチパチ動くリンク機構。
「うわ、すごい!自分もやりたい!」って思ってダウンロードして印刷したら…動かない。くっついてる。
力を入れて剥がそうとしたら「バキッ」。ヒンジの軸が折れた。
僕も最初はまさにこれでした。PIPは見た目は魔法みたいですが、成功させるには科学が必要です。
「実用パーツを極める」シリーズ最終回の今回は、この「プリント・イン・プレイス(PIP)」を成功させるための全技術をお伝えします🔧

🔍 先に結論!PIPの最大の敵は「癒着」

PIPの最大の敵は「癒着」です。隣り合う壁が印刷中にくっついてしまうこと。
これを防ぐ3つのカギがあります。
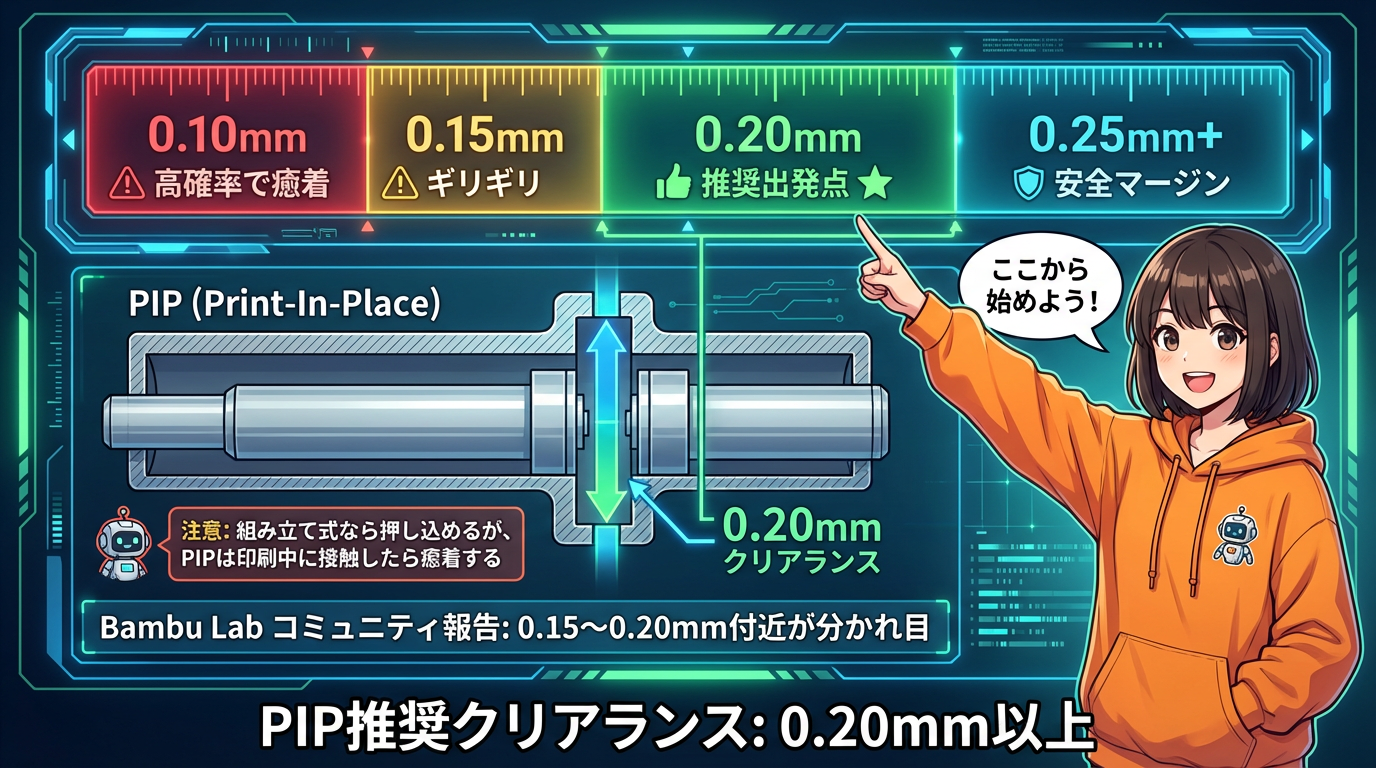
① 十分なクリアランス → まずは0.20mmを出発点に
② 流量の制御 → 過押し出しを防ぐ
③ ブリッジとオーバーハングの最適化 → 重力との戦いを制する
この3つを押さえれば、PIPの成功率は格段に上がります💪
🔩 PIPとは何か ─ 基礎概念

まず、PIP(Print-In-Place)の仕組みを整理しましょう。
通常の組み立て式パーツは、軸とジョイントを別々にプリントして後から差し込みます。
PIPは、これを最初から一体で印刷する。軸が穴の中にある状態でプリントが完了する。
つまり、プリント中に「動く部品の隙間」を維持しなければならない。ここに全ての難しさが集約されています。
組み立て式なら多少キツくても後から押し込める。でもPIPは違います。プリント中に隣接する壁同士が物理的に接触したら、熱で癒着して終わりです😅
📏 クリアランスの科学 ─ なぜ0.2mmが出発点なのか
第1回で学んだクリアランスの話をPIPに応用します。
Bambu Labプリンターのコミュニティ報告を見ると、PIPの限界クリアランスは0.15〜0.20mm付近が目安になることが多いです。でも、材料や流量の設定で簡単に前後します。
僕の推奨は、再現性を重視して「0.20mm」を出発点にすること。安全マージンを持つことがPIP成功の第一歩です。
0.1mmだとなぜ癒着するのか

0.1mmのクリアランスが難しい理由は3つあります。
① ダイスウェル → 第1回で話した通り、ノズルから出た樹脂が膨らむ。0.1mmの隙間は簡単に埋まってしまう
② 熱伝導 → 一方の壁を印刷中に、隣の壁も加熱される。先に印刷した壁の表面が再溶融して融着してしまう
③ 流量の微小な過剰 → フローが1%でも多ければ、壁が設計値より太くなって接触しやすくなる
0.2mmの隙間があれば、これら全部を吸収できるバッファになります。0.1mmだとバッファがほぼゼロなんです🔬
💧 流量比(Flow Ratio)の微調整
PIPでは流量の精度が命です。少しでも過剰に押し出されると隙間が消えます。
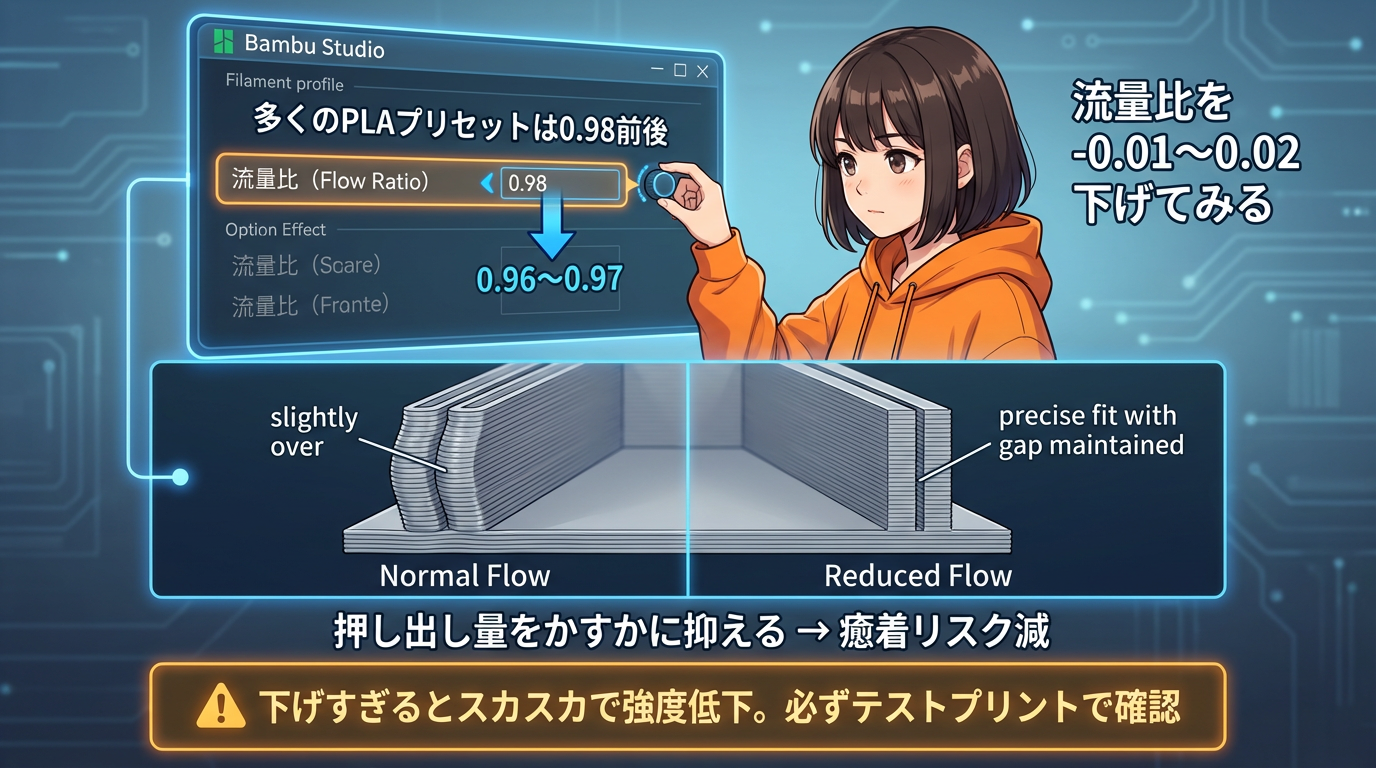
Bambu Studioでは、フィラメントプリセットの編集画面にある「流量比(Flow Ratio)」を使います。多くのPLAプリセットは0.98前後に設定されていますが、まずは「今使っているプリセットの値」を確認してください🔍
PIP向けの調整方法
PIPモデルを印刷するときは、この流量比を「元の値から0.01〜0.02だけ下げる」手法があります。
押し出し量をかすかに抑えることで精度を上げ、癒着リスクを減らせます。
ただし、下げすぎると今度はスッカスカで強度が落ちるため、必ずテストプリントで判断してください。「元の値を確認してから微調整」が鉄則です⚖️
🌉 ブリッジ ─ PIPで一番難しいポイント
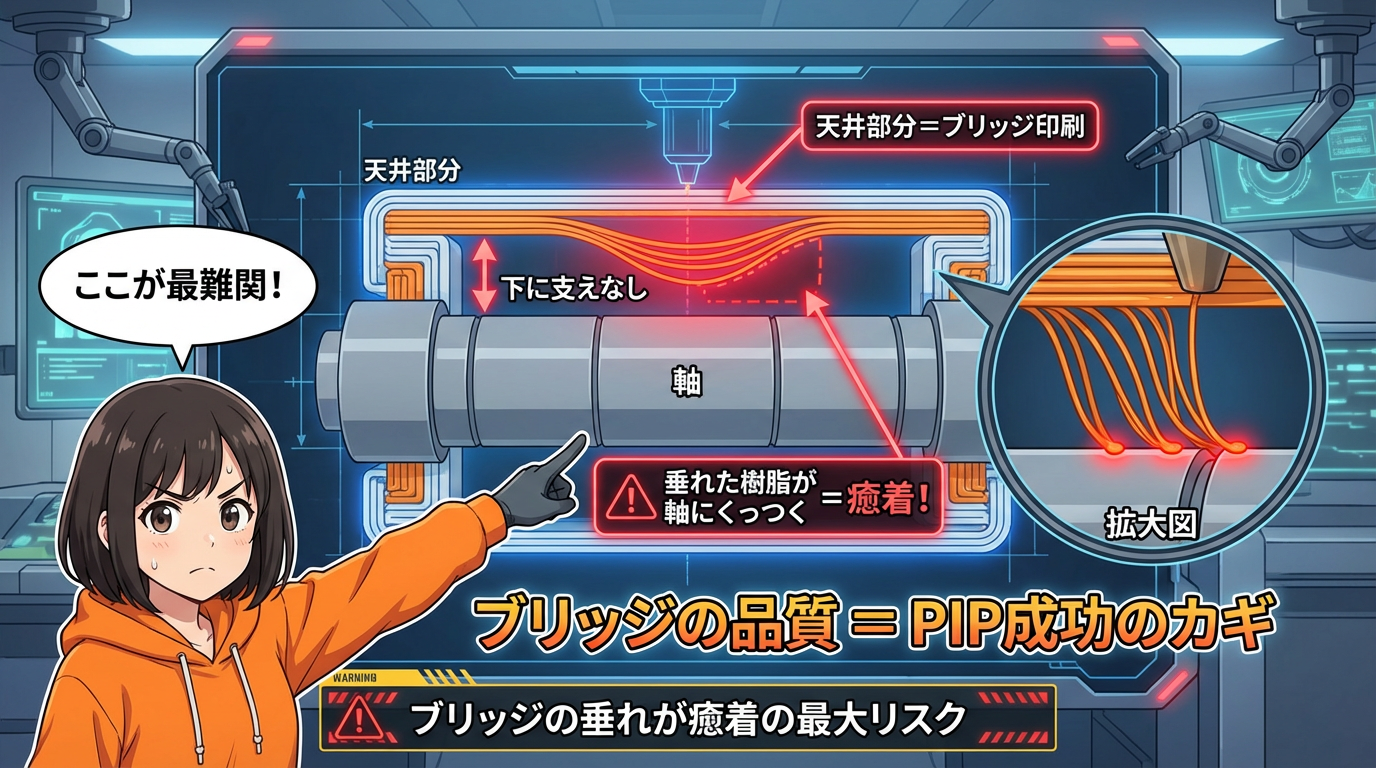
PIPで一番難しいのは「ブリッジ」です。
回転軸の上部を覆う「天井」は、空中に橋をかけるように印刷される。下に支えがない状態で水平に樹脂を渡す。
この瞬間が最も癒着のリスクが高い。垂れた樹脂が軸にくっつくからです。ブリッジの品質がPIP成功の鍵を握っています。
「厚いブリッジ(Thick bridges)」の罠
Bambu StudioでのPIP向けブリッジ設定には、ハマりやすいポイントがあります。
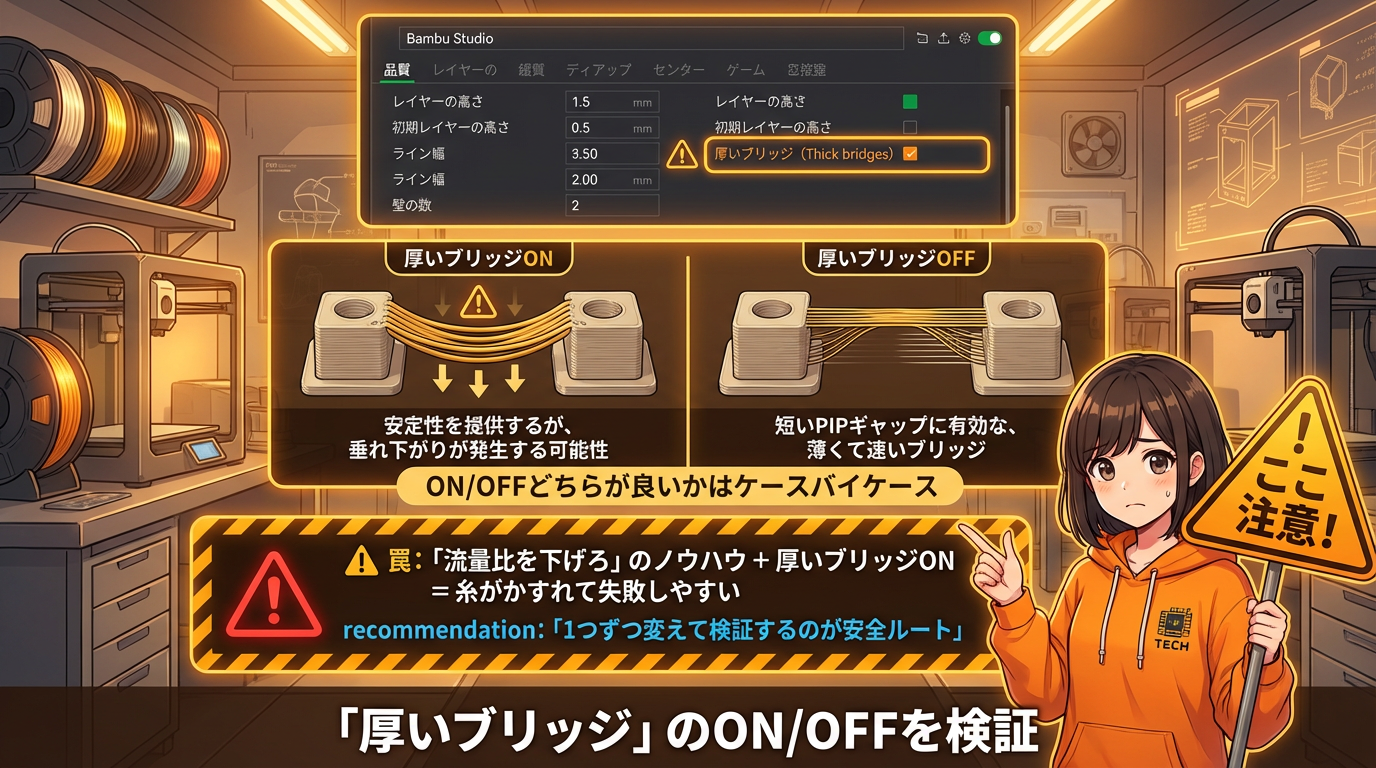
それが「品質」タブの詳細設定にある「厚いブリッジ(Thick bridges)」というチェック項目です。ここがオンだと、ブリッジ線を太く押し出して安定性を高めようとします。
でもPIPのときは、この機能が良い方向に働く場合と、悪い方向に働く場合があります。
ネットには「ブリッジの流量比(Bridge flow ratio)を下げろ」というノウハウがありますが、「厚いブリッジ」がオンのまま流量だけ下げると、糸がかすれて失敗しやすいんです。
対処法はシンプルです👇
→ 垂れが原因で癒着するなら「厚いブリッジ」はオフにして速度や流量を調整してみる
→ 逆に長いブリッジの安定性が欲しいならオンのまま残す
→ 1個ずつ変えて検証するのが安全なルートです
❄️ ブリッジの冷却と速度制御

「厚いブリッジ」に加えて、「冷却」と「ブリッジ速度」も重要です。
冷却の設定
フィラメント設定の「冷却」タブにある「オーバーハングとブリッジの強制冷却」を確認してください。
PLAやPETGでは、オーバーハング時のファン速度を最大値付近(80〜100%)まで上げることで改善する場合があります。ただしABSやASAは冷やしすぎると反りや層間割れの原因になるため、最大値を上げすぎず様子を見ながら調整してください。
ブリッジ速度
次にプロセス設定の「ブリッジ速度」。
多くの標準プロファイルでは40〜50mm/s前後ですが、PIPのように距離が短い場合は「少し遅くして確実に定着させる」か「少し速くしてダレる前に渡す」か、どちらが合うかテストして決めるのが安全です🧪
🌡️ 温度の逆転と「サイレントモード」
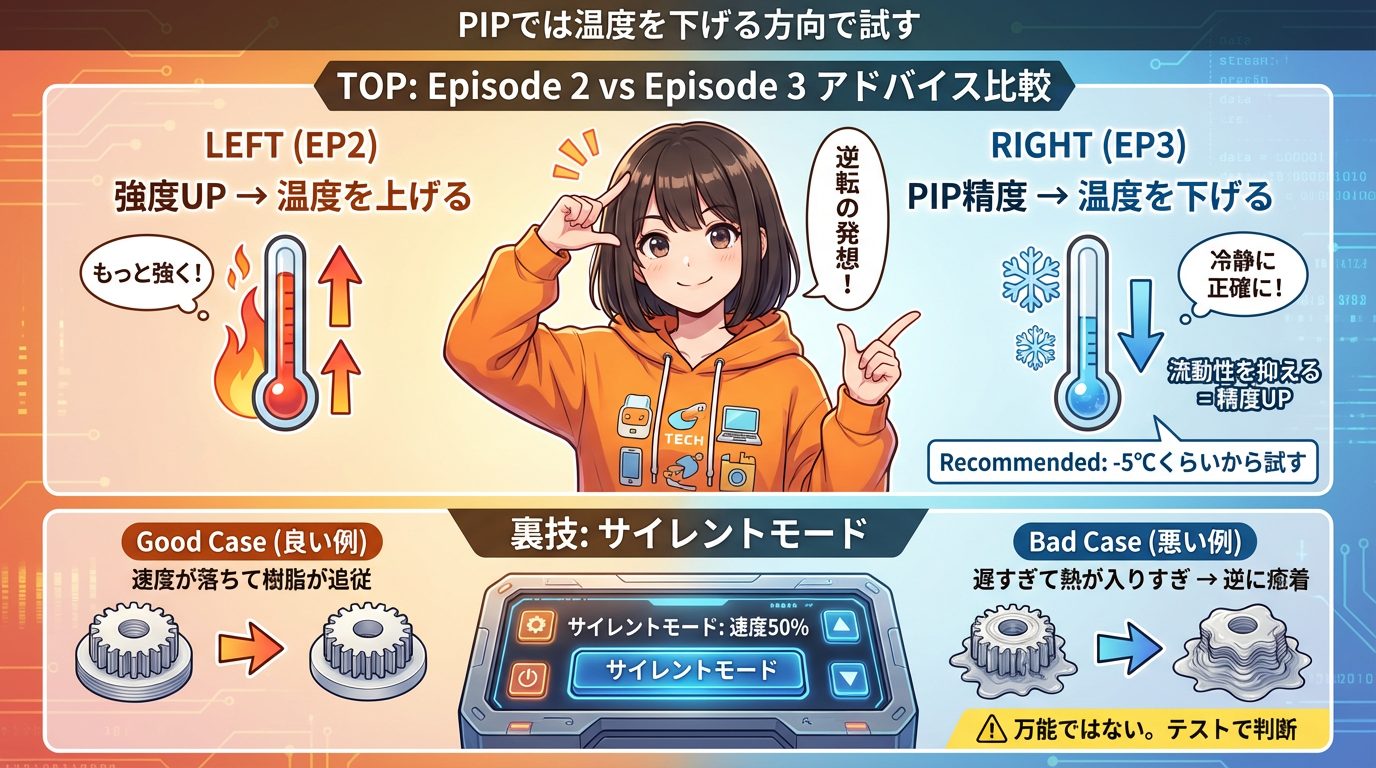
第2回で「強度を上げるなら温度を上げる」と言いましたが、PIPでは全く逆の調整が必要になることがあります。
精度を求めるなら流動性を抑えるため、温度を「今のプリセットの推奨温度から5℃ほど下げる」のがひとつの目安です。
さらに、プリンター本体の「サイレントモード」で速度を50%に落とす裏技もあります。速度が遅くなれば樹脂が追従して綺麗に出るんですが、逆に遅すぎて熱が入りすぎ、溶け残って癒着するケースもあります。
万能ではないので、これもテストで判断してください。第2回の「温度を上げる」と真逆のアプローチが必要になるのが、PIPの奥深いところです🔥
📐 サポートレスPIPのための設計指針
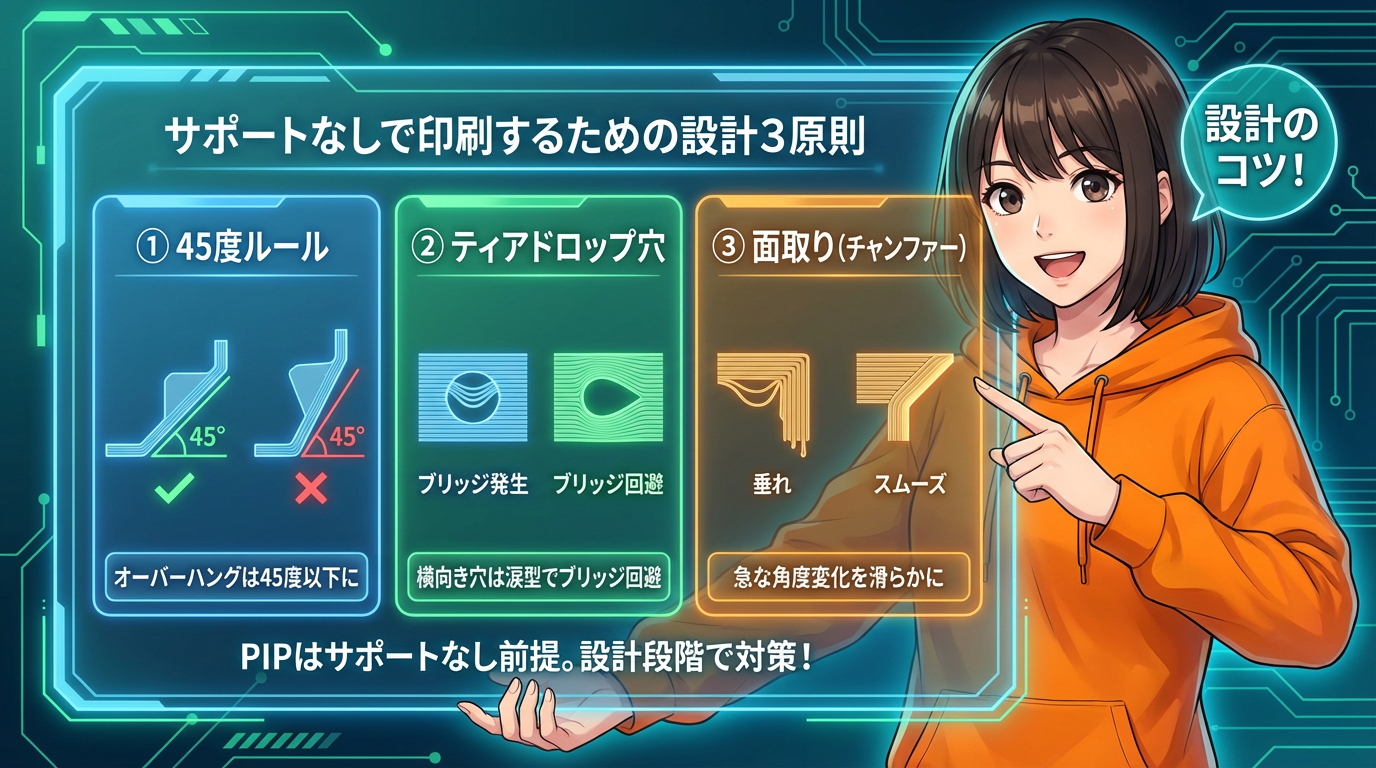
PIPは「サポートなしで印刷する」のが前提です。サポートが可動部の隙間に入ったら除去できませんからね。
設計のポイントは3つです。
① 45度ルールの目安を守る → 材料と冷却にもよるが、オーバーハングは45度以下に
② ティアドロップ型の穴を使う → 横向きの穴は真円にせず、上部を涙型にしてブリッジを回避
③ 面取り(チャンファー)を活用 → 急な角度変化を滑らかにして垂れを防ぐ
これらを意識してCADモデルを作ると、スライサー任せにしなくても綺麗にPIPが決まります✨
🧪 実践 ─ テストモデルでの検証
ここまで読んで「じゃあ自分のプリンターだとどうなの?」と思いますよね。
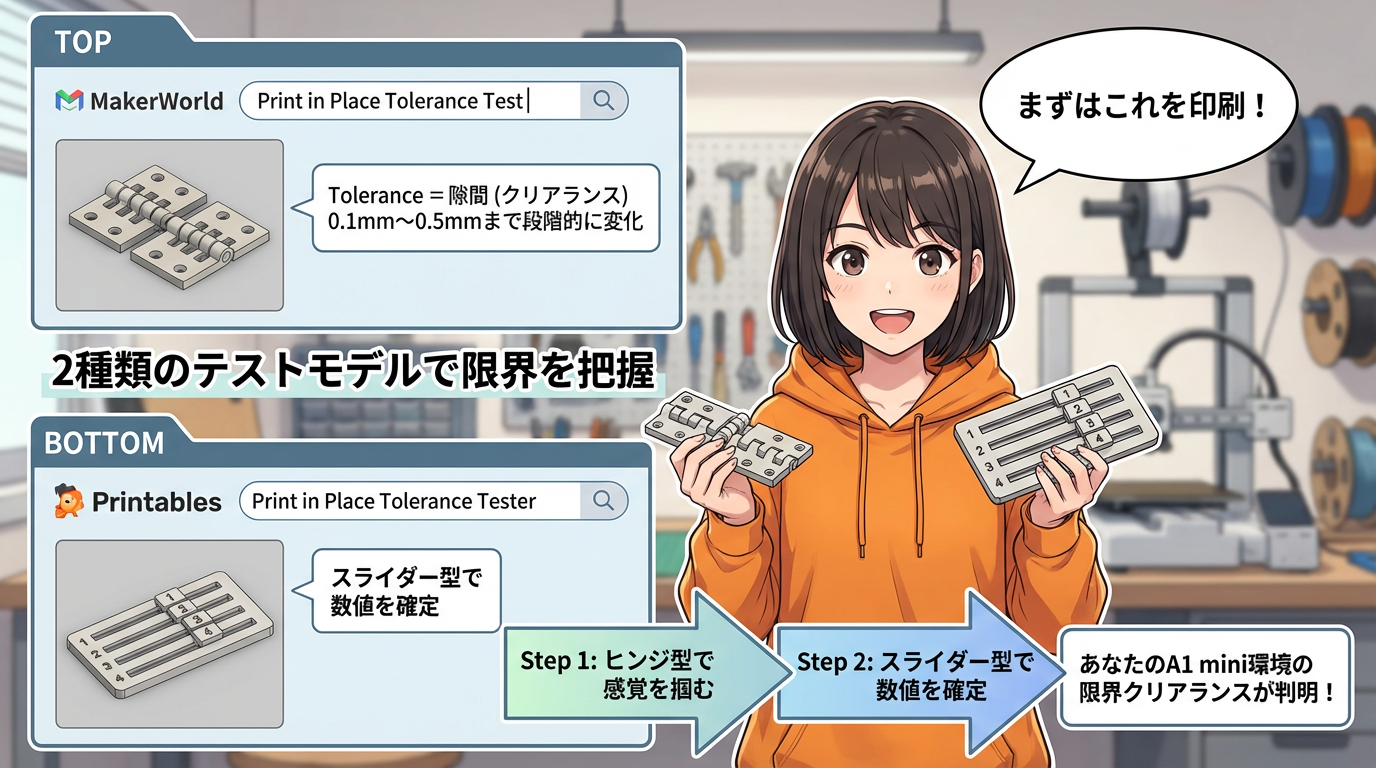
A1 miniユーザーなら、まずはMakerWorldで「Print in Place Tolerance Test」と検索してみてください。
ヒンジ型のテストモデルで、0.1mm〜0.5mmまで段階的にクリアランスが変えてあります。
まずはこれを印刷して「どこから動くか」「どこまでなら安定するか」を確認してください。
スライダー型テストもおすすめ
次におすすめなのが、Printablesで検索できる「Print in Place Tolerance Tester」。
こちらはスライダー型で、「何mmが動くのか」を数値で確認できます。
ヒンジ型で感覚を掴み、スライダー型で数値を確定させる。この2段階で、あなたのA1 mini環境での限界クリアランスがはっきりします🎯
📝 まとめ

① PIPの最低クリアランスは0.2mm付近が分かれ目になりやすい
② 流量は少なめに。過押し出しは癒着の直接原因
③ ブリッジは速く、少なく、冷やす。この3原則で天井面の垂れを防ぐ
迷ったら覚えてください👇
「PIPが動かない → まずクリアランス0.2mm以上か確認」
「それでもダメ → 流量比を0.01下げる」
「ブリッジが垂れる → 厚いブリッジの設定を見直す+冷却UP」
🏆 シリーズ総括 ─ 「実用パーツを極める」全3回
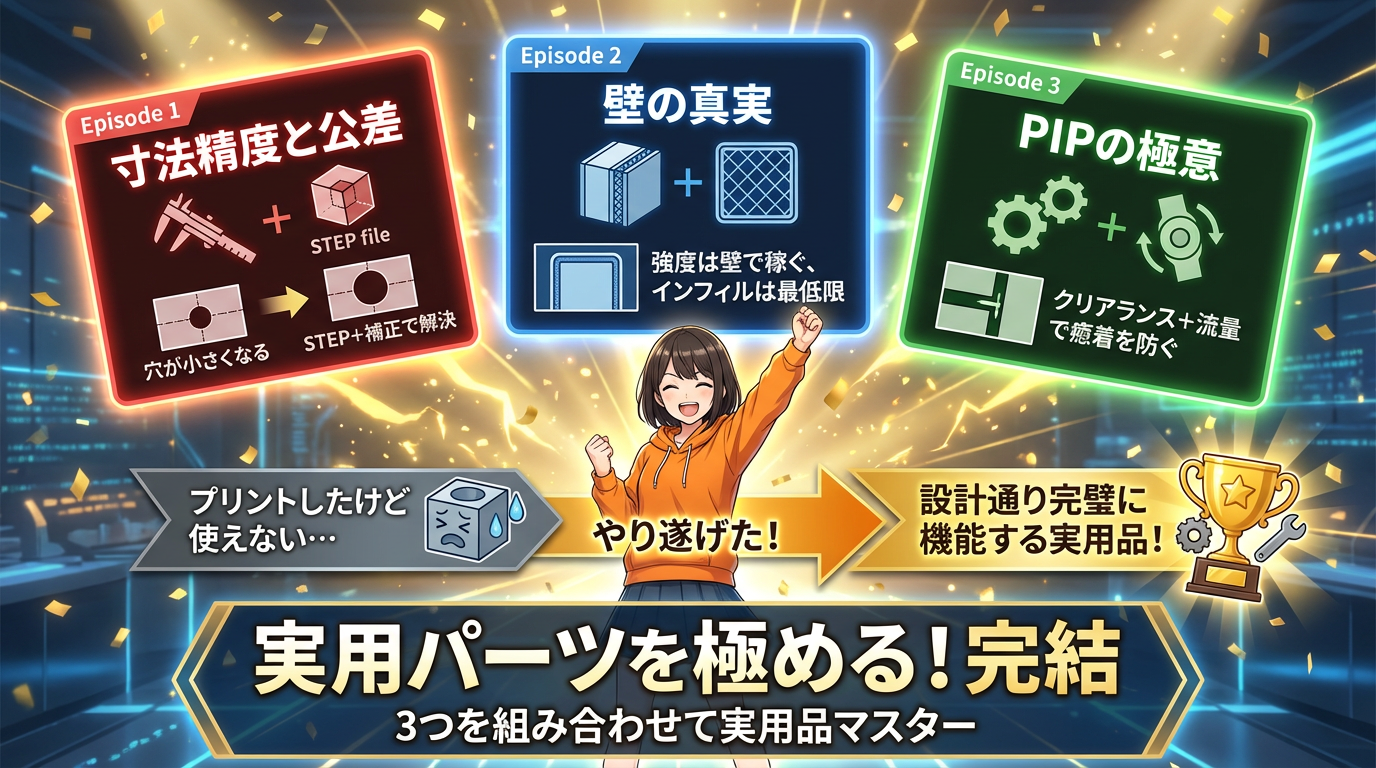
これで「実用パーツを極める」シリーズ全3回が終了です。
① 第1回: 寸法精度 → 穴が小さくなる原因を理解して、STEP形式と補正機能で解決
② 第2回: 強度 → 壁で稼ぐ、インフィルは最低限
③ 第3回: PIP → クリアランスと流量制御で癒着を防ぐ
この3つを組み合わせれば、「プリントしたけど使えない」から「設計通り完璧に機能する実用品」へステップアップできます。
前シリーズの「スライサー設定 完全攻略」と合わせれば、Bambu Studioの設定はほぼ完全に理解できたはずです。長いシリーズにお付き合いいただき、本当にありがとうございました🙏
数値まとめ
- PIP最小クリアランス → 0.15〜0.20mm(推奨0.20mm以上)
- PIP用流量比 → 元の値から-0.01〜-0.02
- ブリッジ冷却 → PLA/PETGはファン80〜100%
- PIP用温度 → 推奨温度から-5℃が目安
- オーバーハング → 45度以下を目安に
- テストモデル → MakerWorldで「Print in Place Tolerance Test」検索
✅ 今日やること

① MakerWorldやPrintablesで「PIP tolerance test」と検索して、限界クリアランスを確認する。出発点は0.2mm!
② 次にPIPを印刷するとき、フィラメントの「流量比」を元の値から-0.01だけ下げてみる
③ Bambu Studioの品質タブを開いて「厚いブリッジ(Thick bridges)」の設定がどうなっているか確認してみてください
👇 音声でも解説しています
🎬 YouTubeでも見れます
📝 ブログ記事も書いてます

📘 Noteでも読めます


コメント