
> 3Dプリントの積層痕、正しい手順で磨けばかなり目立たなくできます。番手の選び方、水研ぎの効果、初心者がやりがちな3つの失敗まで、サンディングの基礎を徹底解説。ヤスリと水だけで仕上がりが別物に。
👇 音声でも解説しています

👇 YouTube動画版はこちら


こんにちは、まーです!
3Dプリントの積層痕、そのまま使っていませんか? あのシマシマ模様を見るたびに「もうちょっとキレイにならないかな」って思ったことがある方、結構多いんじゃないかと思います。
実はあの積層痕、正しい手順で磨けばかなり目立たなくできるんですよね。しかも特殊な薬品とか高価な機材は必要なくて、ヤスリと水があればいい。
今日から全4回のシリーズで、3Dプリントの後加工を徹底的に解説していきます。第1回のテーマは「磨く」、サンディングの科学です。
後加工シリーズの全体像

このシリーズは全4回で、①磨く、②埋める、③塗る、④くっつける、この順番で進めていきます。
なぜこの順番かというと、実際の後加工作業もこの流れで進めるからなんですよね。まず磨いて表面を整えて、次にパテで凹みを埋めて、塗装して、最後に部品を接着する。料理で言えば、下ごしらえ、味付け、盛り付け、仕上げ、みたいな順番です。
逆の順番でやると手戻りが発生して二度手間になります。例えば磨く前に塗装しちゃうと、塗膜ごと削ることになって最初からやり直しなんですよね。
今日はその土台になる「磨く」工程をしっかり押さえましょう。
なぜ後加工が必要なのか

FDMプリンターは溶かしたフィラメントを層に積み重ねていく方式なので、原理的にどうしても積層痕が出ます。これはプリンターの性能が悪いとかそういう話じゃなくて、FDMという方式そのものの宿命なんですよね。
ABSというフィラメントならアセトンの蒸気で表面を溶かして平滑化するという方法があります。ただしこれはABS限定の話であって、僕たちが一番よく使うPLAやPETGにはアセトン平滑化は向かないんです。
じゃあどうするかというと、物理的に磨くしかない。考え方は木工と同じで、粗いヤスリから順番に細かくしていって、傷を段階的に小さくしていく。シンプルなんだけど、手順を間違えると逆効果になることもあるので、今日はその「正しい手順」をしっかり解説します。
ヤスリの「番手」とは

番手というのは研磨材の粗さを数字で表したもので、数字が小さいほど粗くて、大きいほど細かいです。イメージとしては、砂場の砂と海岸の砂を比べる感じ。粗い砂はゴリゴリ削れるけど傷が深く残る。細かい砂は優しくなめらかに整えてくれる。
サンディングは4段階で考えるとわかりやすいです。
①「#120〜#200」が荒削り。サポート痕や大きな段差をガッと取り除く段階
②「#320〜#400」が中仕上げ。荒削りの傷を消していく段階
③「#600〜#800」が細仕上げ。ここから水研ぎが入ってくる段階
④「#1000〜#2000以上」が鏡面仕上げの領域
全部やる必要はなくて、用途に応じてどこまでやるか決めればOKです。塗装前提なら③まで、無塗装で見せたいなら④まで、という感じですね。
番手選びの最大の落とし穴 ─ 2倍ルール

ここが最大の落とし穴なんですが、番手の選び方に大事な目安があります。次に使う番手は、前の番手の1.5倍〜2倍以内くらいに刻むと失敗しにくいんですよね。
具体的に言うと、#200の次は#400、その次は#600、そして#800。この順番で進めれば、前の段階の傷をしっかり消しながらステップアップできます。
でも#200からいきなり#800に飛ぶと、#200でついた深い傷を#800の細かい粒子では消しきれないんです。結果として、細かい番手で延々磨いても、前の段階の傷が薄っすら残り続ける。
リレーのバトンリレーと同じで、順番にちゃんと渡さないとゴールにたどり着けない。「時間がないから途中飛ばそう」と思うと、結局やり直しになって余計に時間がかかる。これ、知らないとめちゃくちゃ時間を無駄にするポイントなので、ぜひ覚えておいてください。
#600以上は水研ぎ一択

#600以上の番手に進んだら、水研ぎを強くおすすめします。水をかけながら磨くやり方ですね。
水研ぎがいい理由は2つあります。
①研磨粉が水に流されるので、ペーパーの目が詰まりにくい
②摩擦熱が水で冷却される
特に②が重要で、PLAのガラス転移温度は約60℃なんですよね。乾いた状態で力を入れて磨くと、摩擦熱でこの温度域に達してしまうことがあります。電動サンダーなんかで一気に磨くと、摩擦熱でPLAが軟化して表面がぐにゃっと変形することもある。せっかくキレイに磨いていたのに、一瞬で台無しです。
だから手磨きで、水をかけながらゆっくりやるのが一番安全で確実な方法。時間はかかるけど、急がば回れですよ。
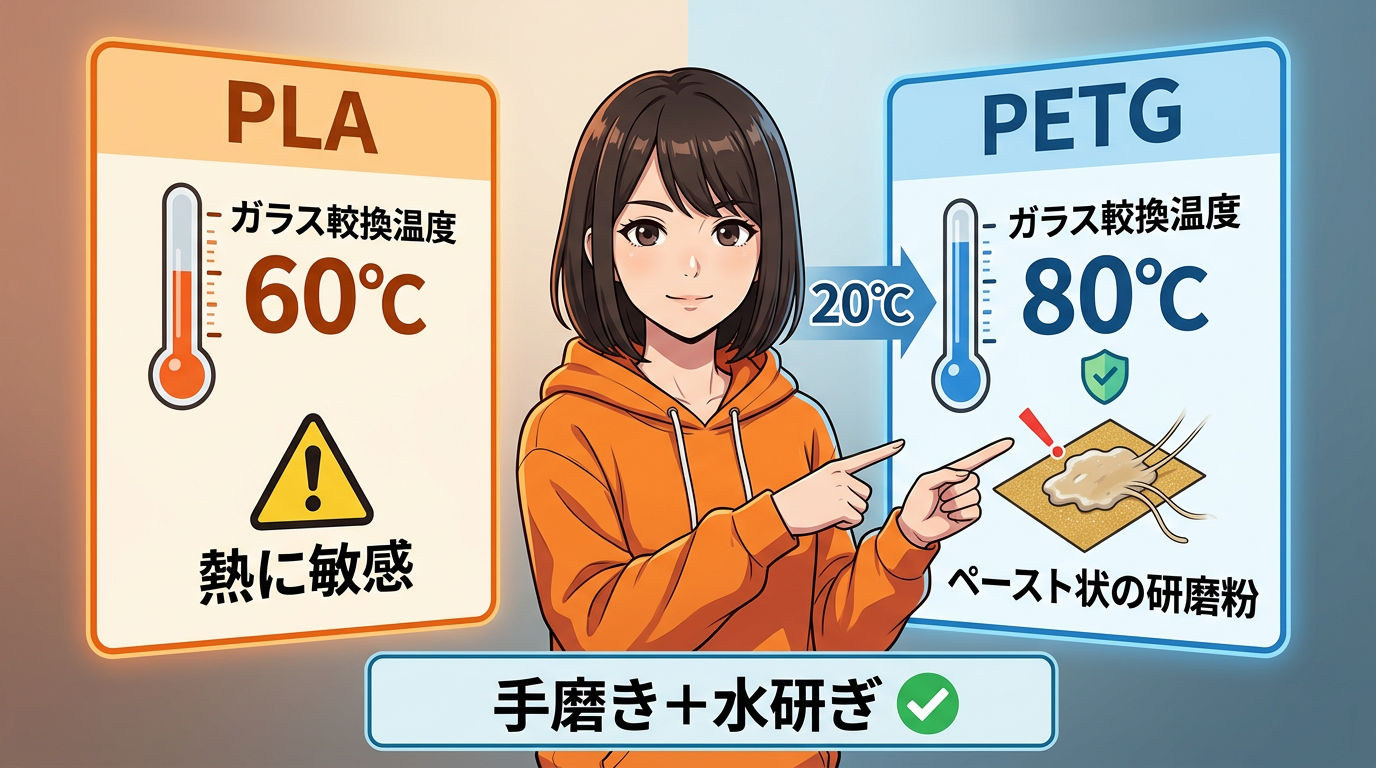
PETGの場合

PETGのガラス転移温度は約80℃なので、PLAの60℃と比べると20℃くらい余裕があります。多少の摩擦熱には耐えやすいので、PLAほど敏感ではないんですよね。
とはいえ油断は禁物で、電動工具で長時間同じ場所を磨き続ければPETGでも当然変形します。80℃って、真夏の車のダッシュボードくらいの温度ですからね。
PETG特有の注意点としては、PLAより素材に粘りがあるので研磨粉がペースト状になりやすいこと。このペーストが表面にこびりつくと仕上がりが悪くなるので、こまめに水で洗い流しながら作業してください。
おすすめ製品2選
具体的な製品を2つ紹介しますね。
ゴッドハンド 神ヤス
スポンジ基材のヤスリで、曲面にフィットしてくれるのが最大の強みです。3Dプリント品って曲面が多いじゃないですか。普通の紙ヤスリだと曲面で浮いちゃって均一に当たらないんですが、神ヤスはスポンジが曲面に追従してくれるので、ものすごく使いやすい。ガンプラ界隈でも定番の製品ですね。
タミヤ フィニッシングペーパー
平面の仕上げに向いています。番手のラインナップが豊富で、#600〜#2000まで揃っている。広い平面をガッと磨きたいときはこっちの方が効率がいいです。
曲面は神ヤス、平面はタミヤ、この2つがあれば大体の場面に対応できますよ。
実用データ ─ サンディングにかかる時間

実際にどのくらい時間がかかるのか、目安をお伝えしますね。
僕の感覚では、0.2mmレイヤーで印刷した10cm角くらいの単純な形状なら、#200〜#800まで通しで15分〜20分くらいかかります。0.12mmレイヤーなら積層痕が浅い分、もっと短く済みやすいですね。
だからもし後加工を前提にしているなら、Bambu Studioの「レイヤーの高さ」を0.12mm〜0.16mmに設定しておくのがおすすめです。印刷時間は少し増えますけど、サンディングの手間が大幅に減る。トータルの作業時間で考えると、こっちの方が早いことも多いんですよね。印刷はプリンターが勝手にやってくれるけど、サンディングは手作業ですから。
地味だけど超重要 ─ 段階間の清掃

番手を切り替えるたびに、必ず研磨粉を除去してください。これ、地味だけどめちゃくちゃ大事なポイントです。
なぜかというと、例えば#200で磨いた後に研磨粉を落とさずに#400に進むと、#200の粗い粒子が表面に残っているんですよね。その状態で#400のペーパーを当てると、#200の粒子が挟まって、せっかく#400で仕上げているのに#200レベルの傷がランダムに入ってしまう。
除去方法は簡単で、水洗いするかエアダスターで吹き飛ばすだけ。水研ぎしている場合は流水で10秒くらい流せば十分です。たったこれだけのことなんですが、やるとやらないで仕上がりが天と地ほど違います。
電動工具を使うときの注意点

電動工具を使いたい方もいると思うので、補足しておきますね。
オービタルサンダーを使う場合は、必ず最低速度に設定してください。そして頻繁に水をかけながら作業する。同じ場所に当て続けるとPLAの場合は熱が集中して変形しやすくなります。サンダーを常に動かし続けるイメージですね。
リューターは局所的な修正には便利な工具です。サポート痕の除去とか、細かい凹みの整形とか、ピンポイントで攻めたいところに向いています。ただし広い面をリューターで磨くのは効率が悪いし、削りすぎるリスクもある。
「リューターは外科医のメス、サンドペーパーは湿布」くらいに使い分けるといいですよ。
初心者がやりがちな3つの失敗

初心者がやりがちな失敗を3つまとめます。
①番手飛ばし ─ 一気に細かい番手に行ってしまうパターン。#200から#1000に飛んだりすると、永遠に前の傷が消えなくて、磨いても磨いても終わらないという地獄に陥ります。
②段階間の清掃忘れ ─ 粗い研磨粉が残ったまま次に進んで、逆傷がつくパターン。見た目にはわかりにくいので、塗装してから「あれ、傷が浮いてる」って気づいて絶望するんですよね。
③力の入れすぎ ─ ヤスリの自重と軽い手の重さだけで十分削れるのに、グイグイ押し付けてしまう。PLAが変形したり、面が歪んだり、局所的に削れすぎたりする原因です。
この3つを意識して避けるだけで、仕上がりは劇的に変わりますよ。
Before/After ─ サンディングだけでここまで変わる

0.2mmレイヤーで印刷したパーツって、表面を指で触ると明らかに凹凸がわかりますよね。あの洗濯板みたいなガタガタ感。これを#200〜#1000まで段階的に丁寧にサンディングすると、指で触ってもほぼ積層痕がわからないレベルまで持っていけます。
しかもこれ、塗装なし、パテなし、サンディングだけの結果なんですよね。ヤスリと水だけでここまで行ける。特別な技術も要らなくて、今日説明した手順を守るだけ。
これを知っているかどうかで、3Dプリンターで作れるものの幅がかなり広がると思います。見た目が製品レベルに近づくので、人に渡せるクオリティになるんですよね。
今日のまとめ ─ サンディング3つの鉄則

今日のポイントを3つにまとめます。
①番手を飛ばさない ─ 前の番手の1.5倍〜2倍以内で次を選ぶ。#200→#400→#600→#800、この順番を忠実に守ってください。
②#600以上は水研ぎにする ─ 水で冷却しながら磨くことで摩擦熱によるPLAの変形を防げる。仕上がりの質もワンランク上がりますし、ペーパーの寿命も延びるので一石二鳥です。
③段階を切り替えるたびに清掃する ─ 粗い研磨粉が残ったまま次に進むと逆傷の原因になるので、水洗いかエアダスターで必ず除去してから次の番手に進む。
特別な道具も技術も要らないので、まずは手持ちの失敗プリントとかで気軽に試してみてください。
次回予告

次回は「埋める」がテーマです。
サンディングで表面はかなりキレイになるんですが、それでもヤスリだけでは消せない凹みや隙間ってあるんですよね。サポート痕をもぎ取った跡とか、パーツの合わせ目の段差とか、印刷時に発生したピンホールとか。
そういうところを、パテやXTC-3D、サーフェイサーといった充填材を使って埋めていく方法をお伝えします。特にXTC-3Dは筆で塗るだけで表面が自然に滑らかになるかなり面白い製品で、ただし作業可能時間が約10分と短いので手早さが必要だったり、注意点もあります。
次回もぜひ聞いてください。
今回紹介した製品
- ゴッドハンド 神ヤス ─ スポンジ基材で曲面にフィット。ガンプラ界隈でも定番
- タミヤ フィニッシングペーパー ─ 平面仕上げ向け。#600〜#2000の豊富なラインナップ
- Bambu Lab A1 mini ─ 記事内で使用しているプリンター
関連記事

サンディングって地味な作業ではあるんですけど、ここを丁寧にやるかどうかで完成品のクオリティが全然違ってきます。ぜひ今日の3つの鉄則を意識して、まずは手元の造形物で試してみてくださいね。
では、また次回。
👇 音声でも解説しています
👇 YouTube動画版はこちら
👇 ブログ記事(テキスト版)

👇 Note(テキストでじっくり読みたい方)
画像挿入マップ(編集用メモ)
| 画像ファイル | 挿入位置 | 内容 |
|—|—|—|
| scene/001.png | H1直後 | Slide 1-2: フック+オープニング |
| scene/002.png | 後加工シリーズの全体像 | Slide 3: シリーズ全体像 |
| scene/003.png | なぜ後加工が必要なのか | Slide 4: FDMの宿命と後加工の必要性 |
| scene/004.png | ヤスリの「番手」とは | Slide 5: 番手の4段階解説 |
| scene/005.png | 番手選びの最大の落とし穴 | Slide 6: 番手2倍ルール |
| scene/006.png | #600以上は水研ぎ一択 | Slide 7: ウェットvsドライ |
| scene/007.png | PETGの場合 | Slide 8: PETGとの違い |
| scene/008.png | おすすめ製品2選 | Slide 9: 神ヤス+タミヤ |
| scene/009.png | 実用データ | Slide 10: サンディング時間の目安 |
| scene/010.png | 段階間の清掃 | Slide 11: 研磨粉除去の重要性 |
| scene/011.png | 電動工具を使うときの注意点 | Slide 12: オービタルサンダー+リューター |
| scene/012.png | 初心者がやりがちな3つの失敗 | Slide 13: 番手飛ばし・清掃忘れ・力の入れすぎ |
| scene/013.png | Before/After | Slide 14: サンディングだけの仕上がり変化 |
| scene/014.png | 今日のまとめ | Slide 16: サンディング3つの鉄則 |
| scene/015.png | 次回予告 | Slide 17: 第2回「埋める」予告 |
| scene/016.png | エンディング | Slide 18: では、また次回 |


コメント