
> 反り(Warping)は物理でちゃんと説明できるトラブルです。熱収縮という根本原因、反りやすい形状4条件(薄板・長尺・鋭角・L字)、よくある原因4つ(ベッド温度・冷却ファン・プレート汚れ・環境温度)を、A1 mini前提で全部整理します。
👇 音声でも解説しています

こんにちは、まーです!
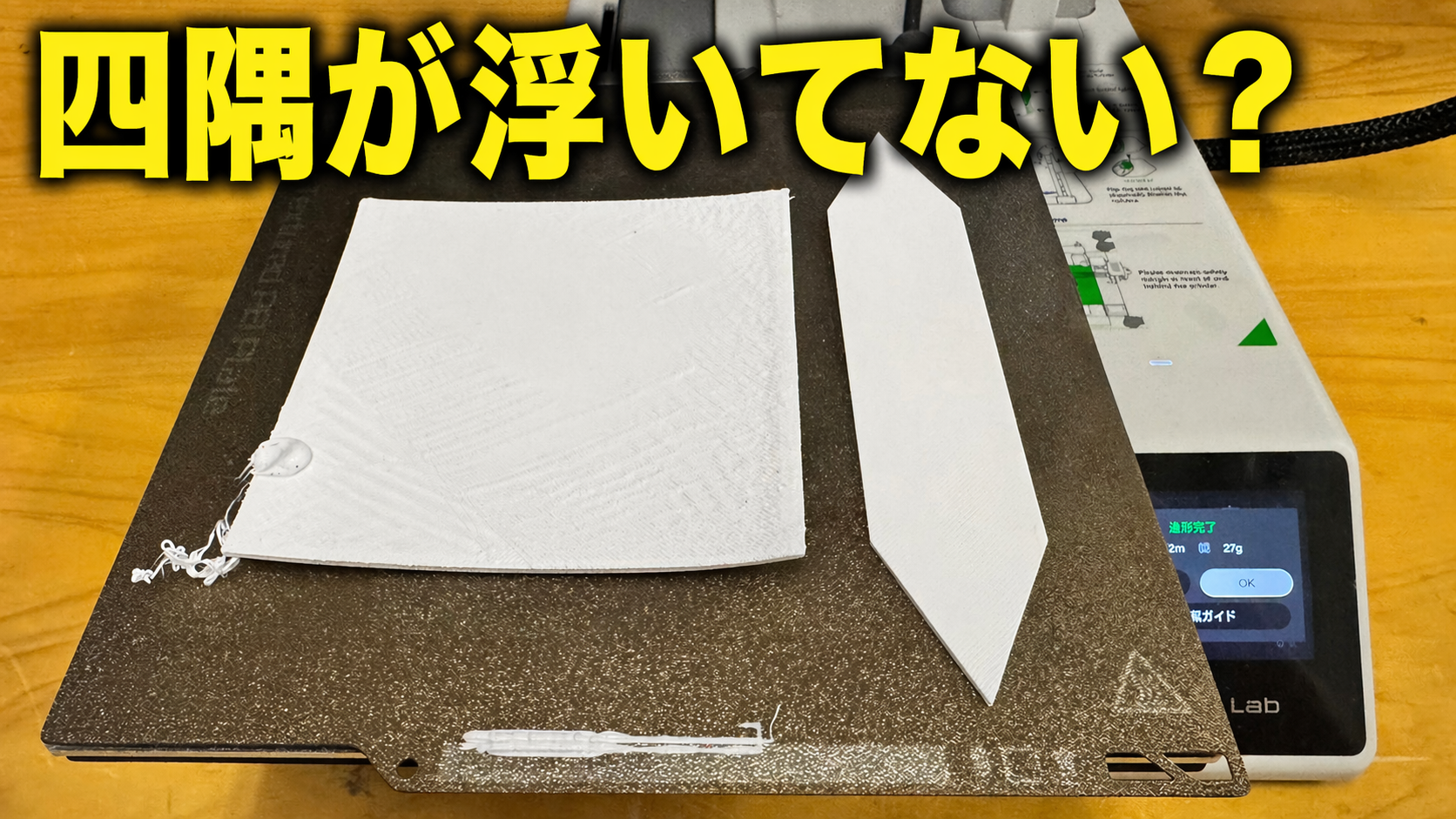
3Dプリンターで印刷したら、「四隅がぺろっと浮いてる」「底面が反って机の上でガタガタする」── こんな経験、ありませんか?
これ、実は 3Dプリントのトラブルの中でも原因がはっきりしてる方なんですよね。物理でちゃんと説明できる現象で、対策の方向性もはっきりしてます。今回は前後編の2本立てで、前編では「敵を知る」ところから。反りの正体と、反りやすい形状、よくある原因4つを整理していきます。
今回のテーマと前後編の構成

反り(Warping)について、前後編の2本立てで解説します。
前編(この記事)は、反りの正体 ─ 物理的なメカニズムと、反りやすい形状の条件、そしてよくある原因4つ(ベッド温度、冷却ファン、プレート汚れ、環境温度)。
後編は、具体的な対策を5つ、素材別の傾向、そして A1 mini での実機検証(わざと反らせた版と対策版のBefore/After)をお見せする予定です。
反りは避けられない物理現象ですけど、コントロールはできるんですよね。まずは前編で「敵を知る」ところから始めていきましょう。
反りの正体 ─ 熱収縮が根本原因
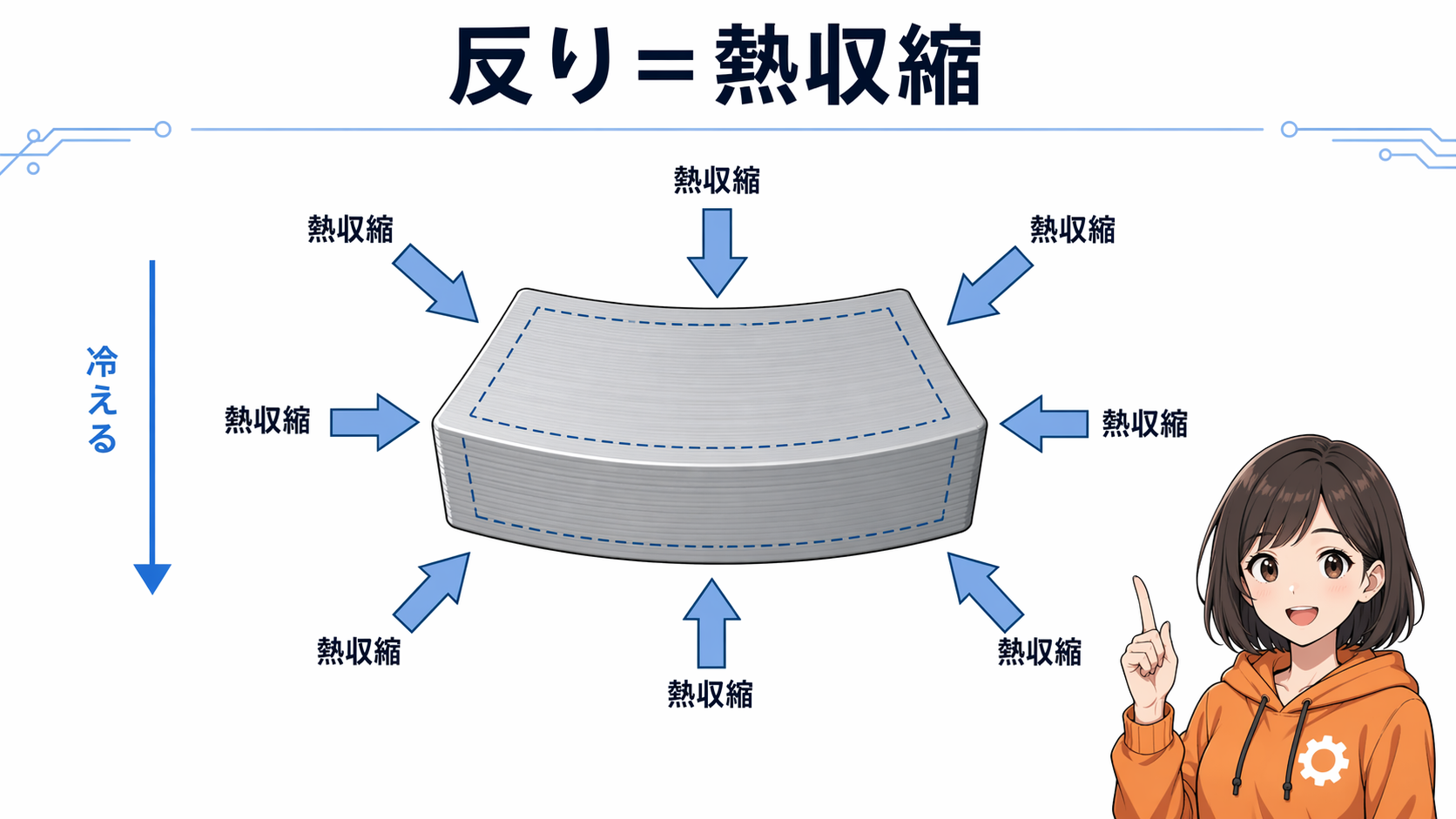
まず反りの正体から。
結論を先に言うと、反りは「熱収縮」が原因です。溶けた状態のフィラメントが室温まで冷えるとき、体積が縮むんですよね。この収縮が均一に起きればいいんですけど、実際にはそうはいかないんです。
反りの正体 ─ 温度差が応力を生む
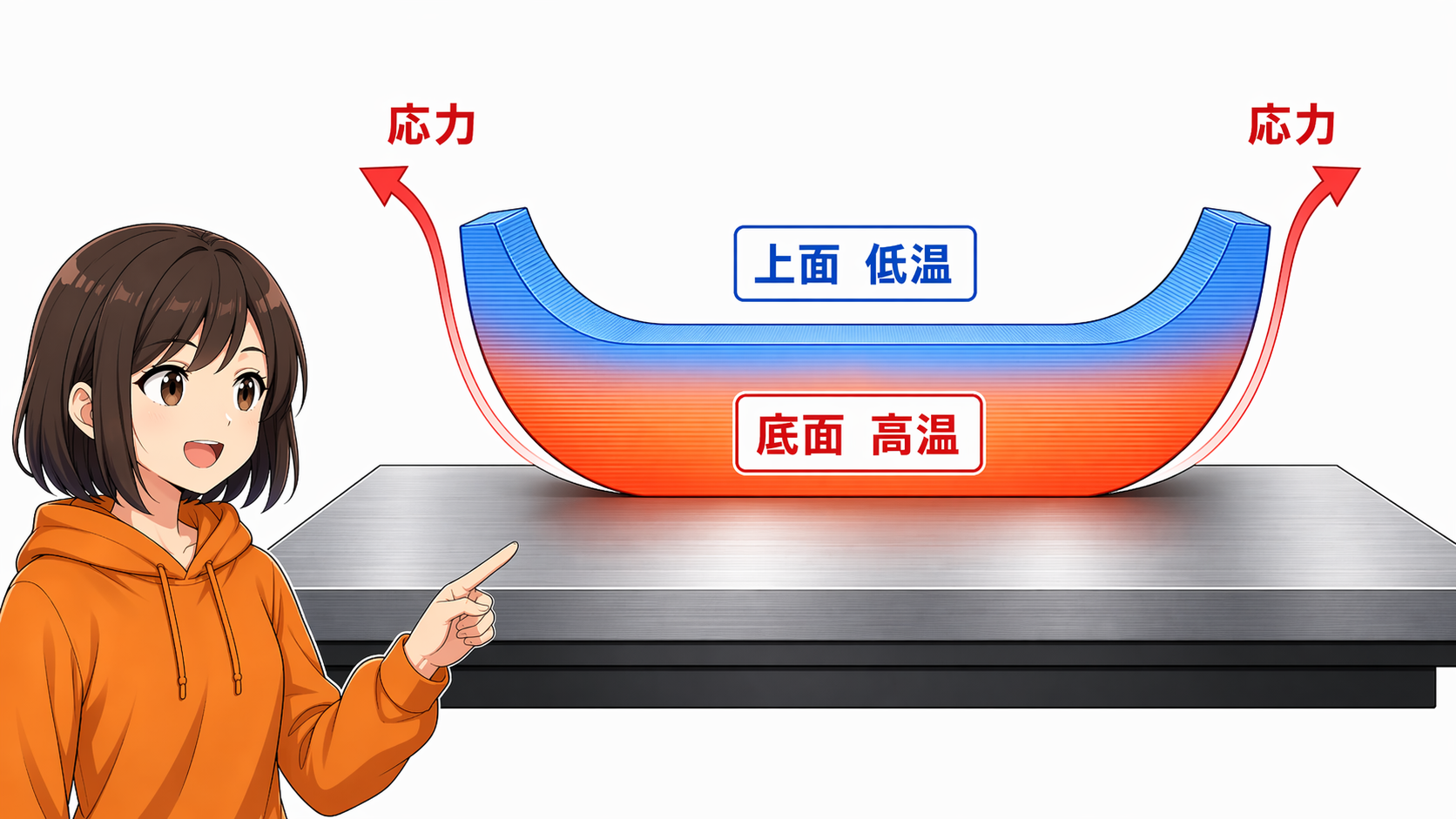
実際には、底面(プレート側)と上面(空気側)で温度差があって、冷え方が違います。
温度差があると、冷えるタイミングがずれる。すると、先に冷えた側が引っ張って、後から冷える側を引き込もうとします。この応力が貯まって、最終的にプレートから剥がす方向に力がかかる。これが反りの正体です。
素材別 冷却収縮率の目安
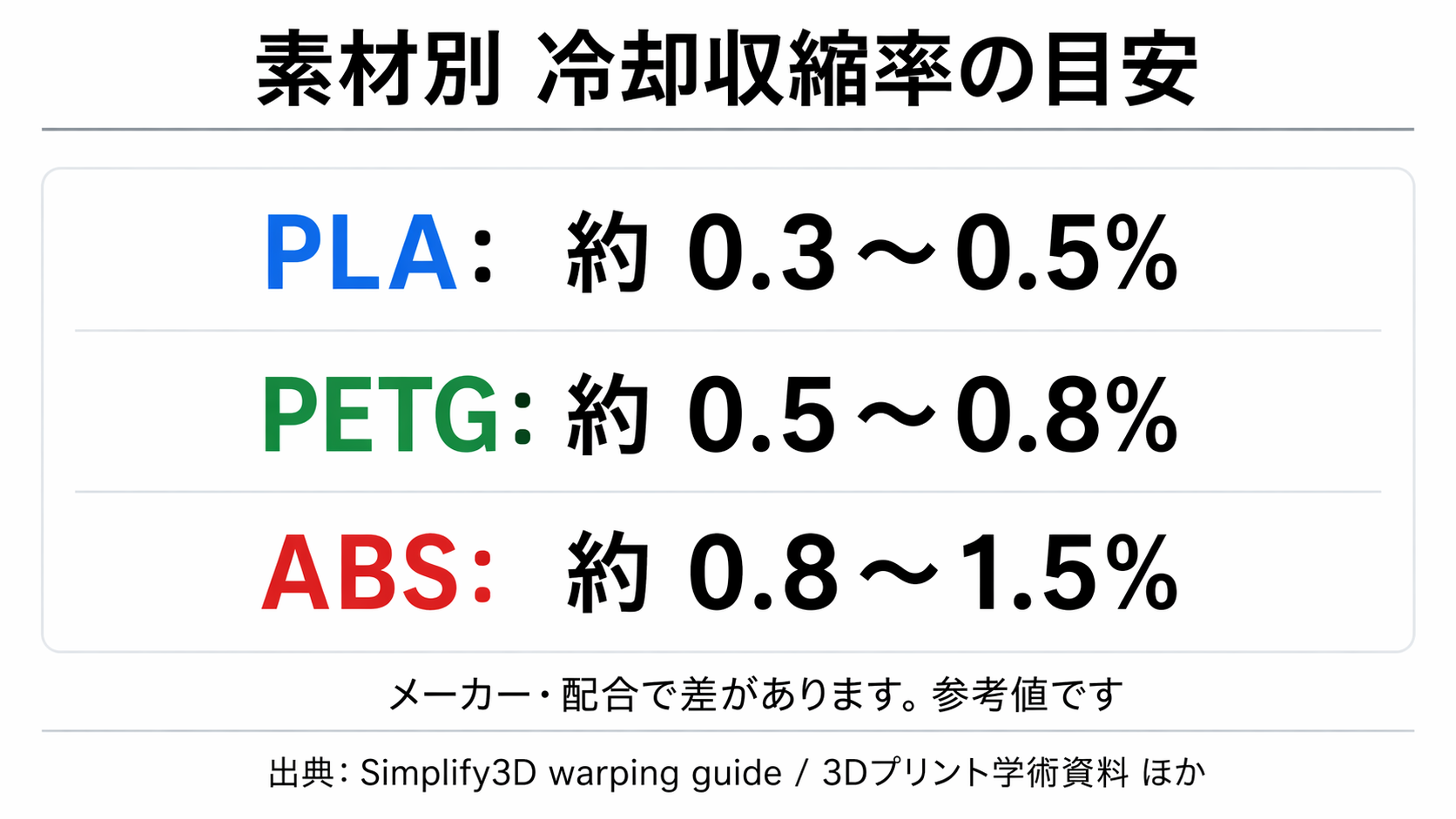
素材別の冷却収縮率は、一般的な目安で以下くらい。メーカーや配合で差が出るので、あくまで参考値として見てくださいね。
①PLA ── 約0.3〜0.5%(反りにくい)
②PETG ── 約0.5〜0.8%
③ABS ── 約0.8〜1.5%(かなり反りやすい)
全体としては、PLA ≦ PETG < ABS の順で反りやすくなる傾向、と覚えておけばOKです。
ガラス転移温度が反りやすさを左右する
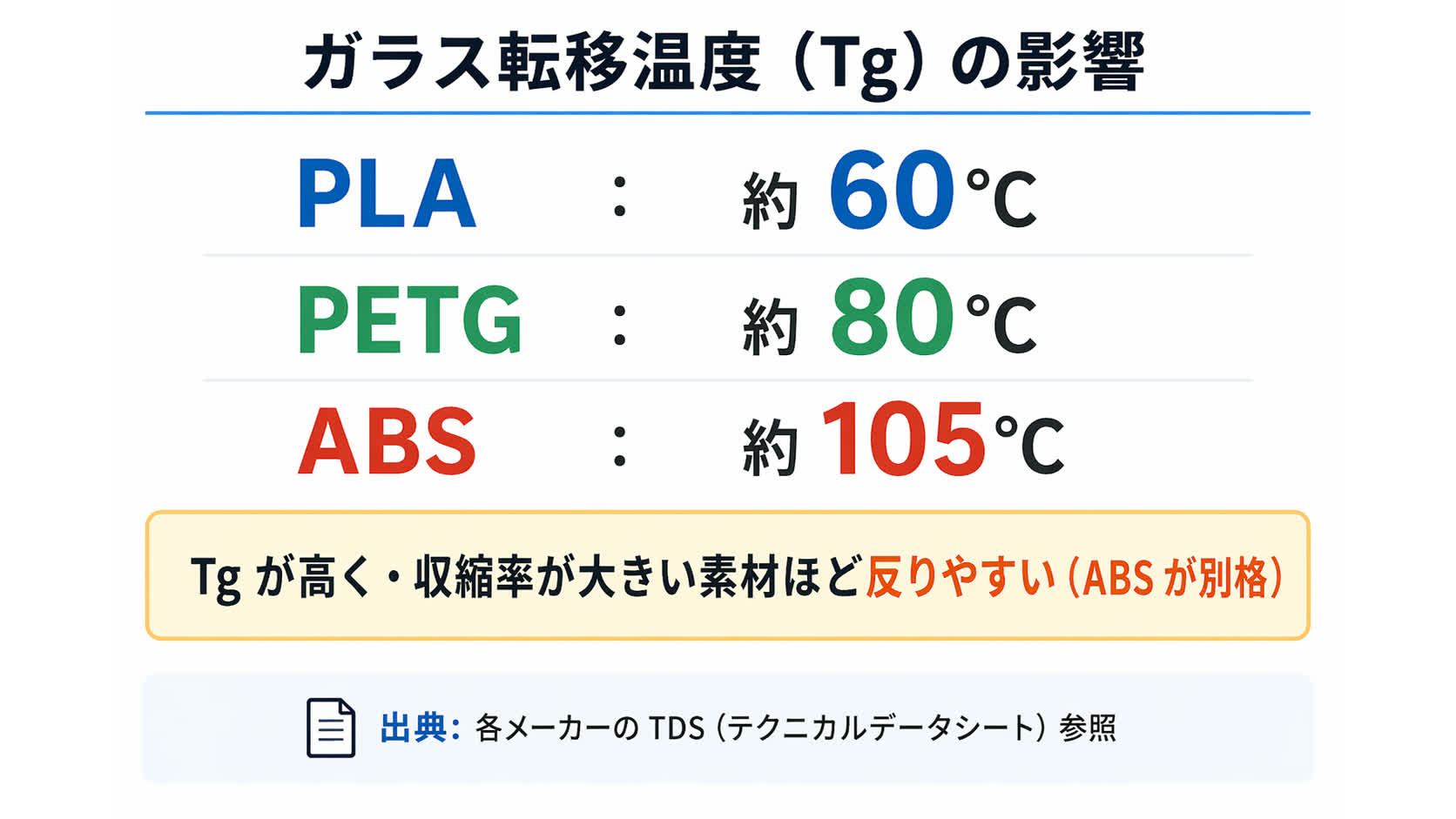
ただし反りやすさは収縮率だけでは決まらなくて、ガラス転移温度(Tg)も大きく影響するんですよね。
ABSが圧倒的に反りやすいのは、収縮率が大きいうえに Tg が約 105°C と高くて、冷却中に応力が急激に蓄積するから。
一方 PETG は収縮率が PLA よりやや大きいけれど、Tg が約 80°C で応力が蓄積しにくいので、実際の反りは PLA と同程度になります。収縮率の数字だけ見ると「PETGのほうが反りそう」と思いがちですけど、実運用では大きな差は出ないことが多いです。
反りやすい形状 ①薄板と②長尺
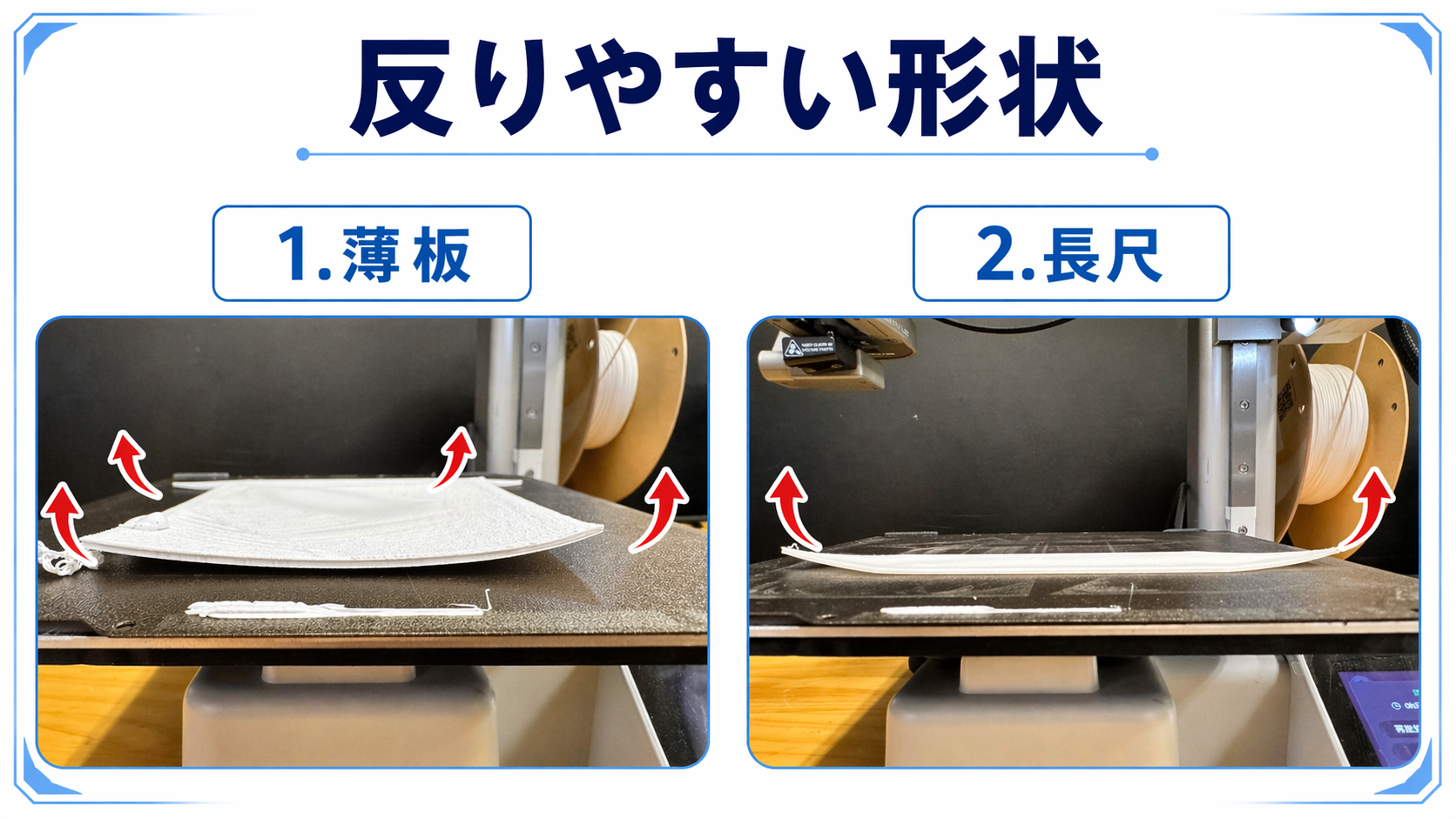
反りやすさは形状でかなり変わります。反りやすい形状の条件は4つ。まずは①と②から。
①底面積が広くて高さが低い薄板
例えば 100×100×2mm みたいな平たいやつ。底面の収縮力が全面で効くので、一番反りやすい形状なんです。
②長尺のアスペクト比
150×30×2mm みたいな細長い長方形。長辺方向に収縮が蓄積しやすいので、両端が浮きやすいんですよね。キーホルダーや看板的なモデルはこれに当てはまります。
反りやすい形状 ③鋭角と④L字
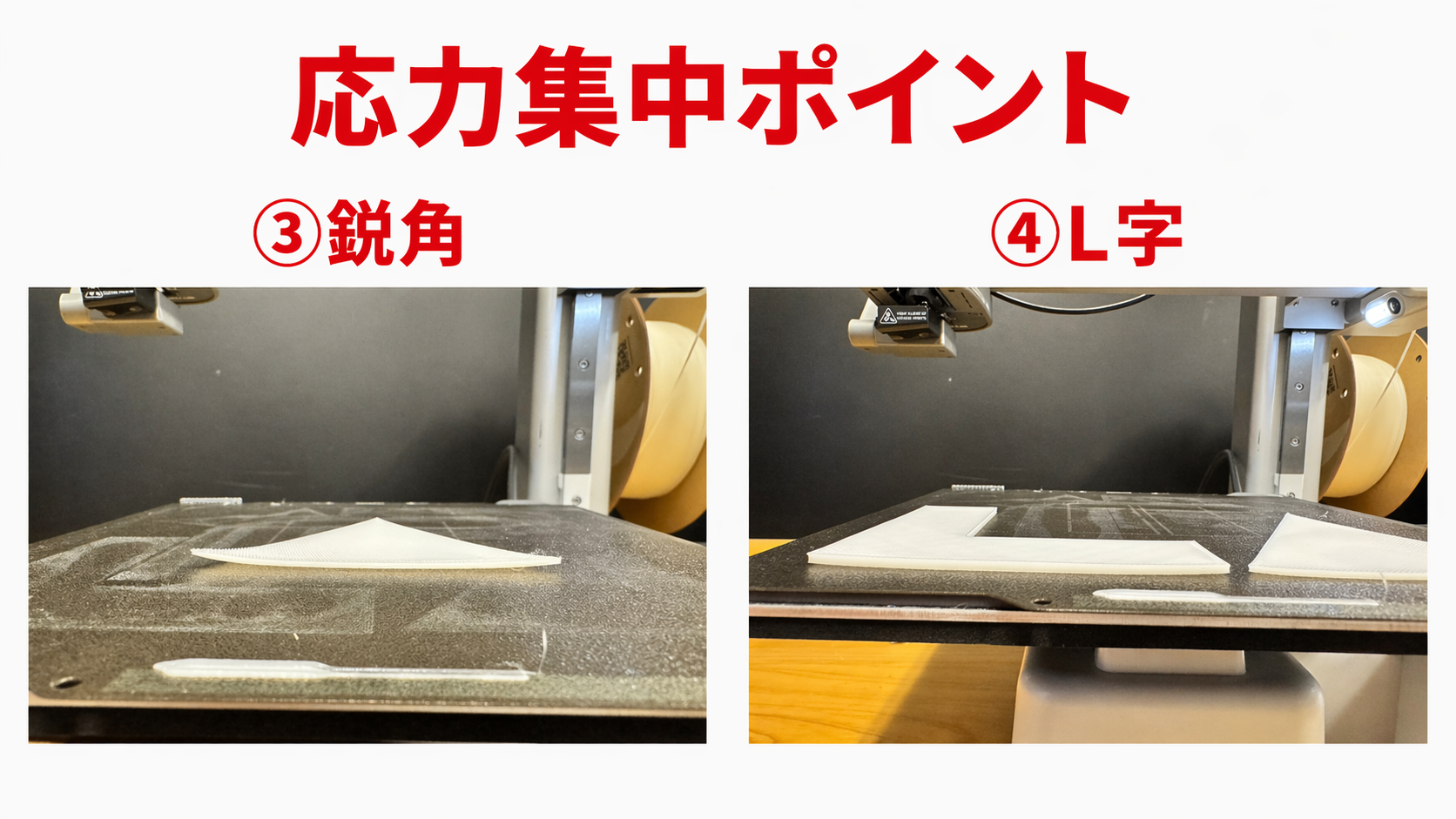
続いて③と④です。
③鋭角コーナー
90°未満の尖った角は応力が集中するので、そこから剥がれやすい。先端が尖った三角形モデルはこのタイプ。
④L字やコの字
角の内側が引っ張られて、角が浮きやすい形状です。
逆に反りにくいのは、球体や有機形状、小さいモデル。Benchy(船モデル)とかキャリブレーションキューブは、実は反りテストには不向きなんですよね。サイズが小さいうえに形状も反りにくい方向に寄ってます。
原因① ベッド温度が低い

ここから原因編です。
原因その①、ベッド温度が低い。
PLA のベッド温度は A1 mini のプリセットで 65°C、PETG は 70〜80°C が目安です。プリセットから外れた設定になってると、定着が落ちて反りやすくなるケースがあります。
ベッド温度が果たす役割
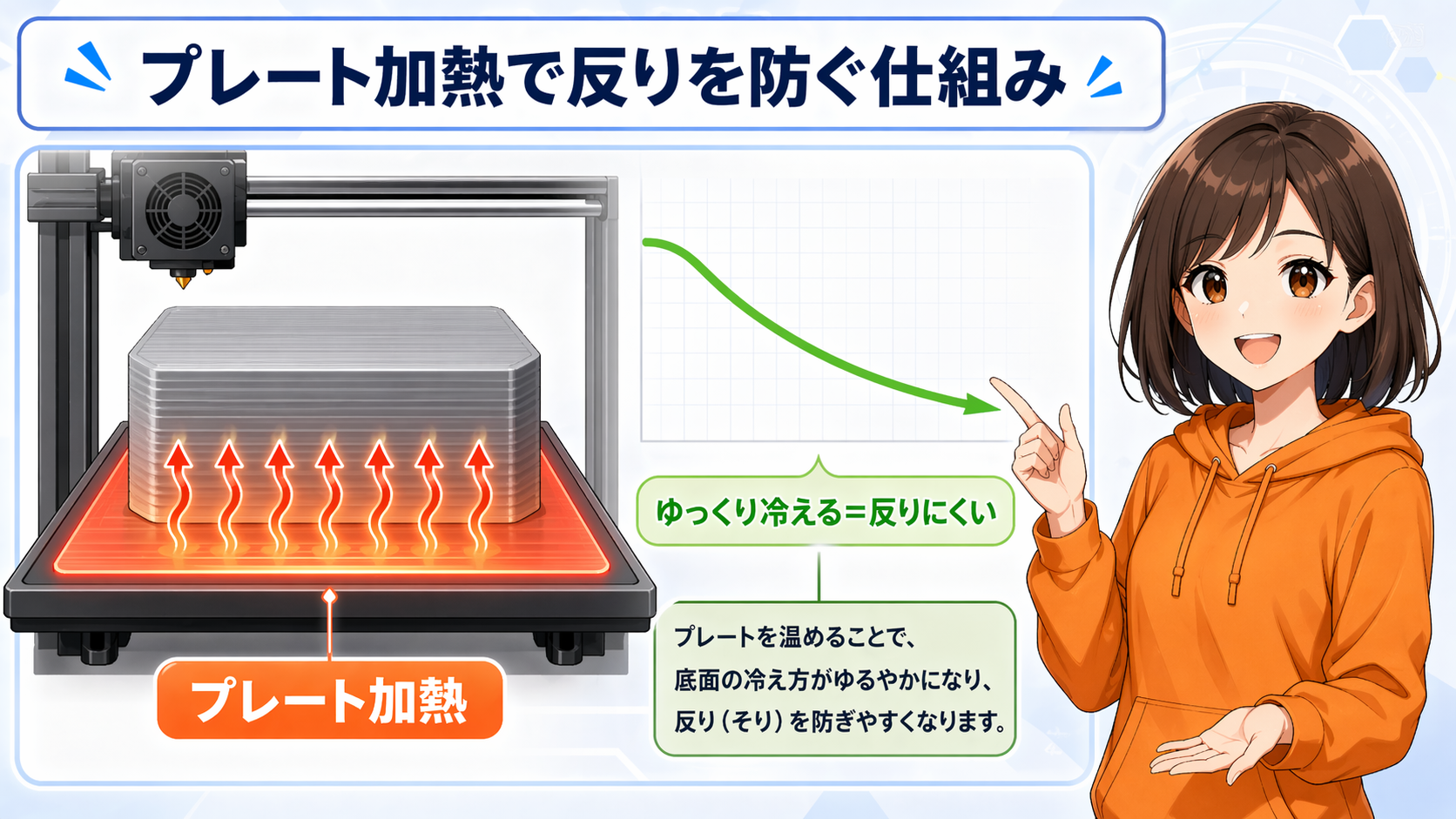
ベッド温度が高いと、1層目〜数層目がプレート側から温められて、急激に冷えるのを防げるんですよね。ゆっくり冷える=収縮が穏やか=反りにくい、という流れです。
Bambu Studio のプリセットを使っていれば、素材別に適温が入ってるので普通は問題ないです。ただ、自分でプロファイルをカスタムしてる方や、古いプロファイルを流用してる方は、まずここを確認してみてください。
原因② 冷却ファンが強すぎ

原因その②、冷却ファン。
1層目から冷却ファンを強く回すと、溶けたフィラメントが急冷される。さっきの話の通り、急冷は収縮応力を一気に生むので、反りの直接原因になります。
Bambu Studio のプリセットなら、最初の数層はファン OFF、そのあと徐々に回す設定になっているはずです。カスタムでいじってる方は、1層目〜3層目あたりのファン速度が 100% になってないか確認してください。
ファンは必要な場面もある

ちなみに、冷却ファンは悪者ではなくて、オーバーハングとか造形の細部ではむしろ必要な場面もあります。
なので「最初の数層だけ OFF、そのあと通常運用」というのが基本です。全層 OFF にすると、今度は細部の仕上がりが悪くなるので、バランス重視で設定してあげてください。
原因③ プレートの汚れ
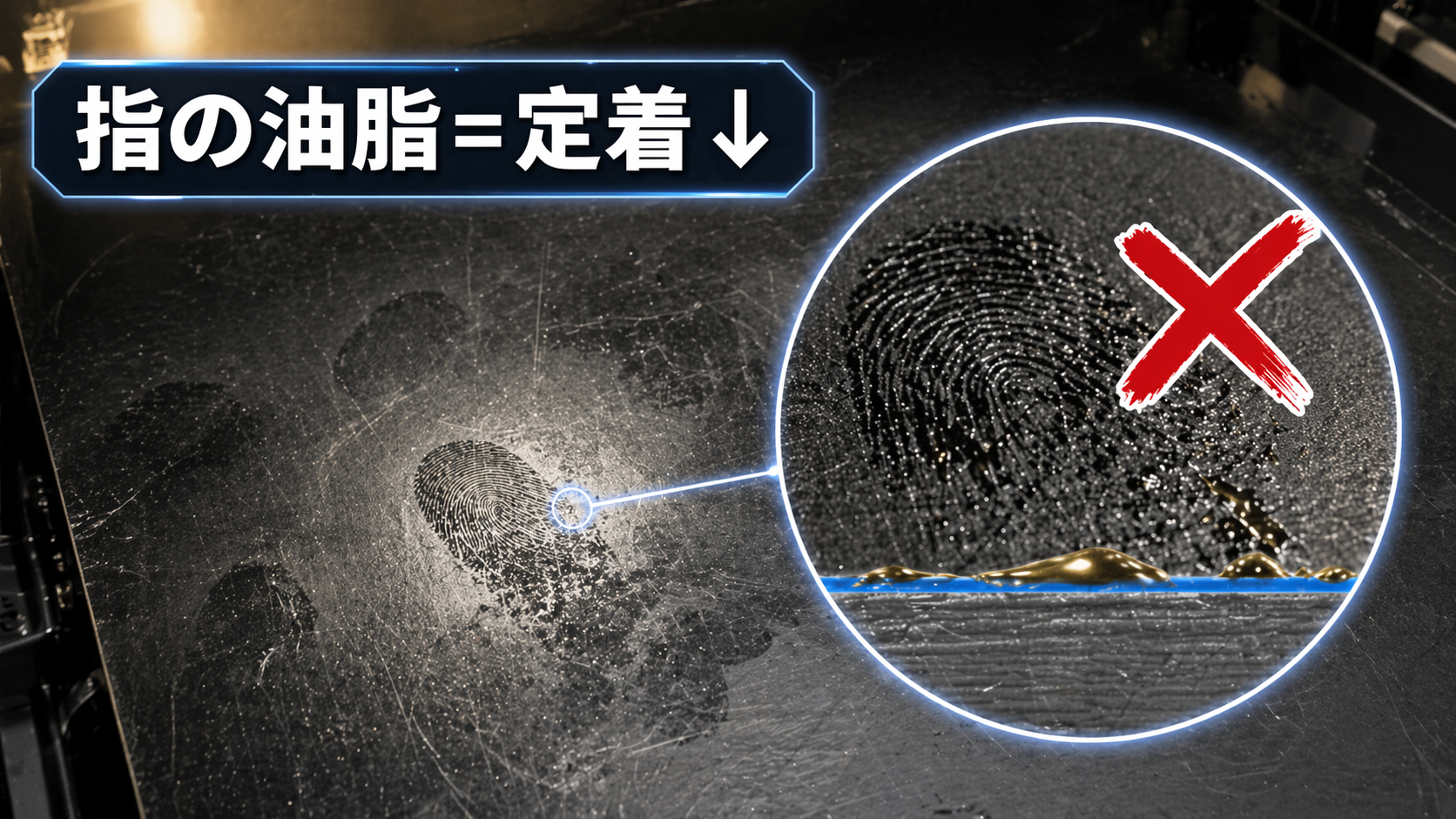
原因その③、プレートの汚れ。
前回のビルドプレート後編でも話しましたけど、指の油脂がプレートに付くと定着が落ちます。定着が落ちるとちょっとした応力で剥がれるので、反りの発生確率が一気に上がるんですよね。
プレート洗浄の頻度

対策はシンプルで、食器用の中性洗剤とぬるま湯で洗浄。柔らかいスポンジで表面を脱脂すればOKです。
頻度は、定着が怪しいなと感じたときや、指で触っちゃったとき。毎回洗う必要はないですけど、反りが続いてる時はまずここを疑ってください。
原因④ 環境温度と A1 mini の制約

原因その④、環境温度。
部屋が寒いと、特に大型モデルで反りが出やすくなります。冬場、窓際、朝方の寒い時間帯、このへんは要注意。
対策として、プリンターを段ボールやアクリルで囲って、庫内温度を一定に保つ方法があります。市販のエンクロージャーもありますね。
A1 mini は開放型前提で考える

ただし A1 mini は開放型のプリンターで、囲いを前提に設計されてません。ABS や ASA のような高温材は、メーカーとしても非推奨なんですよね。
囲って高温運用するのはメーカー想定外になるので、PLA・PETG・TPU を前提に、室温を安定させる方向で考えるのが安全です。
A1 mini で使う素材は PLA、PETG、TPU、PVA までが基本です。それでも冬場は、せめて部屋を 20°C 以上に保つことを意識すると、反りの発生率は下がると思います。Bambu Lab の公式推奨環境は 10〜30°C ですが、15°C 前後の寒さだと、PLA でも反りが出やすくなります。
前編のまとめ

前編のまとめです。
①反りの正体は「熱収縮」。底面と上面の温度差で応力が発生して、四隅が浮くのが基本メカニズム
②反りやすい形状は4つ:底面積大の薄板、長尺、鋭角コーナー、L字/コの字
③原因も4つに絞れる:ベッド温度が低い、1層目の冷却ファンが強すぎ、プレートの汚れ、環境温度の低さ
④素材の収縮率よりも Tg(ガラス転移温度)のほうが体感の反りやすさに効く場面もある
ここまでが「敵を知る」フェーズ。後編ではこの敵に対する具体的な対策5つ、素材別の傾向、そして A1 mini での実機検証(Before/After)をお見せします。
この記事を読んでくれたあなたへ

「反りで困ってる形状はこれ」「こんな原因で反ったことある」みたいな経験談があれば、ぜひコメントで教えてください。後編の実機検証の参考にもさせてもらいます。
このチャンネル「まーの3Dプリント研究所」では、Bambu LabのA1 miniなどの3Dプリンターを中心とした技術ネタを、毎日更新でお届けしています。YouTubeチャンネルの登録もよろしくお願いします。
では、また次回。
👇 音声でも解説しています
👇 Note(テキストでじっくり読みたい方)
今回紹介した製品
- Bambu Lab A1 mini
- Bambu Lab A1 mini Combo(AMS lite付き)
- スライサー: Bambu Studio(無料)
※ この記事にはAmazonアソシエイトリンクを含みます。購入いただくと、活動の支援になります。
関連記事
- ビルドプレート メンテ&トラブル解決【後編】(プレート洗浄と定着の基礎はこちら)
- ビルドプレート 4種の選び方【前編】(テクスチャード/スムース/デュアル/SuperTack)
- 仕上げの極意【前編】(マウス耳型ブリムの詳細)
- ノズル太さで世界が変わる ─ 0.2/0.4/0.6/0.8mm徹底比較【保存版】
画像挿入マップ(編集用メモ)
| # | 見出し | 画像ファイル |
|—|——–|————-|
| 1 | オープニング | scene/001.jpg |
| 2 | 今回のテーマと前後編の構成 | scene/002.jpg |
| 3 | 反りの正体 熱収縮が根本原因 | scene/003.jpg |
| 4 | 反りの正体 温度差が応力を生む | scene/004.jpg |
| 5 | 素材別 冷却収縮率の目安 | scene/005.jpg |
| 6 | ガラス転移温度が反りやすさを左右する | scene/006.jpg |
| 7 | 反りやすい形状 ①薄板と②長尺 | scene/007.png |
| 8 | 反りやすい形状 ③鋭角と④L字 | scene/008.png |
| 9 | 原因① ベッド温度が低い | scene/009.jpg |
| 10 | ベッド温度が果たす役割 | scene/010.jpg |
| 11 | 原因② 冷却ファンが強すぎ | scene/011.jpg |
| 12 | ファンは必要な場面もある | scene/012.jpg |
| 13 | 原因③ プレートの汚れ | scene/013.jpg |
| 14 | プレート洗浄の頻度 | scene/014.jpg |
| 15 | 原因④ 環境温度と A1 mini の制約 | scene/015.jpg |
| 16 | A1 mini は開放型前提で考える | scene/016.jpg |
| 17 | 前編のまとめ | scene/017.jpg |
| 18 | この記事を読んでくれたあなたへ | scene/018.jpg |

コメント