
シリーズ: 実用パーツを極める!寸法精度と強度の完全攻略 第2回(全3回)
推定読了時間: 約10分
文字数: 約4,000文字
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeでも見れます
https://www.youtube.com/@3dbox203
「強度が足りないなぁ」と思ったとき、最初に何をしますか?
多くの人が「インフィルを上げる」と答えるんじゃないでしょうか。
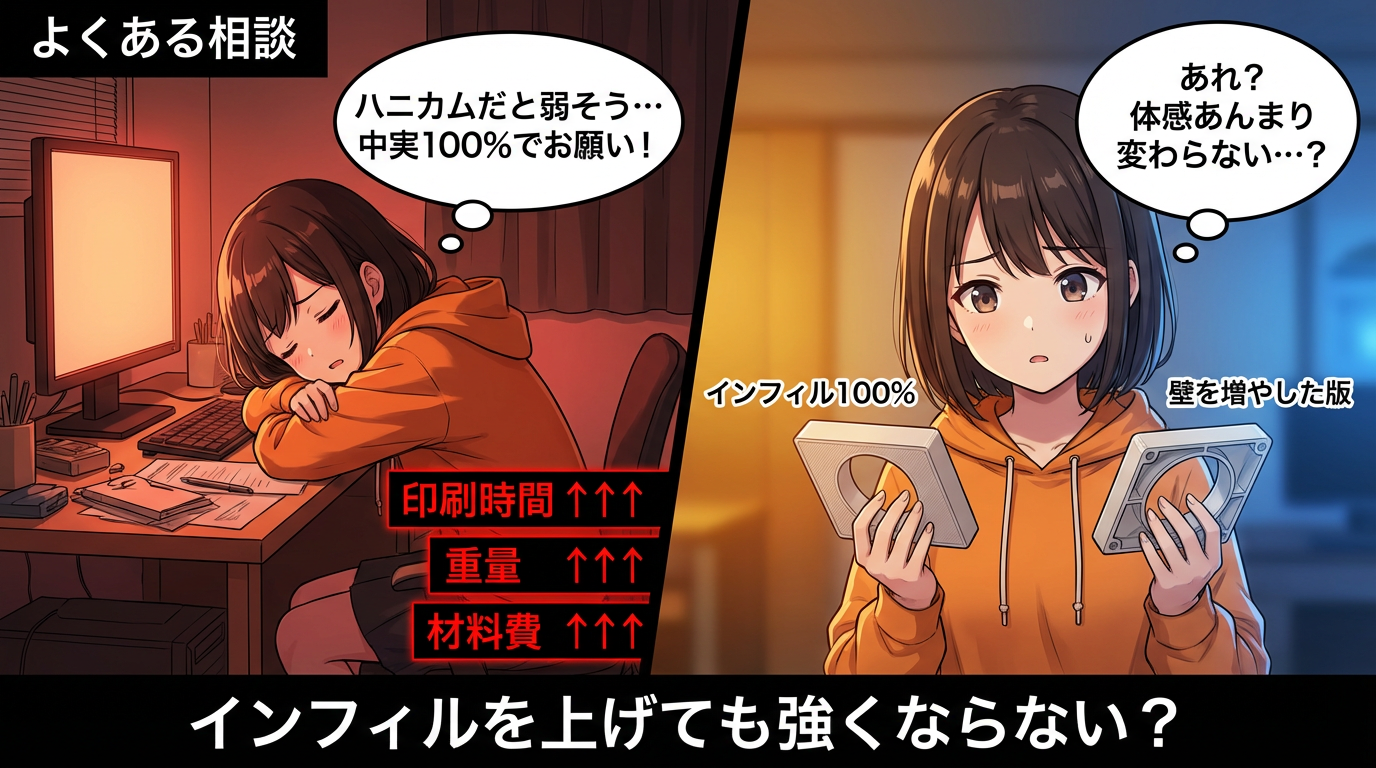
僕もまさにそれでした。しかも現場だと、お客さんから「ハニカムだと弱そうだから、中実=100%でお願い」って言われること、正直よくあります。
で、言われた通り100%にすると、印刷時間が一気に伸びる。重くなる。材料も増える。でも体感、「うわ、めちゃくちゃ強くなった!」ってほどは変わらないことがある。
ここ、僕はずっとモヤモヤしてました。でも実はこのモヤモヤ、ちゃんと理由があるんです。
🔍 先に結論!強度は「壁」で稼ぐ

FDMプリントの強度を決めるのは「壁」です。インフィルじゃない。
壁の数を増やすのが、最も効果的で、最も効率的な強度アップ方法。多くの実用条件では、インフィルを上げるより壁を増やした方が、強度あたりの効率が良いことが多いです。
ケースによっては、インフィル100%にするより、壁を厚くしてインフィルは20%前後でも同等以上になることがあります。
これは、CNC Kitchenという海外の技術系チャンネルで行われた破壊試験でも検証されています。3Dプリントの設定を実際に壊して比較する、非常に信頼性の高い検証をしているチャンネルです💪
🏗️ なぜ壁が強いのか ─ 構造力学の基礎
なぜ壁がインフィルより強いのか。ここが今日の核心です。
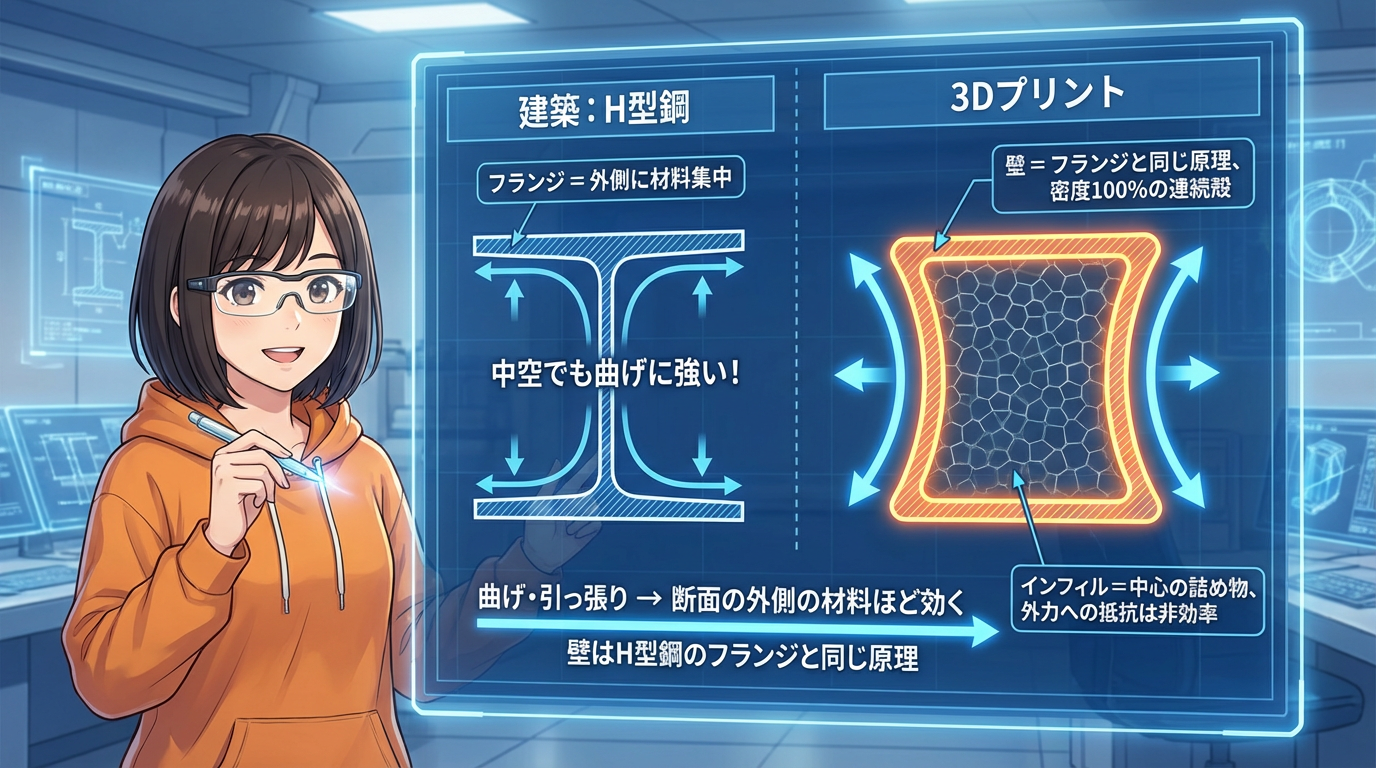
実用パーツに加わる力の大部分は「曲げ」と「引っ張り」です。この力に対抗する強度は、断面の外側にある材料ほど効きます。
建築でいう「梁(はり)」と同じ原理です。H型鋼は中身が空洞でも強いですよね。外側にフランジがあるから。
FDMの「壁」はまさにこのフランジ。モデルの外側に連続した密度100%の殻を形成します🔧
一方、インフィルはモデルの中心部にある「詰め物」。これを増やしても外側からの力に対する抵抗は効率的に増えません。
つまり、壁は少ない材料で「外側の筋肉」を作れる。インフィルは中身を埋めるだけ。この違いが「壁の方が効率的に強い」理由です。
📊 CNC Kitchenの実験から分かること
これを数字で裏付けてくれるのが、CNC Kitchenの破壊試験です。
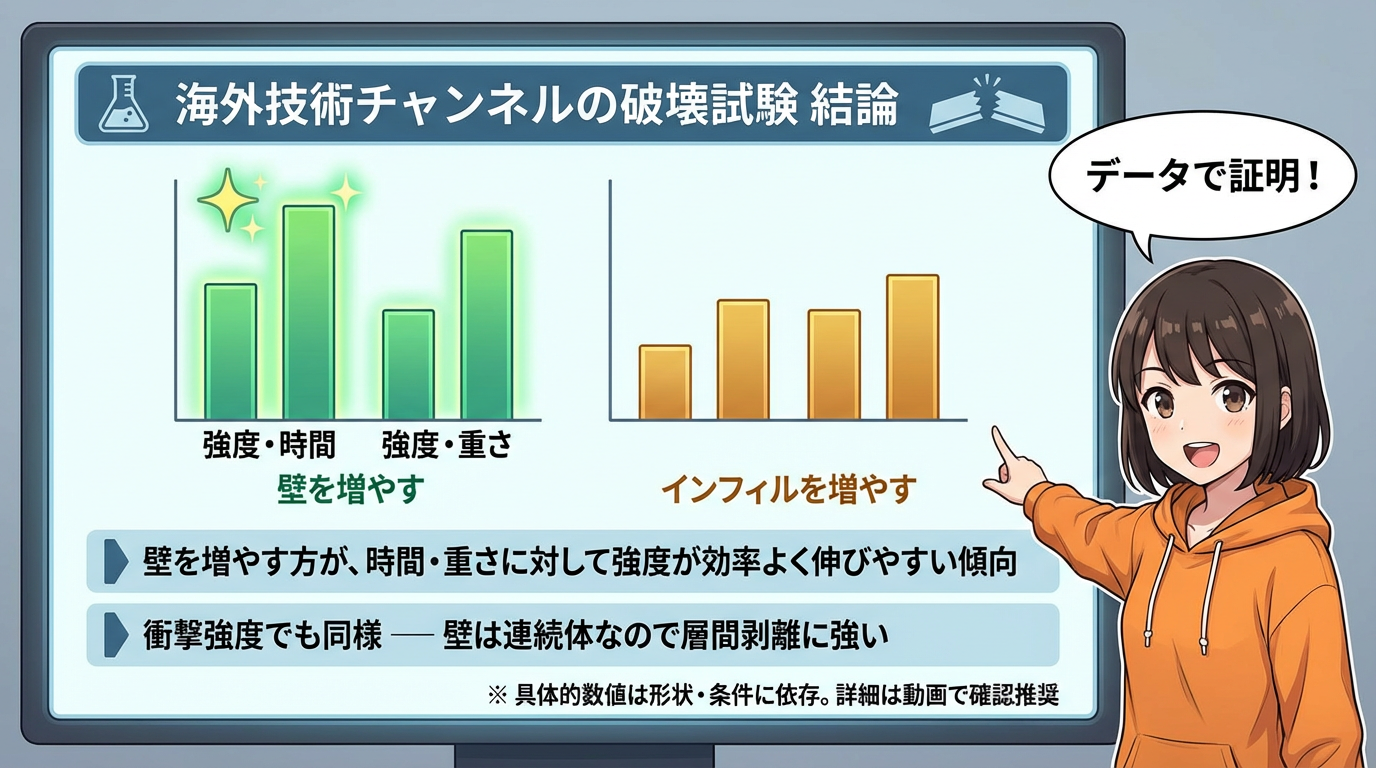
具体的な数字は動画の条件(素材、温度、速度、テスト方法)に強く依存するので、ここでは結論だけお伝えします。
壁を増やす方が、インフィルを増やすよりも、印刷時間や重量に対して強度が効率よく伸びやすいケースが多い、ということです。
衝撃強度でも同様の傾向が見られます。壁は層と層が密着した連続体なので、層間剥離に対してもインフィルより強いんです。
「でもインフィル100%の方が絶対に強いでしょ?」と思うかもしれません。確かに同じ壁設定なら、インフィルが多い方が強度は高くなります。でも「時間あたり」「重量あたり」の強度効率で見ると、壁を増やす方が圧倒的に賢い選択なんです⚡
⚙️ 壁面層数の設定方法
では具体的な設定です。
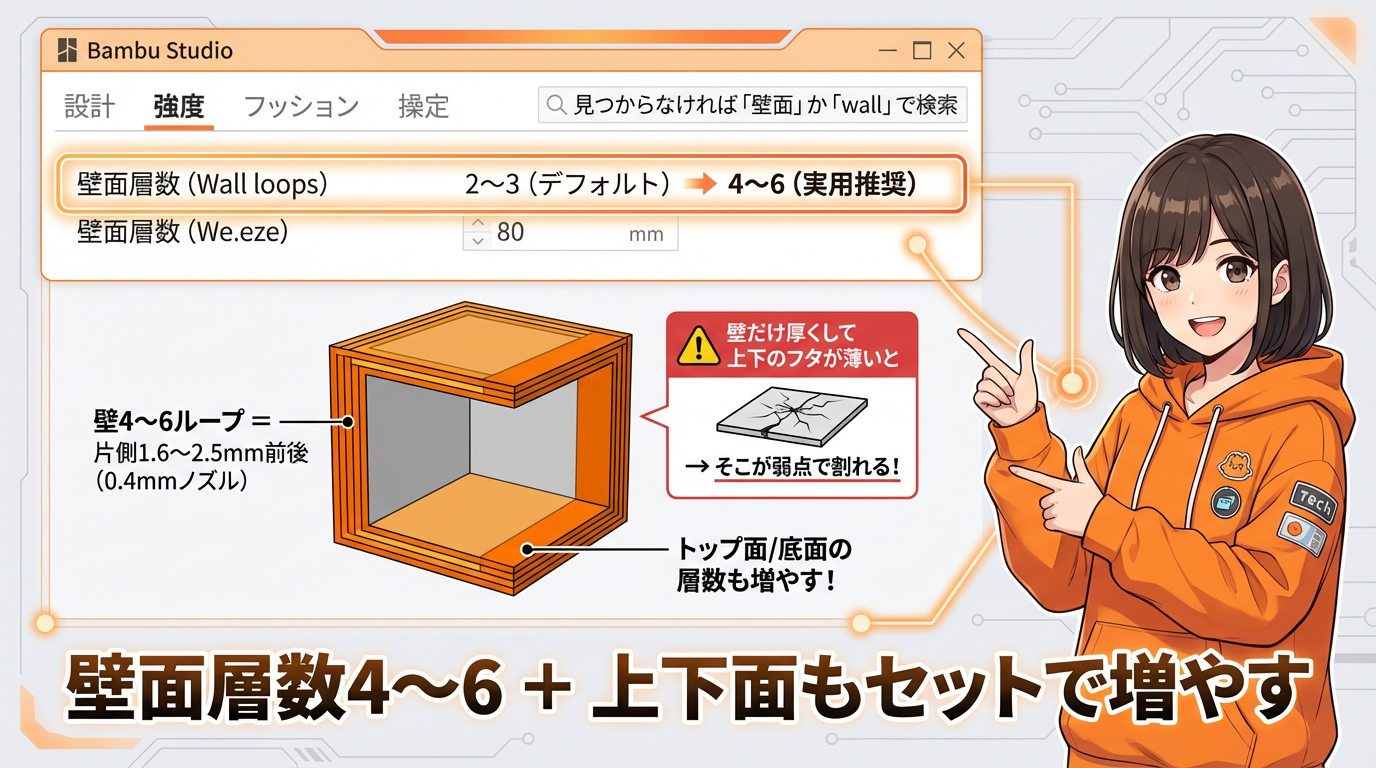
Bambu Studioの日本語UIだと「強度」の中に「壁面層数」があります(英語だとWall loops)。場所が見つからなければ、設定検索で「壁面」か「wall」で探してください🔍
デフォルトは2か3になっていることが多いですが、実用パーツなら4から6を推奨します。0.4mmノズルならこれでだいたい片側1.6mmから2.5mm前後の分厚い殻になります。
トップ面/底面も忘れずに!
そしてここからが重要です!
壁面層数を増やしたら、必ずセットで「トップ面/底面の層数(Top/bottom shell layers)」など、上と下のフタの役割をする部分も増やしてください。
壁だけ分厚くして上下の蓋が薄いと、そこが弱点になって割れてしまいます。側面だけ鎧を着て、頭と足は裸みたいな状態になっちゃうんです😅
🕷️ Arachne(壁の生成)の活用
ここでBambu Studioの強力な武器をもう一つご紹介します。
設定名は「Wall generator(壁の生成 / 壁面生成器)」で、「Classic」と「Arachne(アラクネ)」があります。場所が見つからなければ、設定検索で「Arachne」と打つのが早いです。
デフォルトはArachneになっています。
ClassicとArachneの違い
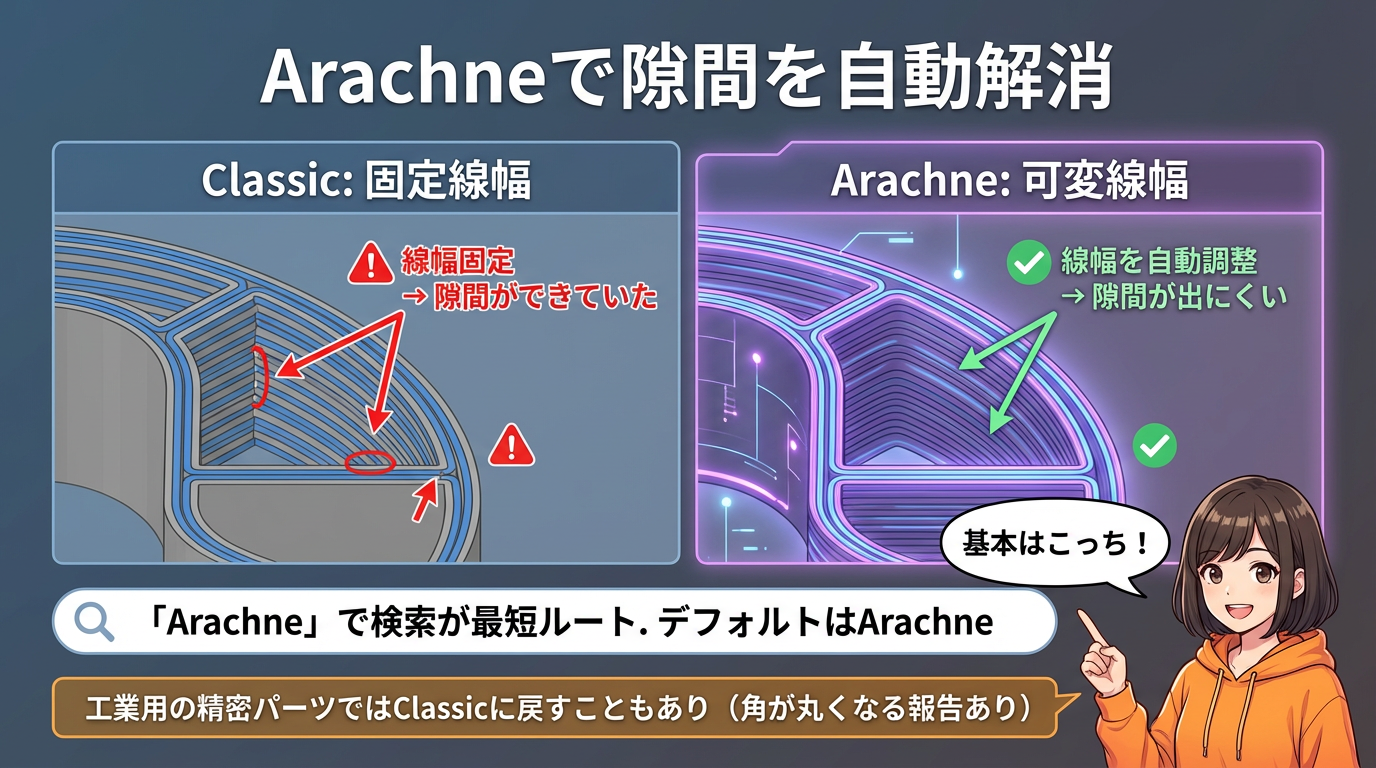
昔のスライサー(Classicモード)は線幅が固定だったので、薄い場所で内壁同士に隙間ができていました。
Arachneは線の太さを自動で調整して、ピッタリと隙間が出にくくなるのが強みです。
壁面層数を増やしたときも、このArachneのおかげで、極端な隙間ができにくくなります。工業用の厳密な寸法が必要なパーツではClassicに戻すこともありますが、基本はArachneが優秀です🎯
ちなみに、Arachneの名前はギリシャ神話の「織女アラクネ」に由来しています。織物のように壁を編む、というイメージですね。元々はCuraで開発され、PrusaSlicerを経てBambu Studioにも搭載されました。
📦 インフィルの本当の役割

じゃあインフィルは不要なのか?
いいえ。インフィルには大事な役割があります。
① 上面の支え → 天井面の「橋掛け」を支える
② 壁の座屈防止 → 薄い壁が内側に倒れるのを防ぐ
③ 圧縮荷重の分散 → 上から押す力を受け止める
だから「なくす」のではなく「適切に減らす」が正解。15〜20%で十分なケースがほとんどです。
🔷 インフィルパターンの選び方
パターンの選び方も大事です。「充填パターン(スパースインフィルパターン)」を設定します。見つからなければ検索してください。デフォルトは「グリッド(Grid)」の15%です。
実用パーツでおすすめなのは「ジャイロイド(Gyroid)」か「キュービック(Cubic)」あたりが定番です🔶
パターンの特徴
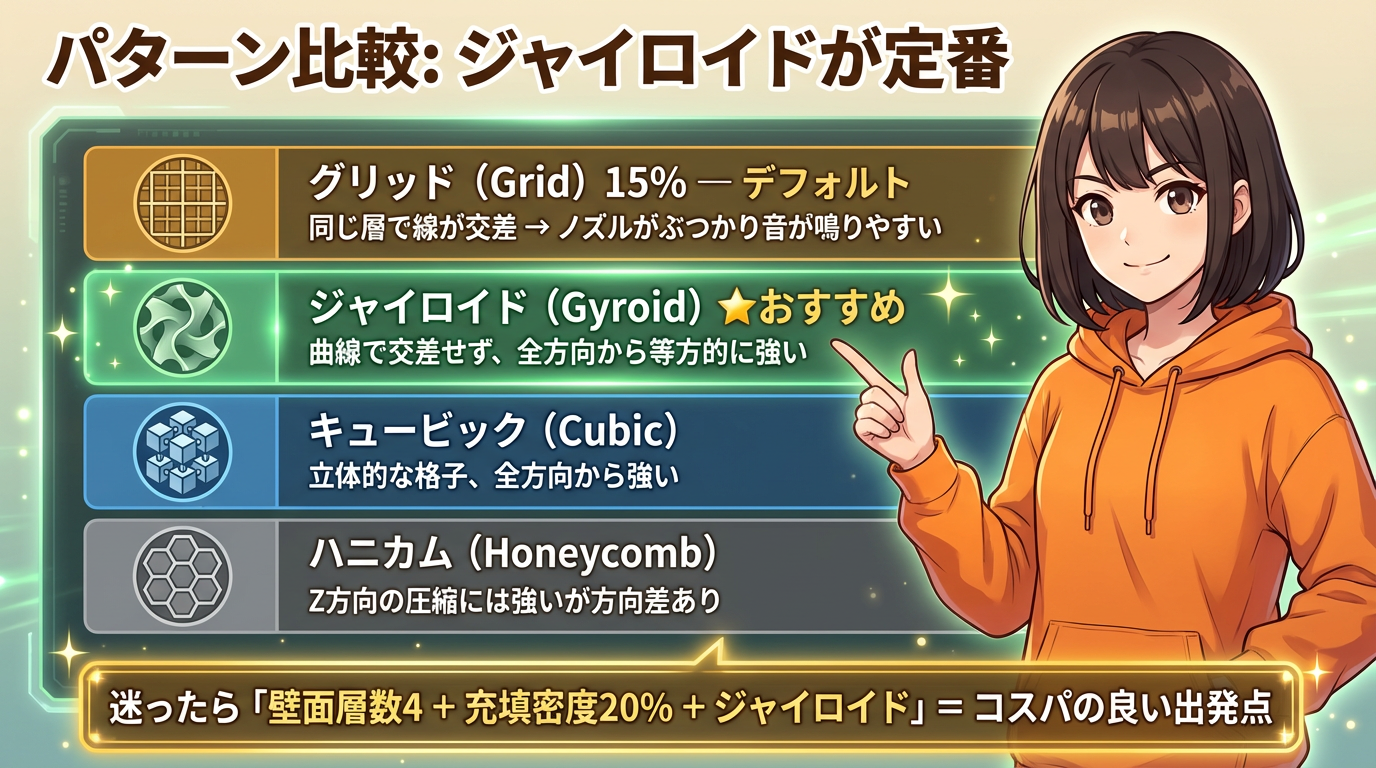
① グリッド → 同じ層で線が交差するので、ノズルがぶつかり音が鳴りやすい傾向がある
② ジャイロイド → 曲線で交差せず、全方向からの等方的な力に強い。連続曲面で多方向につながる
③ キュービック → 立体的な格子。これも全方向からの力に強い
迷ったら「壁面層数4で、充填密度20%のジャイロイド」。これがコスパの良い出発点だと思ってください!
🔄 壁面の順序とプリントの向き
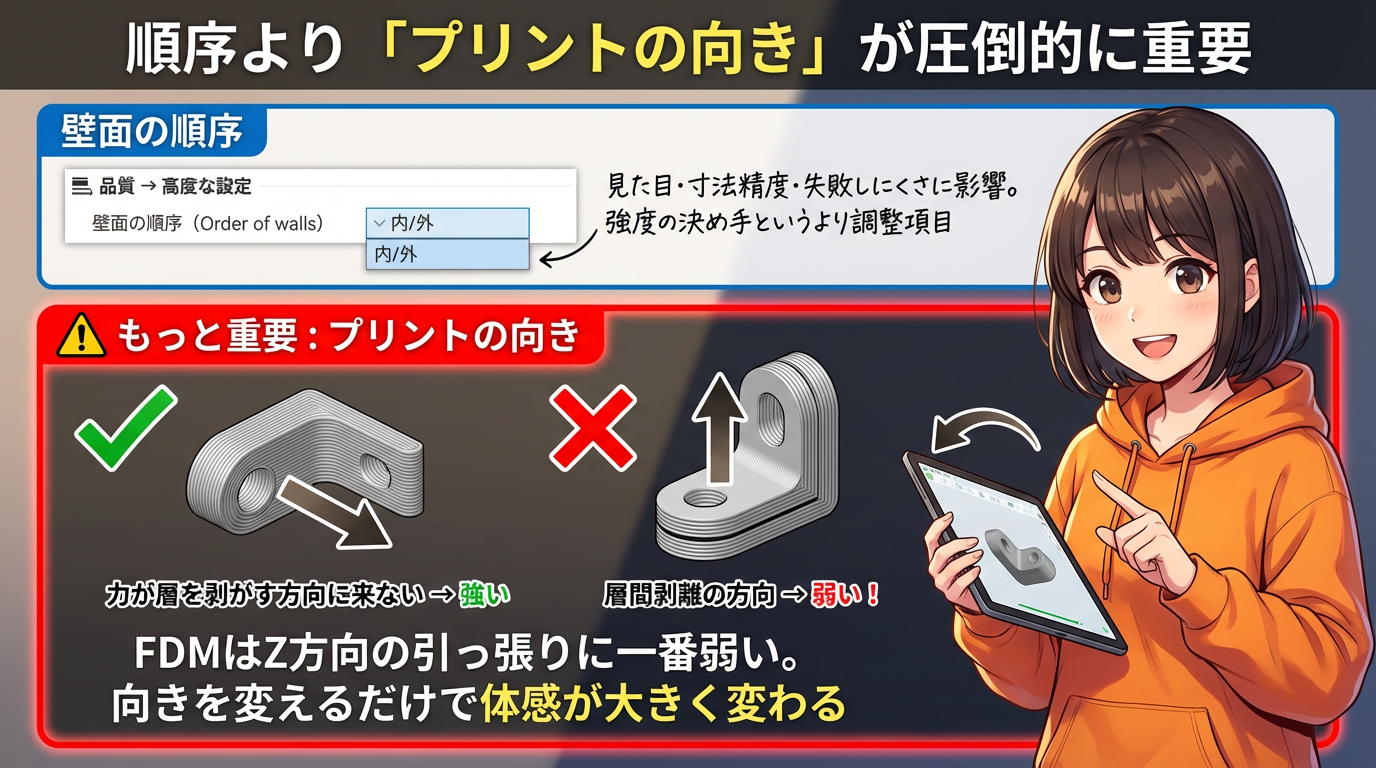
「品質」タブの「高度な設定」の中に、「壁面の順序(Order of walls)」という設定もあります。ドロップダウンから「内 / 外」などが選べます。
壁面の順序は「見た目」「寸法精度」「失敗しにくさ」に影響します。強度が必ず上がる設定というより、目的に合わせて使い分ける調整項目です。
プリントの向きが最も重要
そして強度の話をするなら、実は順序よりも「プリントの向き」の方が圧倒的に影響が大きいです🔥
FDMはZ方向(層間)の引っ張りに一番弱いです。力が層を剥がす方向にならない向きにモデルを置いて印刷するだけで、体感が大きく変わるケースがよくあります。
例えばフック型のパーツなら、引っかかる力がXY面に沿うように配置する。これだけで層間剥離を防げて、折れにくくなります。
🌡️ 温度と層間接着
層間強度を上げるもう一つのアプローチは「温度」。
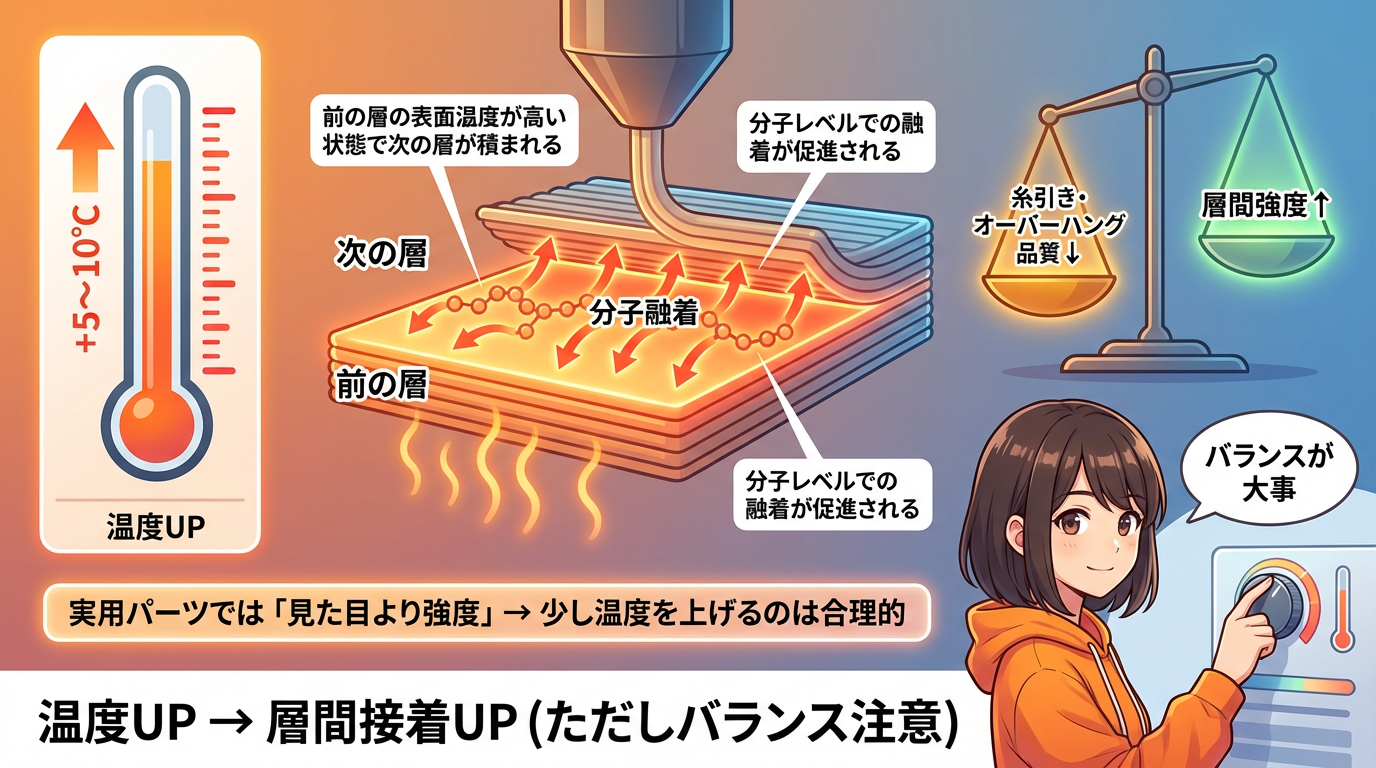
印刷温度を5〜10℃上げると、前の層の表面温度が高い状態で次の層が積まれるので、分子レベルでの融着が促進されます。
ただし温度を上げすぎると糸引きやオーバーハングの品質が落ちる。前シリーズで学んだバランスですね⚖️
実用パーツでは「見た目より強度」なので、少し温度を上げるのは合理的です。
📝 まとめ
① 強度は「壁」で稼ぐ。インフィル100%は効率が悪いことが多い
② 壁4〜6ループ+インフィル20%がコスパの良い出発点
③ パターンはジャイロイドが等方性が高く、プリント向きで層間強度もコントロールする
迷ったら覚えてください👇
「強度が足りない → まず壁を増やす」
「インフィル100%にしたい → 壁6ループ+20%ジャイロイドを先に試す」
「それでも足りない → プリントの向きを変える」
数値まとめ
- 推奨壁面層数 → 4〜6ループ(実用パーツ)
- 推奨インフィル → 15〜20%
- 推奨パターン → ジャイロイド or キュービック
- 0.4mmノズル × 壁4ループ → 片側約1.6mm前後
- 壁面の生成 → Arachneがデフォルト推奨
- 層間強度対策 → 温度を5〜10℃上げる+プリント向きを考える
✅ 今日やること
① Bambu Studioで壁面層数を4以上に設定する
② インフィルが100%になっているプロファイルがあれば、20%+壁増やしを試す
③ 実用パーツのプリント向きを見直す(力の方向と層の方向を確認)
🔮 次回予告

次回は最終回。「プリント・イン・プレイスを成功させる極意」。
組み立て不要で、印刷した瞬間から動く。ヒンジもギアも一体成型。でも「癒着」という最大の敵がいます。
クリアランス設計、流量制御、ブリッジの最適化。PIPの全技術を公開します🔥
👇 音声でも解説しています
https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeでも見れます
https://www.youtube.com/@3dbox203
📝 ブログ記事も書いてます
https://mardna810.com/
📘 Noteでも読めます
https://note.com/mar810
参照ファイル:
- 03_podcast_script_ep2_draft.md
画像挿入マップ(編集用メモ)
| 位置 | 画像 | Slide | 内容 |
|——|——|——-|——|
| 冒頭(体験談) | scene/002.png | Slide 2 | 体験談・インフィル100%の悩み |
| 結論先出し | scene/003.png | Slide 3 | 結論:壁が強い |
| 構造力学 | scene/004.png | Slide 4 | H型鋼・構造力学の図解 |
| CNC Kitchen | scene/005.png | Slide 5 | CNC Kitchen実験結果 |
| 壁面層数 | scene/006.png | Slide 6 | 壁面層数の設定画面 |
| Arachne | scene/007.png | Slide 7 | Arachne vs Classic比較 |
| インフィル役割 | scene/008.png | Slide 8 | インフィルの3つの役割 |
| パターン選び | scene/009.png | Slide 9 | インフィルパターン比較図 |
| 壁の順序 | scene/010.png | Slide 10 | 壁面の順序・プリント向き |
| 温度と層間接着 | scene/011.png | Slide 11 | 温度と層間接着の関係 |
| まとめ | scene/012.png | Slide 12 | まとめカード |
| 今日やること | scene/013.png | Slide 13 | CTAカード |
| 次回予告 | scene/014.png | Slide 14 | 次回予告 |
合計: 13枚使用
未使用: scene/001.png (Slide 1 オープニング)


コメント