
シリーズ: プリンター基礎編(前後編の後編)
想定読了時間: 約12分 | 文字数: 約5,500文字
🎧 Podcastで聴く → https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTubeで観る → https://www.youtube.com/@3dbox203
🎯 はじめに ─ 前編の振り返りと後編の予告

こんにちは、まーです!
前編では、ノズル径の違いが「流体力学」と「熱力学」にどう影響するかをお伝えしました。ハーゲン・ポアズイユの法則による背圧の話、MVS(最大体積速度)の限界、そしてBambu Studioでの設定項目。
「理屈はわかったけど、じゃあ実際どう使い分ければいいの?」

今回はまさにそこに踏み込みます。0.2mm・0.4mm・0.6mm、それぞれどんな場面で輝くのか。そして、僕自身もハマった「陥りやすい4つの罠」とその回避策をお伝えしますね。
これをマスターすれば、プリントする物に応じて最適な物理法則を選べるようになります 💡
🔵 用途別ガイド ─ 0.2mmノズルの世界

まずは0.2mmノズルの活躍する場面から。
これは「超精密・極小ディテールの世界」です。
具体的にはこんな用途に向いています 👇
① TRPGやボードゲーム用のミニチュアフィギュア
② 鉄道模型のディテールパーツ
③ 小さなテキストが刻まれた銘板
④ ジュエリーの原型(ロストワックス鋳造用)
0.05〜0.12mmという極薄のレイヤー高さで出力すると、積層痕が肉眼ではほとんど識別できないレベルまで平滑化されるんです。フィギュアの髪の毛の流れや、装飾品の細かい溝。0.4mmでは絶対に出せないディテールが、0.2mmなら見事に再現できます。
⏰ 0.2mmノズルの代償 ─ 時間というコスト

ただし、この精密さには「時間」という莫大なコストがかかります。
前編で解説したハーゲン・ポアズイユの法則を思い出してください。背圧が理論上16倍に跳ね上がるから、プリントヘッドの速度は極端に抑制されます。
同じモデルを出力する場合、0.2mmノズルは0.4mmと比較して2〜3倍以上の印刷時間になることが多いんですよね。パス数(ヘッドが往復する回数)も大幅に増えますからね。
精密さを求めるなら、時間は覚悟しましょう。週末に仕掛けて月曜の朝に回収する、くらいの気持ちで取り組むのがおすすめです 😅
🟢 用途別ガイド ─ 0.4mmノズルの黄金比

次に0.4mmノズル。これは「デファクトスタンダード」です。
品質・強度・速度のバランスが最も最適化された「黄金比」と言っていい。
日用品、一般的なフィギュア、プロトタイピング、ケースやホルダー類。ほとんどの用途でこれで十分なんです。
しかも、Bambu Studioのデフォルトプロファイルは、この0.4mmに合わせて数千時間のテストを経てチューニングされています。つまり、特にいじらなくても高品質な結果が出やすい。
「どのノズルにしよう?」と迷ったら、常にここに立ち返ってください。0.4mmは間違いのない選択です。
🟠 用途別ガイド ─ 0.6mmノズルの真価

0.6mmノズルの真の価値は、単なる「時短」にとどまりません。
完成したパーツの「機械的強度」が飛躍的に高まるんです。
こんな用途に最適 👇
① ドローンやRCカーの構造部品
② 大型の収納ボックス
③ Vase(花瓶)モードでの一筆書き造形
④ ラピッドプロトタイピング(形の確認が優先のとき)
💪 なぜ0.6mmノズルで強度が上がるのか ─ 熱的相互作用
「太い線だから丈夫」って思うかもしれませんけど、理由はもっと面白いんです。
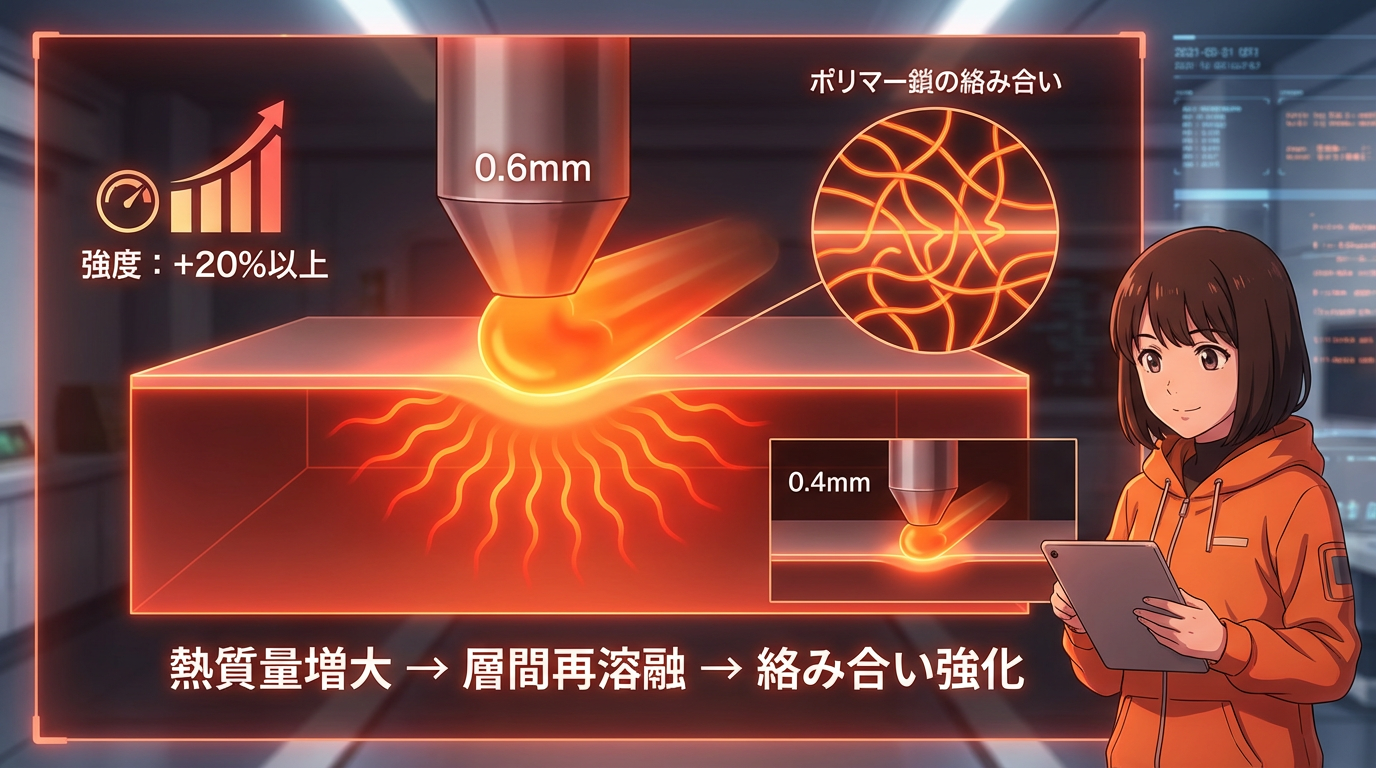
0.6mmノズルは一度に吐出する樹脂の体積(熱質量)が大きいんですよね。この大量の高温樹脂が、すでに固化しかけている下層の樹脂をより深く「再溶融」させるんです。
イメージとしては、ハンダ付けに近い感覚です。少量のハンダでは表面だけ溶けるけど、たっぷりのハンダなら母材の奥まで熱が浸透しますよね。それと同じことがFDM印刷でも起きている。
この熱的相互作用により、ポリマー鎖(プラスチックの分子の鎖)の層間での絡み合いが強固になります。
実測データでは、0.6mmノズルで出力した試験片が0.4mmと比較して20%以上高いエネルギー吸収率を示すケースが報告されています。ただし、機種やフィラメントによって効き方は変わるので、「必ず20%上がる」ということではありません。あくまで傾向として、条件次第で強度面のメリットが期待できるということですね。
⚠️ 陥りやすい4つの罠

ここからが後編の本題です。ノズル交換で陥りやすい罠を4つお伝えします。僕も最初はいくつかハマりました。知っているだけで回避できるものばかりなので、ぜひ押さえておいてくださいね。
🚫 罠① ─ 0.2mmノズルでの致命的な詰まり
最初の罠。0.2mmノズルにカーボンファイバー入りや木粉入りのフィラメントを使うと、非常に詰まりやすいです。
これ、「相性が悪い」とかいうレベルの話じゃないんです。物理的に必然なんですよね。
粒子を含むフィラメントは、ノズル内部で「アーチ構造」を形成してしまうことがあります。砂時計の砂が途中で詰まるのと同じ原理です。粒子同士がノズルの狭い出口でアーチ状に噛み合って、流路を完全に塞いでしまう。
粒子径が大きいほど詰まりやすく、0.2mmのような細いノズルでは特に顕著に起こります。
✅ 罠①の回避策
回避策はシンプルです。
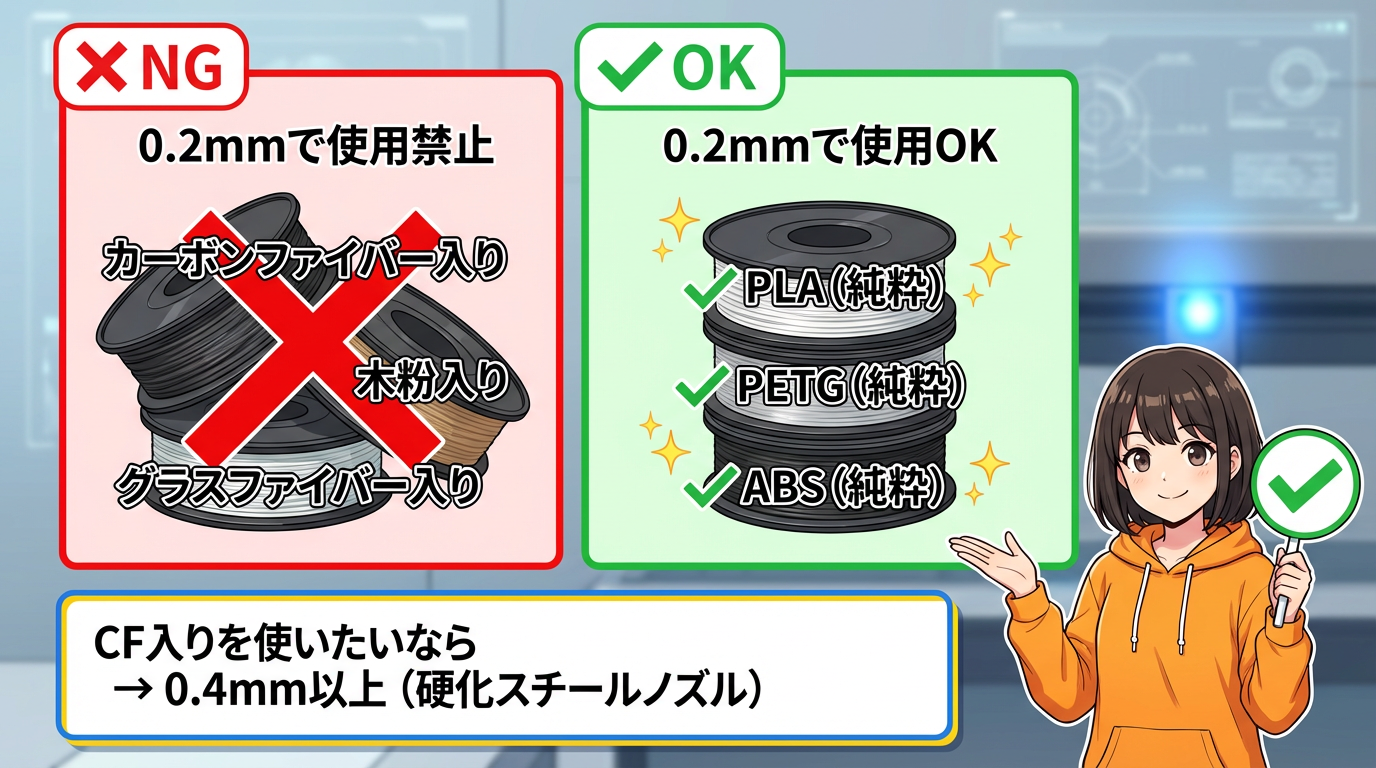
0.2mmノズルでは、純粋なPLA、PETG、ABSなど、フィラー(混ぜ物)を一切含まないプレーンなフィラメントに限定してください。
カーボンファイバー入りやウッドフィルなどの複合フィラメントを使いたいなら、最低でも0.4mm、理想的には0.6mmの硬化スチールノズルを使いましょう。硬化スチールなら摩耗にも強いので、長く使えますよ。
🐘 罠② ─ 0.6mmノズルでの「象の足」

2つ目の罠。0.6mmノズルで底面が広いモデルを印刷すると、「象の足」が発生しやすくなります。
「象の足」というのは、底面から数層分が外側にムチっと膨らんでしまう現象のこと。上から見ると底面の輪郭が本来のサイズより大きくなっていて、まるで象の足のように見えるから、こう呼ばれています。
原因は、0.6mmノズルの「巨大な熱質量」です。
大量の樹脂が吐出されるため、冷却されて固化するまでに時間がかかる。下層がまだ柔らかいうちに次の層が積まれて、上からの自重で塑性変形してしまうんです。重い荷物を柔らかいスポンジの上に置いたら潰れますよね。それと同じことが起きているわけです。
✅ 罠②の回避策
回避策は3つあります 👇
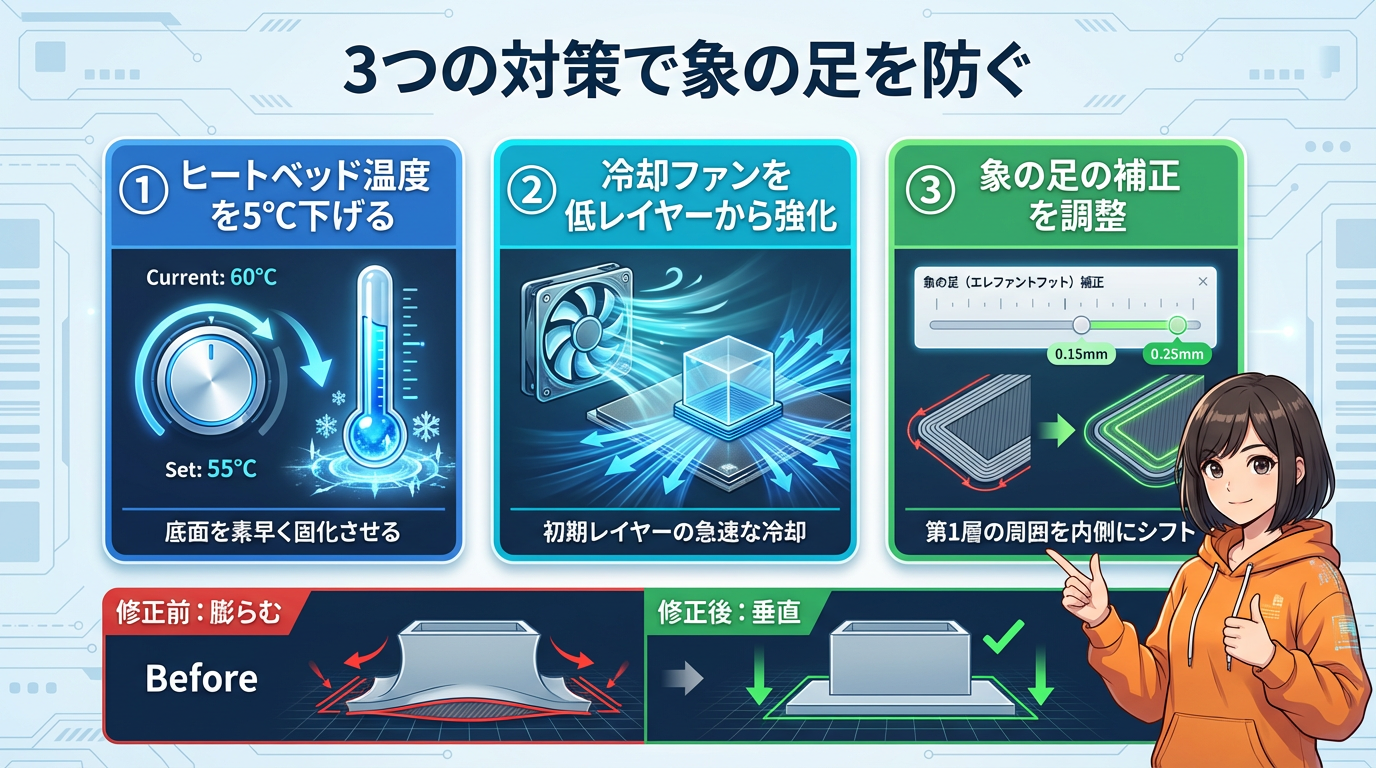
① ヒートベッドの温度を5℃程度下げる。底面付近の樹脂が素早く固まるようにすることで、自重による変形を抑えます。
② 冷却ファンを低いレイヤーから強めに稼働させる。通常は最初の数層でファンを弱くする設定になっていますが、象の足が気になるときはファンを早めに回し始めると効果的です。
③ Bambu Studioの「象の足の補正」を調整する。デフォルトでは0.15mmに設定されていますが、0.6mmノズルでは0.25mm程度に増やしてみてください。これは1層目の外周パスを内側にオフセットしておく設定で、膨らむ分を先に差し引いておくイメージです。
この3つを組み合わせると、かなり改善されますよ。
🤔 罠③ ─ 「速度が遅い!」という誤解
3つ目の罠。これは罠というより「誤解」に近いですね。
「0.6mmノズルに変えたのに、ヘッドの移動速度がむしろ遅くなった!不良品じゃないの?」
こう感じる人、結構いるんです。でもこれは正常な動作なんですよね。
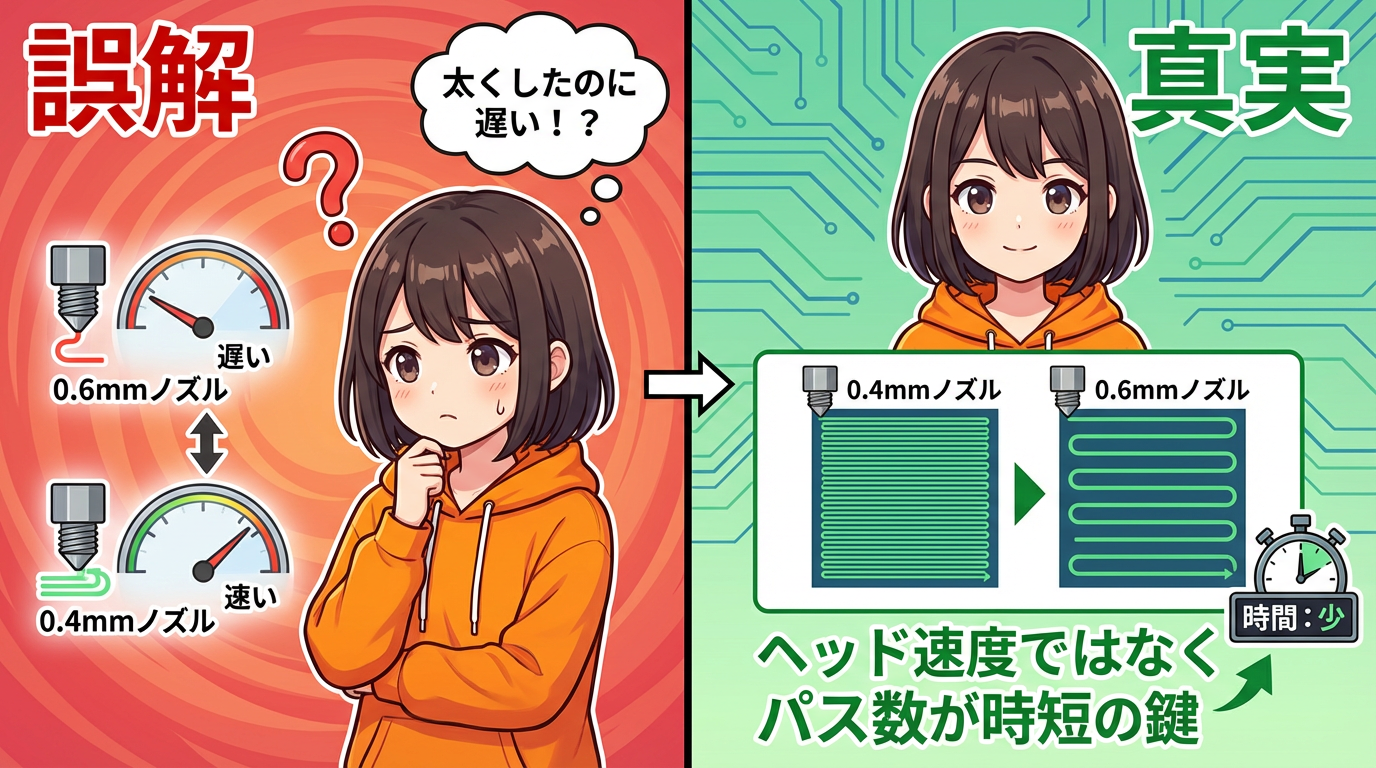
前編でお話ししたMVS(最大体積速度)の制約を思い出してください。ノズルを太くしても、ヒーターの溶融能力は変わりません。太い線を出そうとすれば、それだけ多くの樹脂が必要で、ヒーターが溶かしきれなくなる。だからスライサーが自動的に速度を落としてくれているんです。
でも、これは失敗じゃありません。
時短は「パス数の削減」で達成されるんです。つまり、「ヘッドを速く動かすこと」ではなく「ヘッドを動かす回数(パス数)を減らすこと」が時短の鍵。ヘッドがゆっくりでも、一度に太い線を引けるから、トータルの印刷時間は短くなるんですね。
✅ 罠③の対策 ─ 時短効果を最大化するには
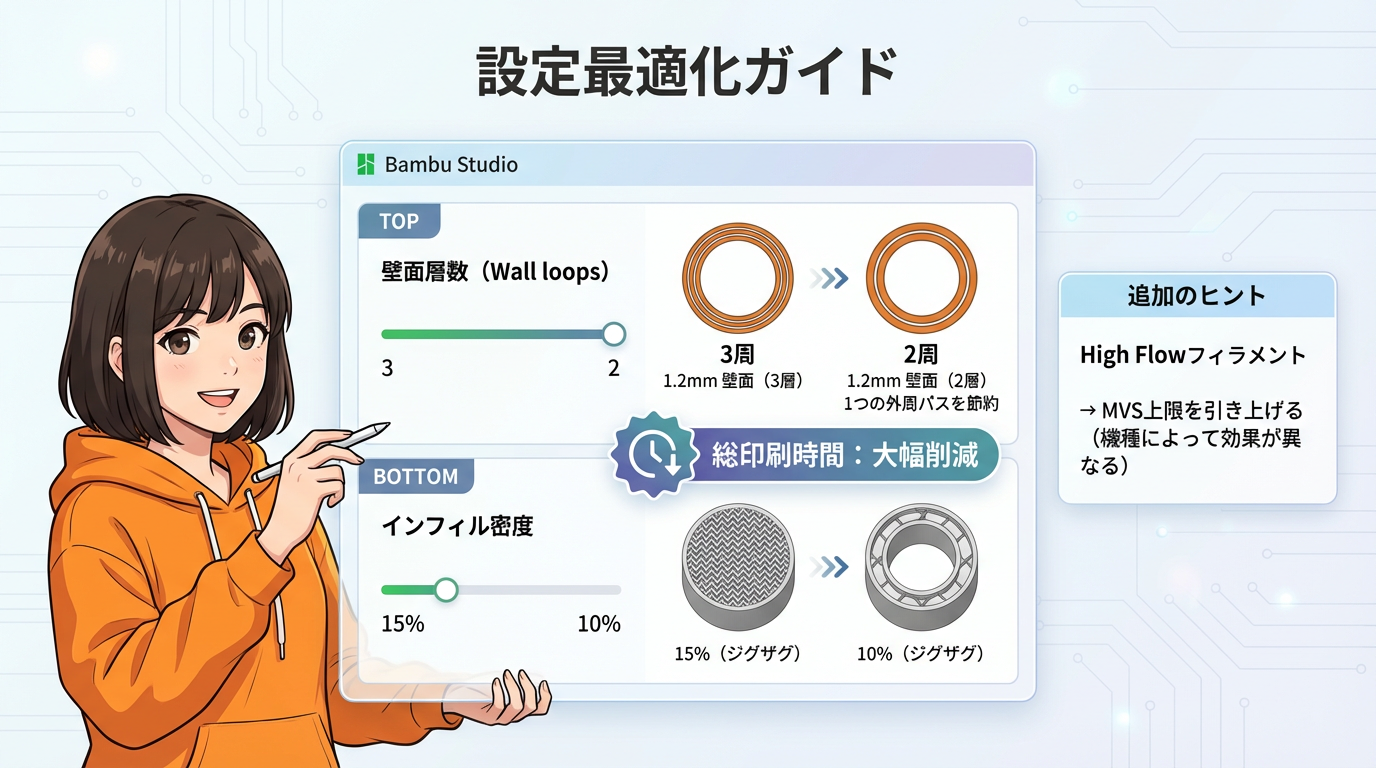
時短効果を最大化するには、設定の見直しが必要です 👇
① 壁面層数(Wall loops)を3から2に減らす。壁が太くなるので、少ない周回数で同じ厚さが達成できます。
② インフィル密度を下げる。太い線で充填するので、同じ強度なら密度を下げてもOKなケースが多い。
この2つの設定を見直すことで初めて、劇的な時間削減が実現します。
もしヘッド速度自体を上げたいなら、Bambu Labの「High Flow」対応フィラメントを使って、MVSの上限値そのものを引き上げる方法もあります。ただし、これは上級者向けの選択肢ですね。
🕸️ 罠④ ─ 0.6mmノズルでの糸引き
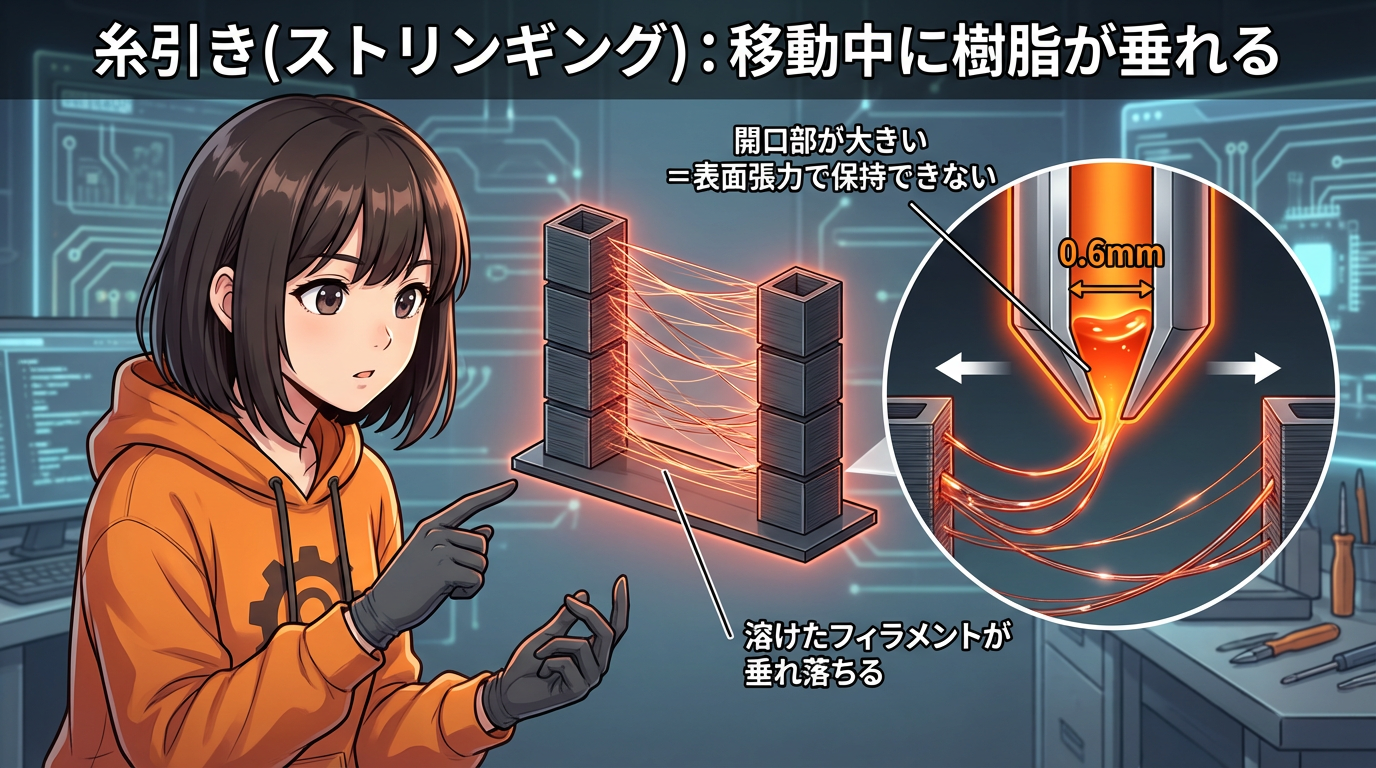
4つ目の罠。0.6mmノズルでは糸引きが発生しやすくなります。
パーツ間を移動するときに、蜘蛛の巣のような細い糸がビヨ〜ンと張ってしまう、あの現象です。
原因は、ノズルの開口部が大きいこと。リトラクション(樹脂の引き戻し動作)を行っても、ノズル内部の溶融樹脂を表面張力で保持しきれなくなるんですよね。
0.4mmノズルならギリギリ表面張力で踏ん張れていた溶融樹脂が、0.6mmの大きな穴だとダラーッと垂れ落ちてしまう。移動中に重力に負けて、パーツ間に糸が張ってしまうわけです。
✅ 罠④の回避策

回避策は2つ 👇
① フィラメントプロファイルの編集で、リトラクション距離をわずかに延長する。Bambu Studioでは「フィラメント設定」の「Advancedタブ」からリトラクション距離を調整できます。デフォルト値から0.2〜0.4mm程度増やしてみてください。
② プリント温度を5〜10℃下げる。溶融樹脂の粘度を上げて、重力による垂れ落ちを防ぎます。温度を下げすぎると層間接着が弱くなるので、5℃ずつ試すのがコツです。
この2つを組み合わせると、だいぶ改善されます。完全にゼロにするのは難しいですが、後処理(ヒートガンやニッパー)で簡単に除去できるレベルまで抑えられれば十分ですよ。
📝 前後編の総まとめ ─ 物理法則を味方につける

ここで、前後編を通した総まとめをしておきましょう。
ノズル径の変更は、流体力学と熱力学の法則を再定義する物理的プロセスです。「ノズルを付け替えるだけ」に見えて、裏では圧力、温度、流量のバランスが劇的に変わっている。
🔵 0.2mmノズル ─「極限の精密さ」
背圧が理論上16倍になるから遅い。でも、微細なディテールが出る。フィラー入りフィラメントは詰まるので非推奨。プレーンなPLAやPETGに限定しましょう。
🟢 0.4mmノズル ─「黄金比」
品質・強度・速度の最適バランス。迷ったらここ。スライサーのデフォルトプロファイルが最も成熟しているのもこのノズル径です。
🟠 0.6mmノズル ─「爆速+高強度」
パス数削減で時短、熱質量増大で条件次第では強度アップも期待できる。ただし象の足と糸引きには注意が必要。壁面層数とインフィル密度の見直しで、時短効果を最大化しましょう。
🛠️ 実践ワークフロー
実際にノズルを使い分けるときのワークフローをまとめておきますね 👇
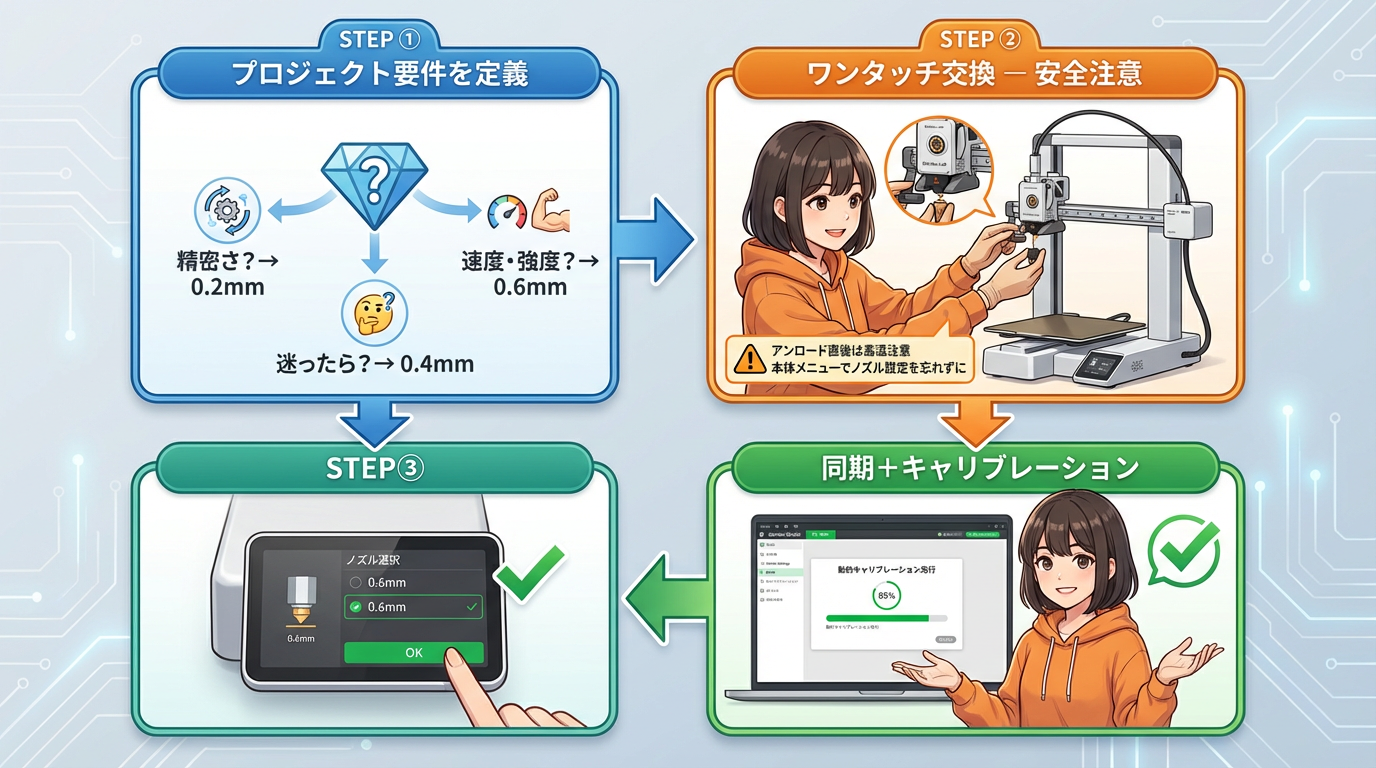
① まず、プロジェクトの要件を定義する。「精密さが必要か」「強度と時短が必要か」を最初に決める。
② A1 miniのワンタッチ機構で常温・ツールレスで交換する。ただし、フィラメントのアンロード直後はホットエンドが熱いので、温度が下がったことを確認してから作業してください。交換後は本体メニュー(メンテナンス → ノズル)でノズル種類の設定も忘れずに。
③ 本体とBambu Studioでプロファイルを同期する。プリンタープロファイルを新しいノズル径に合わせて切り替える。
④ 初回プリントでは必ず動的流量キャリブレーションを実行する。A1 miniが自動的に最適なK値を計算してくれます。
この4ステップを習慣にしておけば、ノズル交換で失敗することはほぼなくなりますよ。
🎯 今日やってほしいこと

最後に、今日やってほしいことを3つお伝えしますね 👇
① A1 miniのワンタッチノズル交換を一度試してみてください。常温で、工具なしで、本当に数十秒で終わります。ただし、アンロード直後は高温なので温度確認してから。交換後は本体メニューでノズル設定も忘れずに。
② 次のプリントの要件を考えてみる。精密さが必要?強度が必要?速度が必要?作りたいモノの特徴を整理するだけで、最適なノズルが見えてきます。
③ その要件に合わせてノズルを選んでみる。0.2mm、0.4mm、0.6mm、それぞれの物理法則を味方につけてください。

ノズルは消耗品です。怖がらずにどんどん使い分けて、3Dプリントの可能性を広げていきましょう!
🔗 関連リンク
👇 前編はこちら(背圧・MVS・Bambu Studio設定の解説)
🌐 Blog → https://mardna810.com/
🎧 Podcast(Spotify) → https://open.spotify.com/show/7FvjC906Pe3lP1qWgKlpKO?si=ABnNL5IJTO2XQlZFIE_hxg
🎬 YouTube → https://www.youtube.com/@3dbox203
📝 Note → https://note.com/mar810
🌐 Blog → https://mardna810.com/


コメント