
👇 音声でも解説しています

👇 YouTube動画版はこちら


こんにちは、まーです!
2000人記念コメント返し、第2回です。
前回は素材に関する質問にお答えしましたが、今日はBambu Studioの設定に関する質問です。
@森田茂さんから「バンブースタジオの画面でどこに設定があるかの説明があると助かります」というリクエストをいただいたので、今回は実際のスライサー画面を見せながらお話しします。
今日の4パート

今日は4つのパートでお話しします。
①サポート設定。ペインティング、Snug、45度ルール。
②クリアランスと穴補正。
③ノズル径と積層ピッチの使い分け。
④過去の動画の誤り訂正コーナー。
パート1:サポート設定
サポートペインティングとは
「自分で塗るサポート設定がさっぱり分からん」というコメントをいただきました。
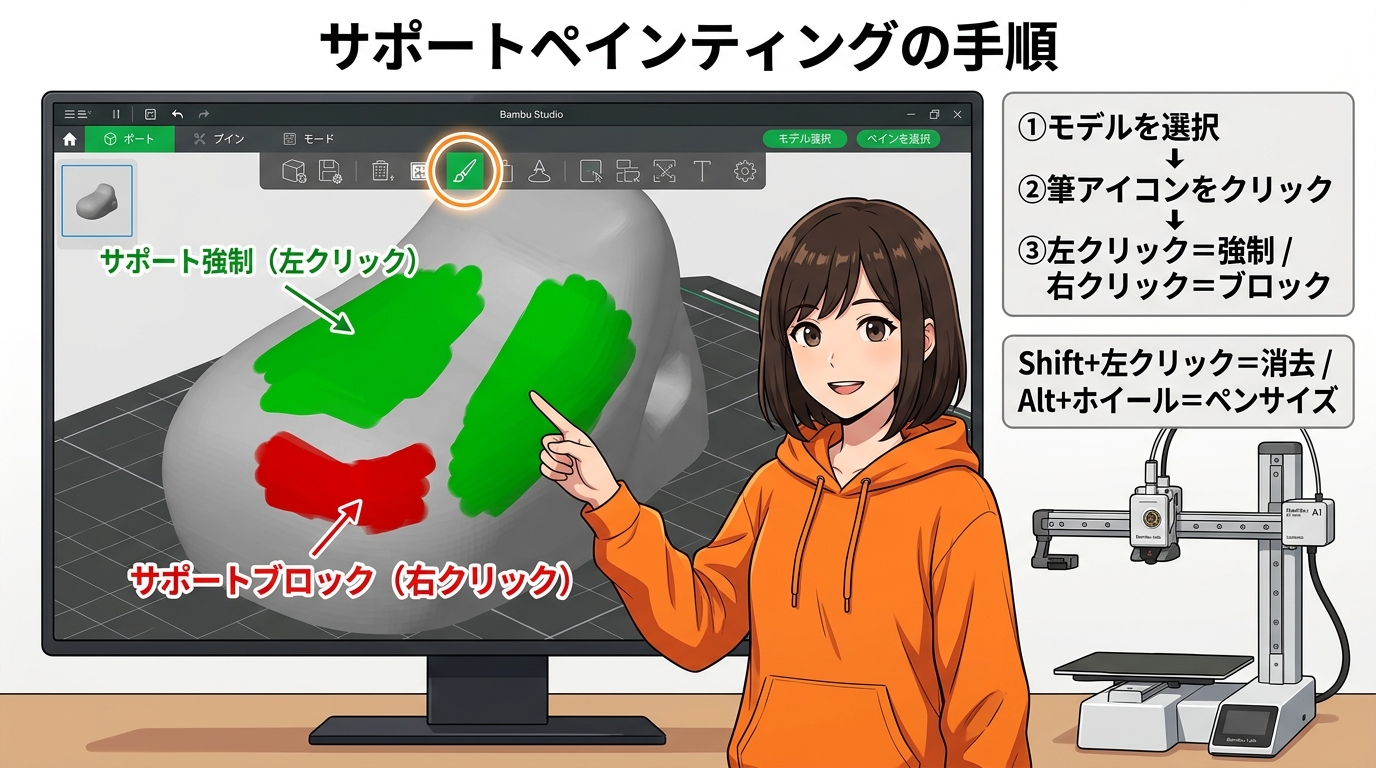
サポートペインティングは、モデルの表面に直接ペイントして、サポートを強制するか禁止するかを自分で指定する機能です。
手順はこうです。
まず、3Dビューでモデルを選択します。次に上部ツールバーにある筆のようなアイコンをクリック。これでペインティングモードに入ります。
左クリックで緑色を塗ると、その面にサポートが強制されます。右クリックで赤色を塗ると、サポートがブロックされます。Shift+左クリックで消去。Altとマウスホイールでペンサイズの調整です。
サポートペインティングの誤解
ここで一つ大事な補足があります。
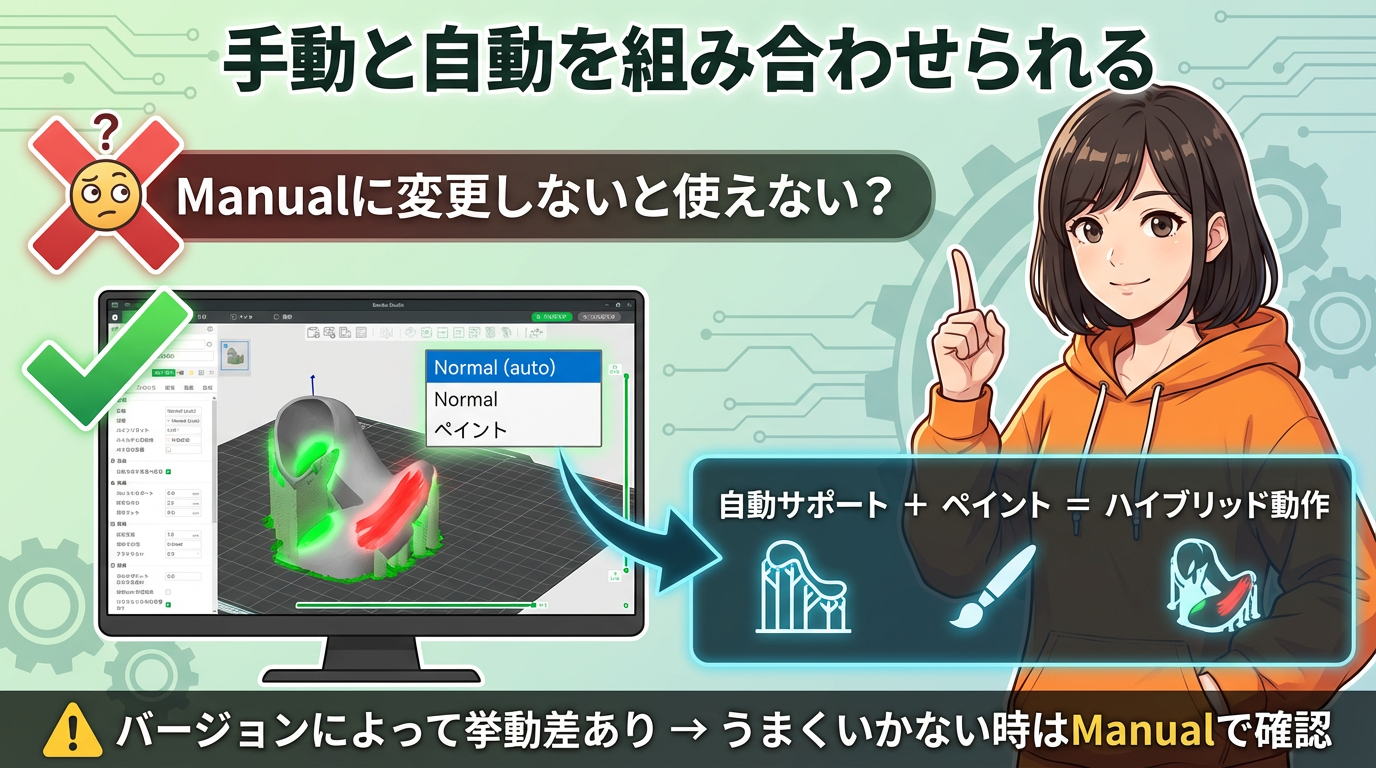
「サポートペインティングを使うにはサポートタイプをManualに変更しなければならない」と思っている方、いませんか。
本来はそうではなくて、Normal(auto)やTree(auto)のままでも、自動サポートとペイントを組み合わせて使える設計になっています。
緑で塗った領域にサポートが追加され、赤で塗った領域の自動サポートが削除される。つまりハイブリッドで動作するのが基本の思想です。
ただし、Bambu Studioはバージョンによって挙動差や既知の不具合報告もあるので、思った通りにサポートが出ないときはManualに切り替えて確認してみてください。
Snugサポートの実力
「Snug設定が役立つとは知りませんでした」というコメントをいただきました。
Snugサポートは、Normalサポートの中のスタイル設定の一つです。
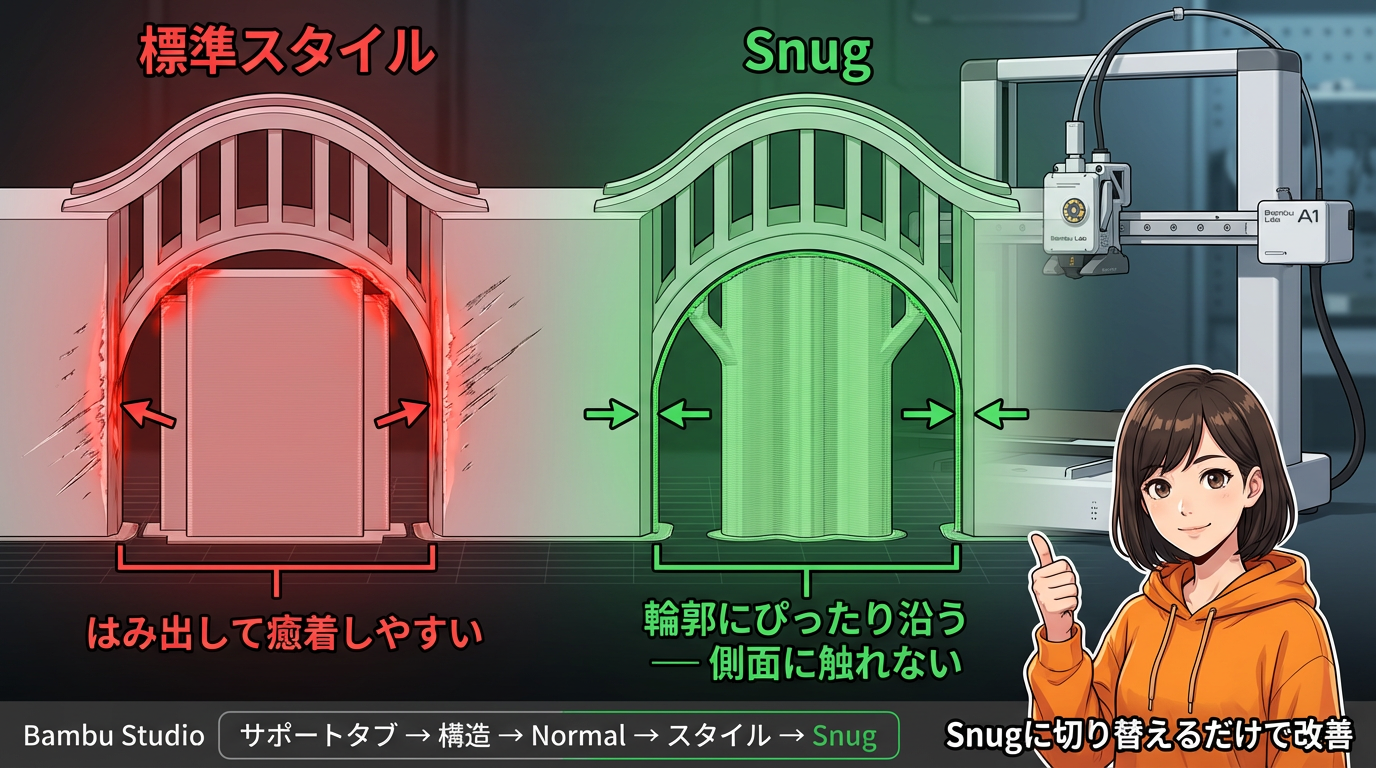
設定場所は、サポートタブ → サポート構造 → タイプを「Normal」に → その直下に出る「スタイル」のドロップダウンから「Snug」を選びます。
標準系のスタイルでは、サポート領域が拡張されて生成されます。安定はするんですが、サポートがモデルの側面にはみ出して癒着しやすい。剥がすときに表面に傷が残りやすいんです。
Snugは、オーバーハング領域の輪郭にぴったり沿って生成される。はみ出しが少ないので、側面への癒着が防ぎやすい。
「Normalサポートは剥がしにくい」という問題は、実は標準スタイルのせいであることが多い。Snugに切り替えるだけで改善されるケースがかなりあります。
45度ルールの正しい理解
「サポート45度ルール説明図、間違ってませんか?」というご指摘をいただきました。
改めて確認したところ、確かに混乱を招く説明をしてしまっていました。訂正します。
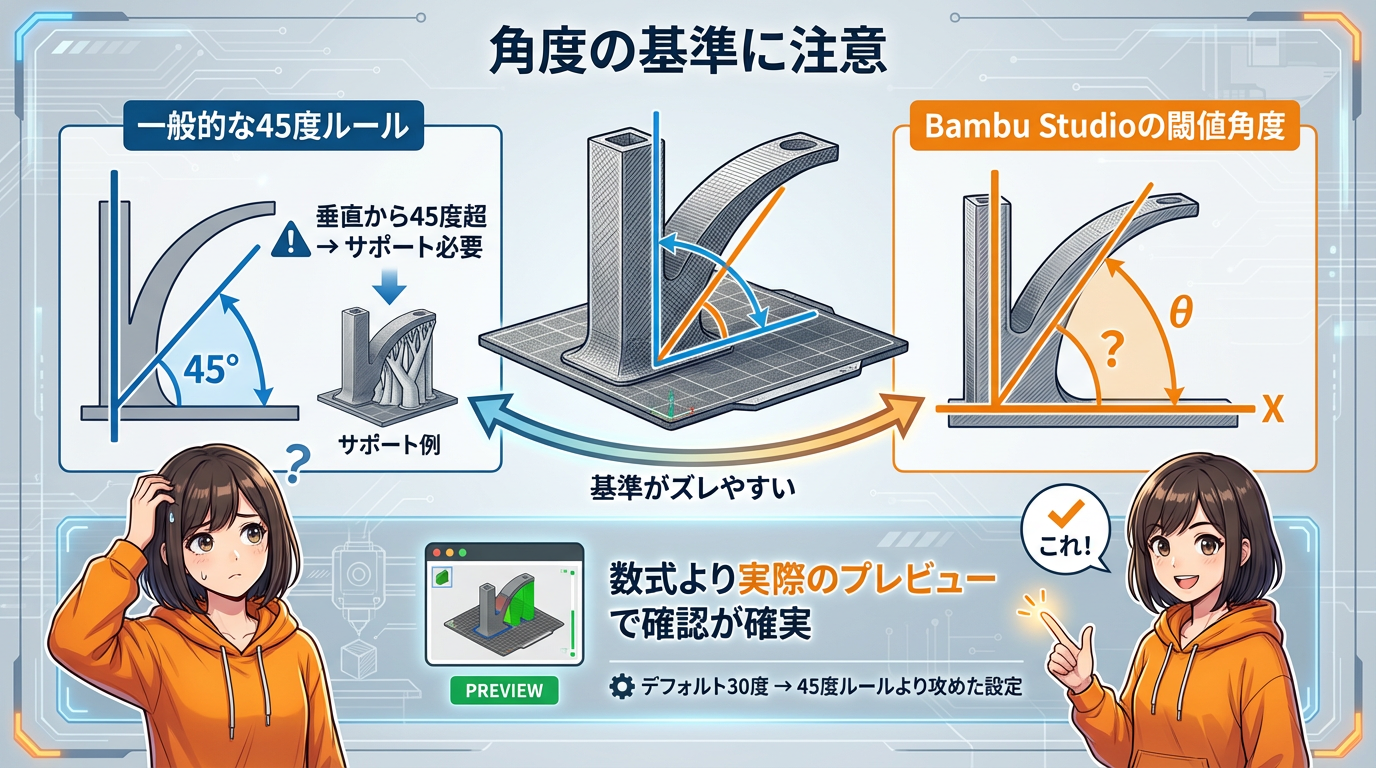
一般的には「45度を超えるオーバーハングにはサポートが必要」という原則です。ところがBambu Studioの「サポート閾値角度」は、ビルドプレート基準で角度を考える設定なんです。
日本語の公式ガイドでも「ビルドプレートに対する下限角度」として説明されていて、一般的な45度ルールと頭の中での基準がズレやすい。
数式で変換して覚えるよりも、実際にスライスプレビューでサポートの付き方を確認しながら調整するのが確実です。
デフォルト値は30度で、これは45度ルールよりも攻めた設定です。安全側に倒したい場合は、閾値角度を上げてプレビューで確認してみてください。
パート2:クリアランスと穴補正
クリアランスの基本
「データでなんぼ離せば別パーツと認識するか…0.4ノズルで0.2のクリアランスが無いと、スライスで一体部品になってしまう」というコメント。非常に実践的な質問です。
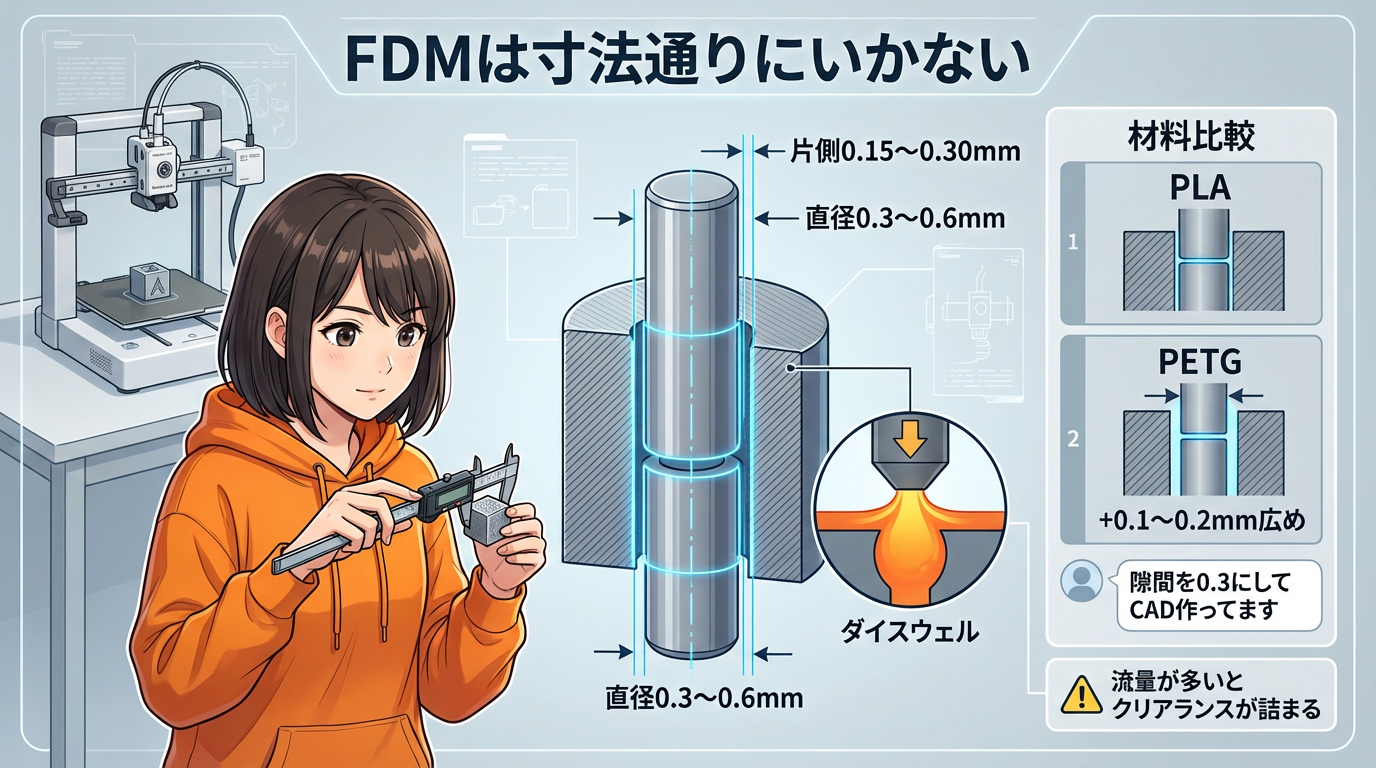
FDMではノズルから出た樹脂が膨らむダイスウェルという現象があるので、CADの寸法通りにはいかない。
目安としては、0.4mmノズルの場合、可動部やスライドフィットには片側0.15mmから0.30mm。つまり直径では0.3mmから0.6mmのクリアランスが必要です。
PETGはPLAより粘度が高く膨張しやすいので、PLAより0.1mmから0.2mm広めにとるのがコツです。
流量が多いとクリアランスが実質的に詰まるので、流量調整も合わせて確認してください。
穴補正機能の最新情報
「X-Y穴補正ってまだありますか?アプデで名称が変わっているような気がする」というコメント。
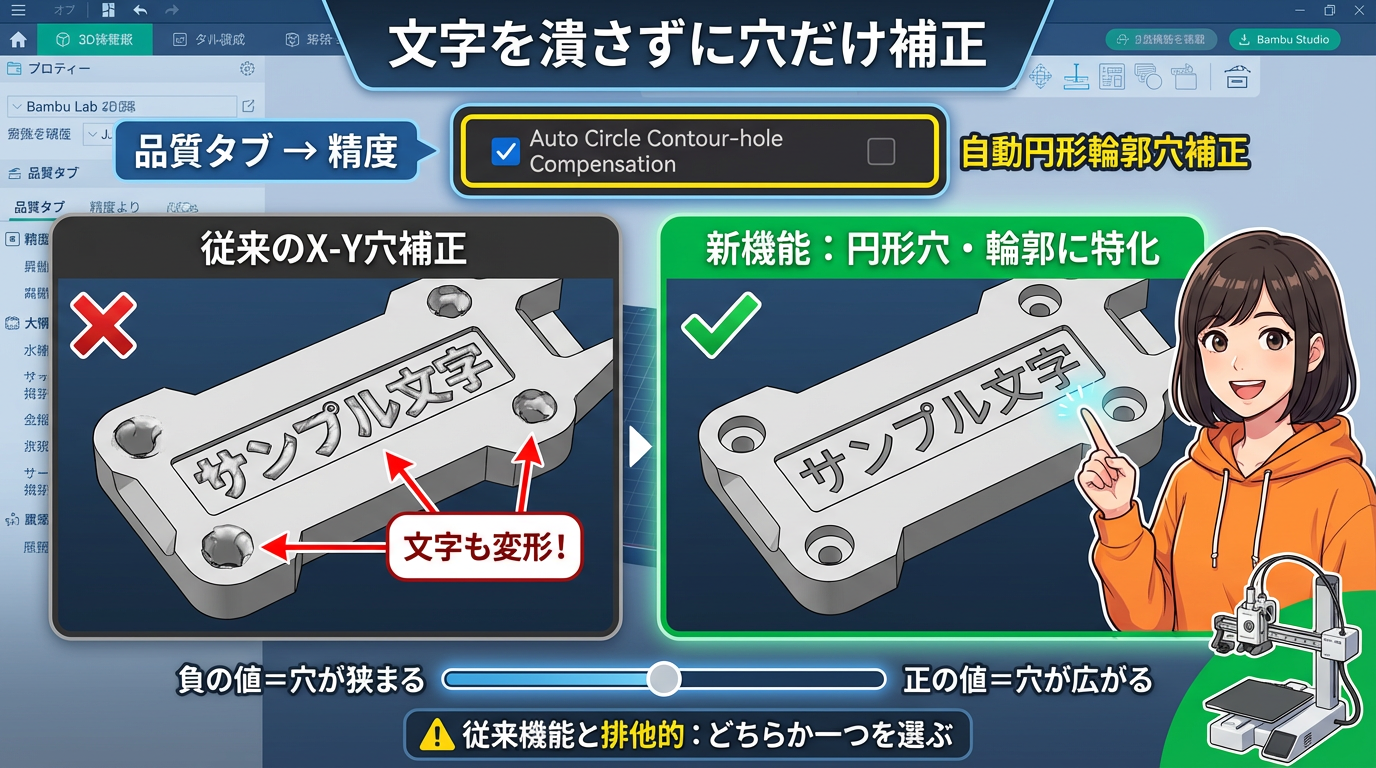
確認しました。現在のBambu Studioには「Auto Circle Contour-hole Compensation」という機能があります。設定場所は、品質タブの中の「精度」セクション内です。
従来のX-Y穴補正はモデル内のすべての空洞に一律に適用されていたので、文字の彫刻など微細な意匠が潰れてしまう問題がありました。
新しいこの機能は、円形の穴と輪郭にのみ特化してオフセットを計算します。正の値で穴が広がり、負の値で狭まる。文字などの微細形状はそのまま維持されます。
ただし注意点として、従来のX-Y穴補正とこの新機能は排他的に動作します。両方同時に有効にはできないので、どちらかを選んで使ってください。
M5ネジ穴の正しいサイズ
「M5の通し穴はそもそも5ミリじゃーない」というコメント。その通りです。
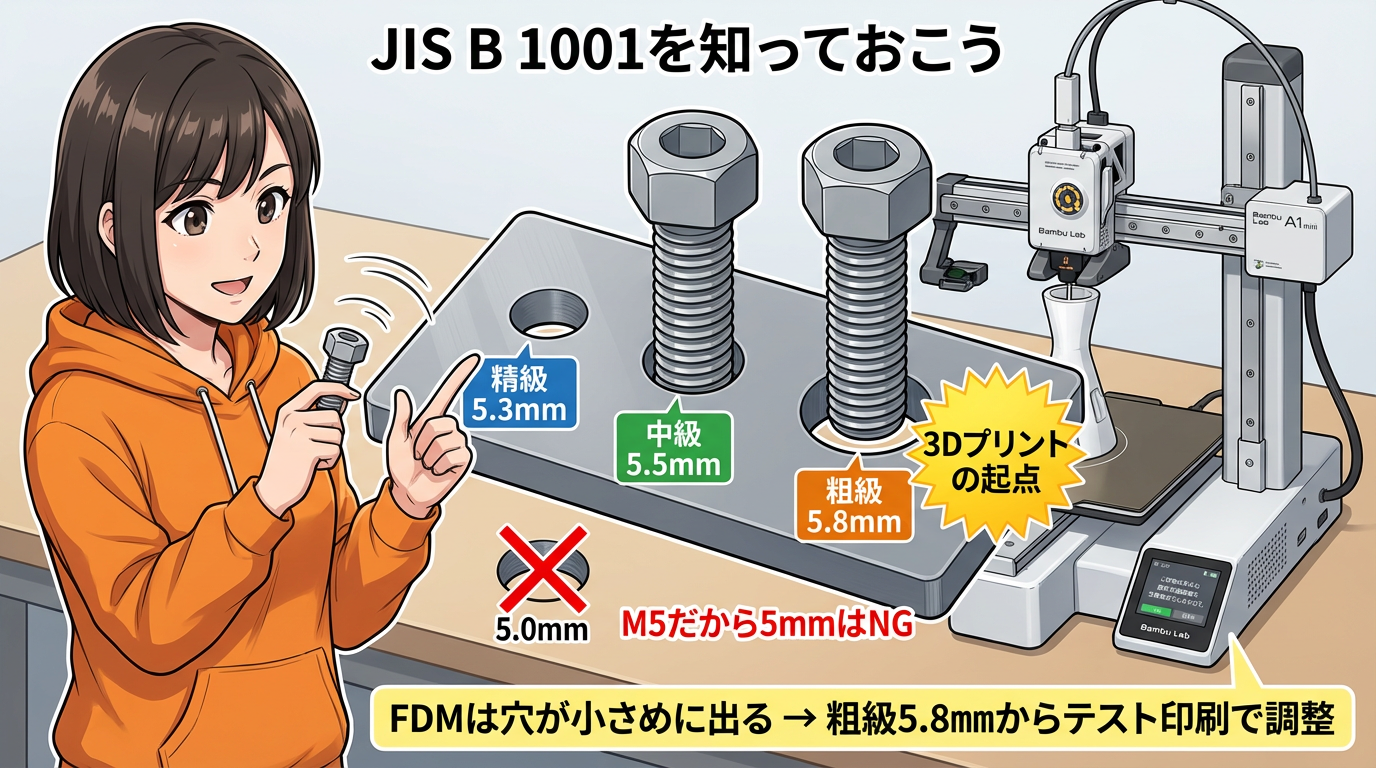
M5のバカ穴、つまりネジ山が噛まずにスムーズに通る穴は、JIS B 1001の規格で等級ごとに決められています。
精級が5.3mm、中級が5.5mm、粗級が5.8mm。
3DプリントではFDMの特性上、穴が小さめに出る傾向があるので、粗級の5.8mmを起点にして、テスト印刷で調整するのがおすすめです。
CADで「M5だから5mm」と描くと、ボルトが入らない穴が出来上がります。
六角ボルトの寸法定義
「内接してないし対面じゃなくて対頂点距離を表してる」というご指摘。これも訂正が必要です。
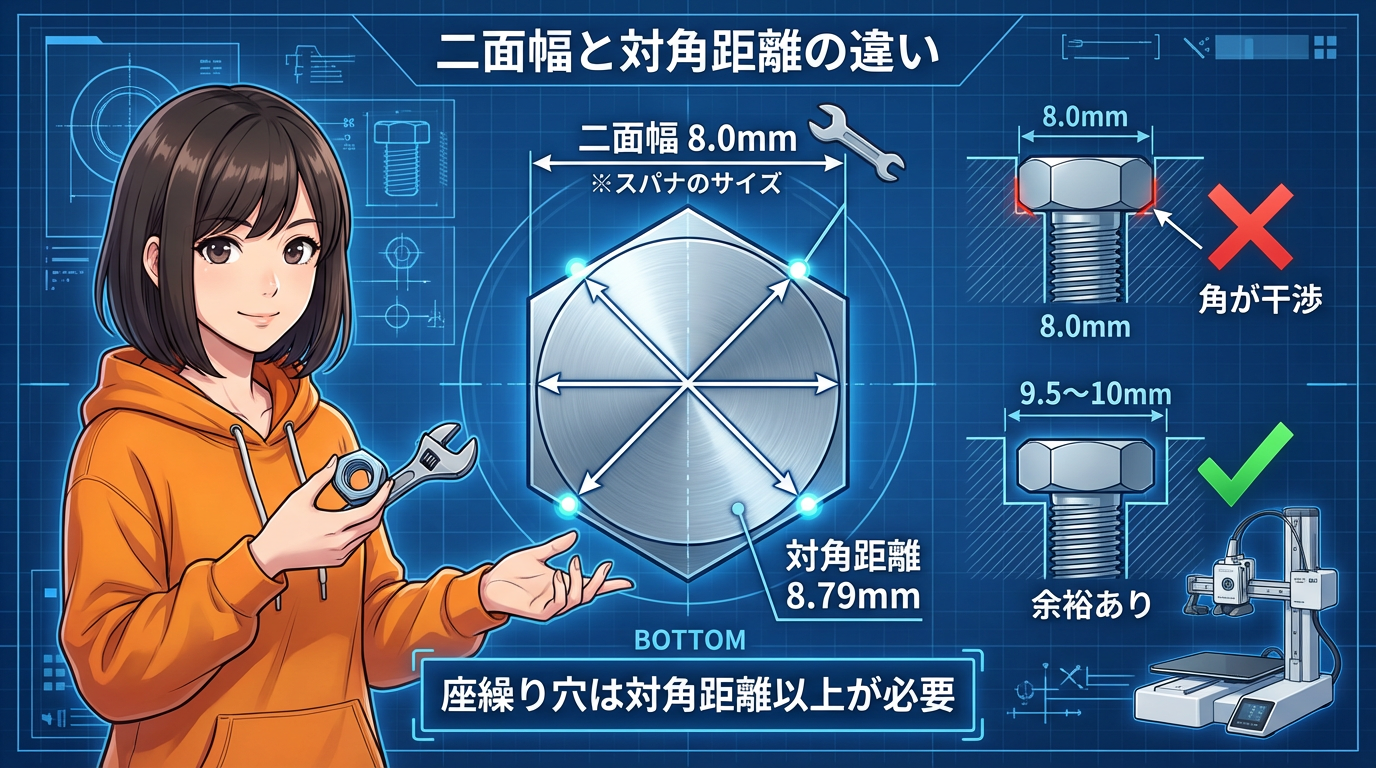
六角形には2つの重要な寸法があります。
「二面幅」は、平行な2つの面の間の距離。スパナのサイズと一致します。M5の六角ボルトの場合は8.0mm。
「対角距離」は、向かい合う2つの頂点、つまり角と角の間の距離。M5では8.79mmです。
座繰り穴を設計するとき、二面幅の8.0mmで穴を開けると、六角の角が干渉してボルトが入りません。必ず対角距離の8.79mm以上、余裕を見て9.5mmから10mm程度の直径が必要です。
パート3:ノズル径と積層ピッチ
ノズル径の使い分け

「0.8mmノズルを常用しています」「0.8mmノズルが気になってます」というコメントをいただきました。
各ノズル径の立ち位置を整理します。
0.2mmは精密パーツ向け。文字やリソフェインなど細部の再現に使います。
0.4mmが標準。大多数の印刷はこれで十分です。
0.6mmは速度と強度のバランスが良い。大きめのパーツにおすすめ。
0.8mmは大物や強度重視の機能部品向け。ラインが太いぶんZ軸方向の層間密着が圧倒的に良くなります。
0.8mmノズルのメリットとデメリット
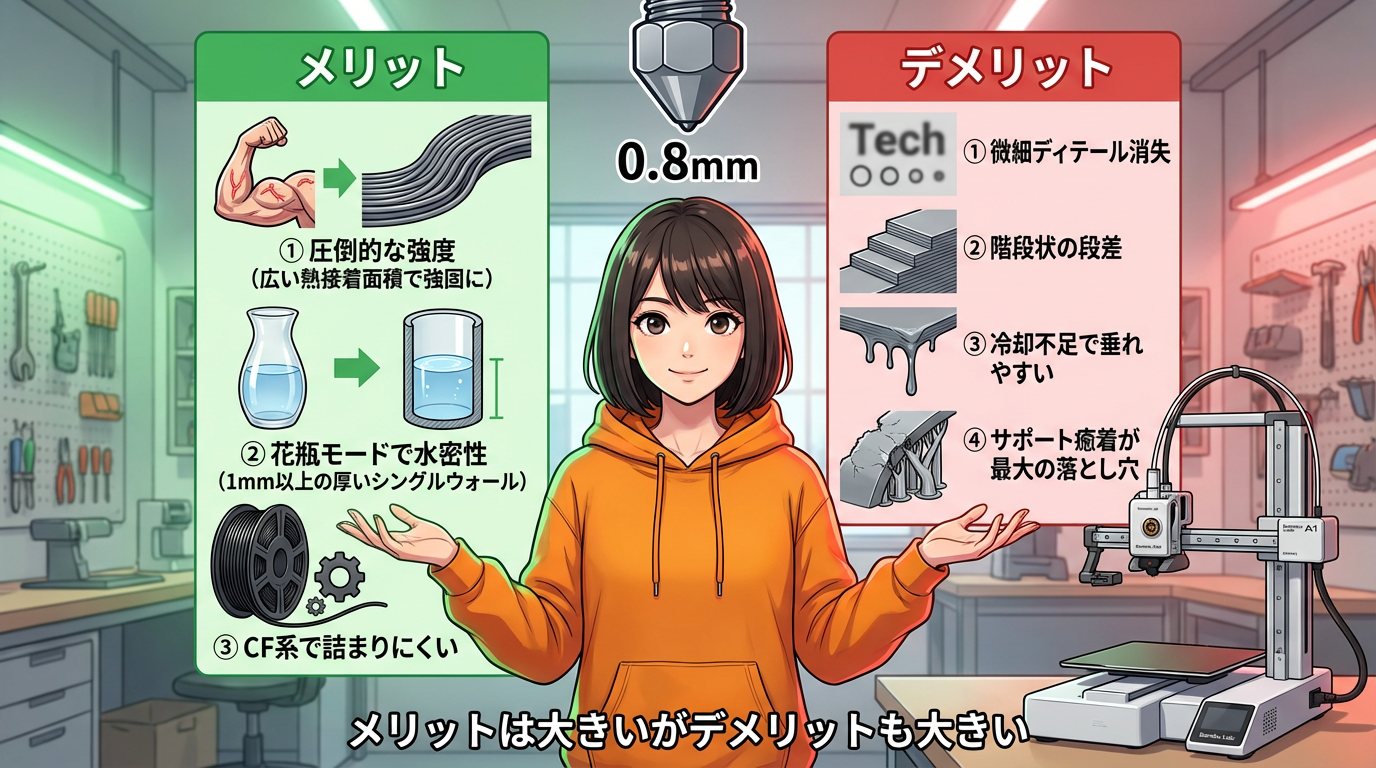
0.8mmノズルのメリットは、まず圧倒的な強度。押し出しラインが太いので、層間の熱融着面積が広く、引張強度や曲げ強度が大幅に向上します。
花瓶モードだと壁厚1mmから1.2mm程度まで太く出せるので、シングルウォールでも水密性と剛性が得られます。
カーボンファイバー入りフィラメントでも、0.2mmや0.4mmに比べると詰まりにくい。CF系では0.6mm以上のノズルが推奨されることが多いです。
ただしデメリットも大きい。微細なディテールは全部消えます。小さなネジ穴、エンボス文字は再現できない。レイヤーが厚くなるので、曲面に階段状の段差が目立つ。冷却が追いつかず、オーバーハングで樹脂が垂れやすい。
そして最大の落とし穴がサポートの癒着。太いラインで刷られたサポートはモデルと強固に融着して、剥がそうとするとモデルごと壊れるリスクがあります。
0.8mmノズルの設定ポイント
「ノズル径を変えるだけで印刷時間が半分になる」と思っている方、注意が必要です。
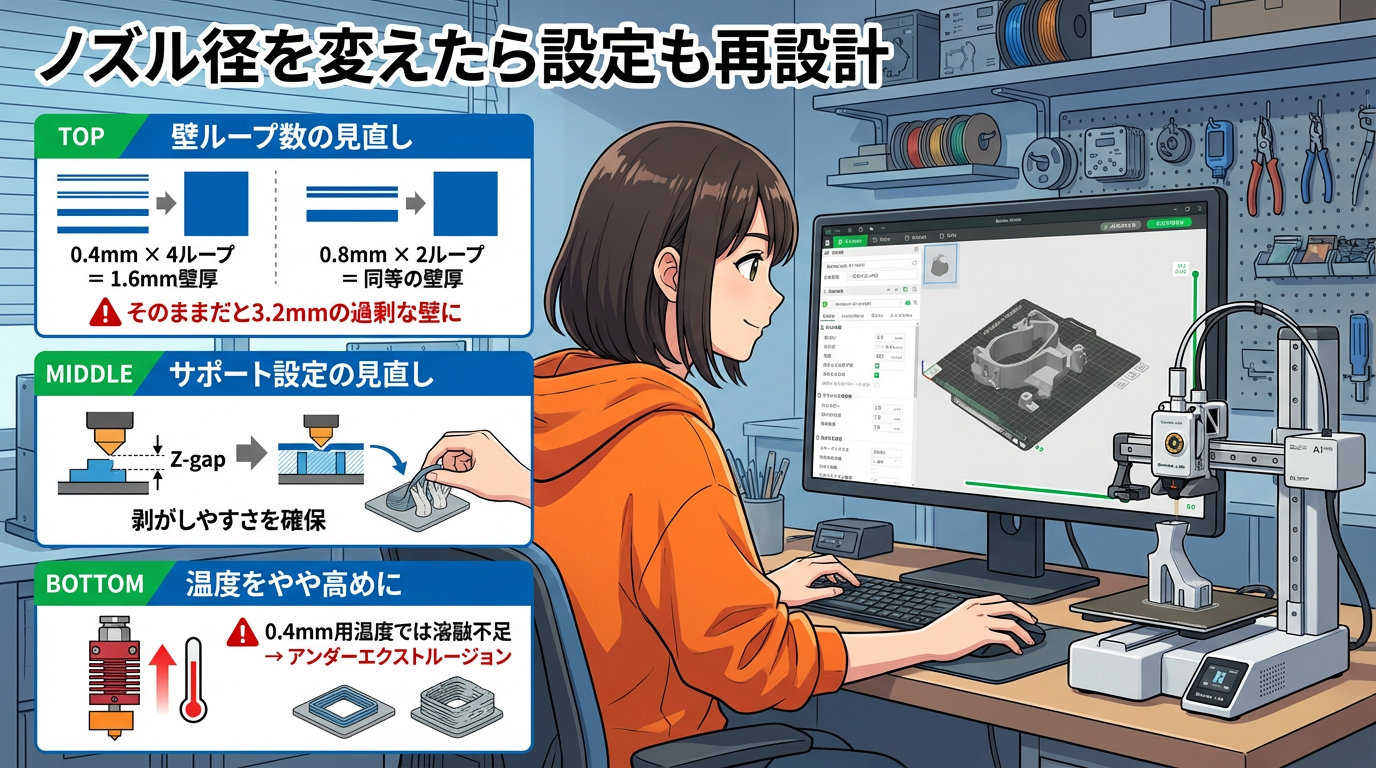
ホットエンドの樹脂溶融速度には限界があるので、壁のループ数やインフィル密度を適切に減らす再設計が必要です。
具体的には、壁のループ数を見直す。0.4mmで4ループ=壁厚1.6mmなら、0.8mmでは2ループで同等の壁厚。ループ数をそのままにすると3.2mmの過剰な壁になって、時間短縮の恩恵がなくなります。
サポートの設定も見直す。接触面のZギャップやインターフェースの設定、スタイルの調整を優先して、剥がしやすさを確保する。
温度はやや高めに。0.4mm用の温度設定だと、太いラインを十分に溶融しきれずアンダーエクストルージョンが起きます。
積層ピッチの推奨範囲
「精細さを出すには積層ピッチを細かくすると聞いたことがありますが本当でしょうか」
本当です。ただし物理的な限界があります。
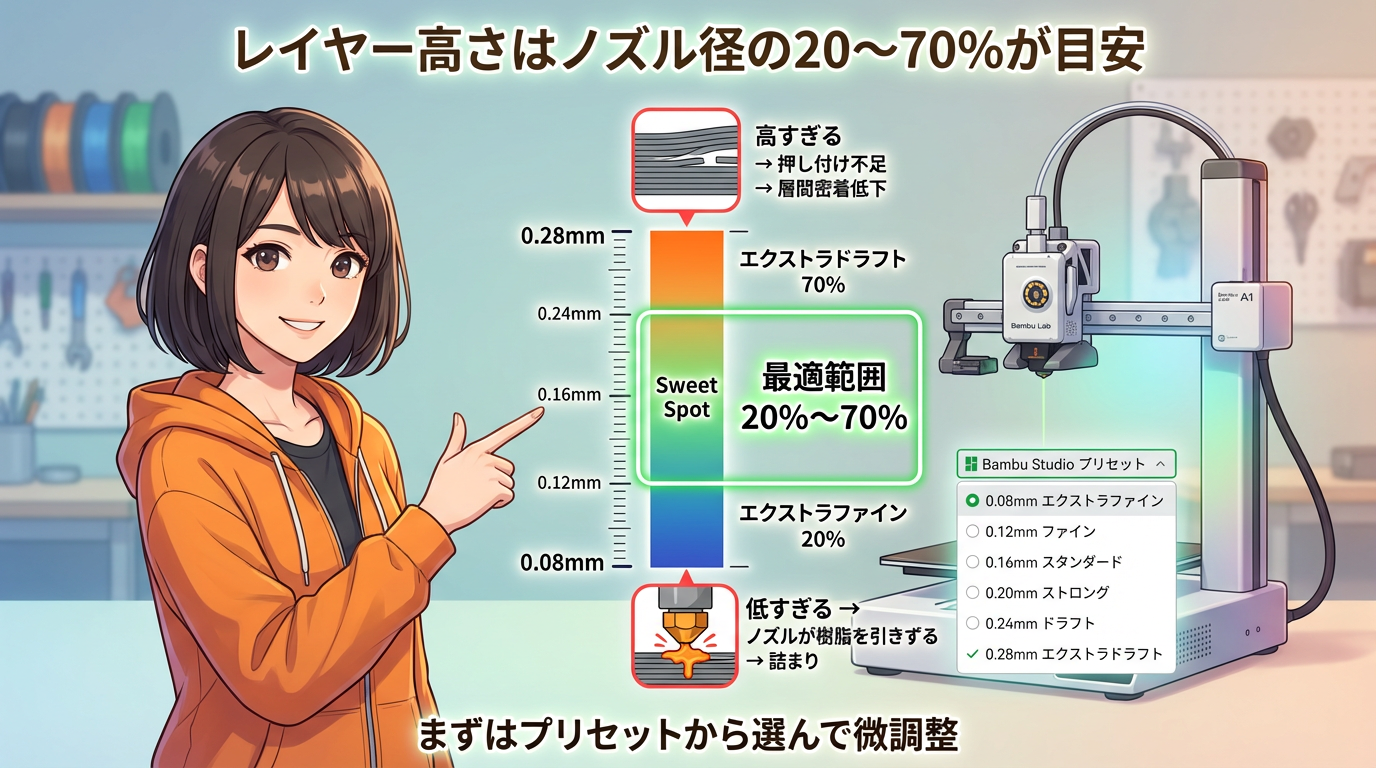
目安として、レイヤー高さはノズル径の20%から70%前後が一般的です。
0.4mmノズルの場合、Bambu Studioのプリセットでは「0.08mm Extra Fine」から「0.28mm Extra Draft」まで用意されています。
高すぎると、ノズルが樹脂を下層に押し付ける力が足りなくなって層間密着が低下します。低すぎると、ノズルが直前の樹脂を引きずって詰まりの原因になる。
まずはBambu Studioのプリセットから選んでみて、用途に合わせて微調整するのがおすすめです。
0.2mmノズルの融合問題
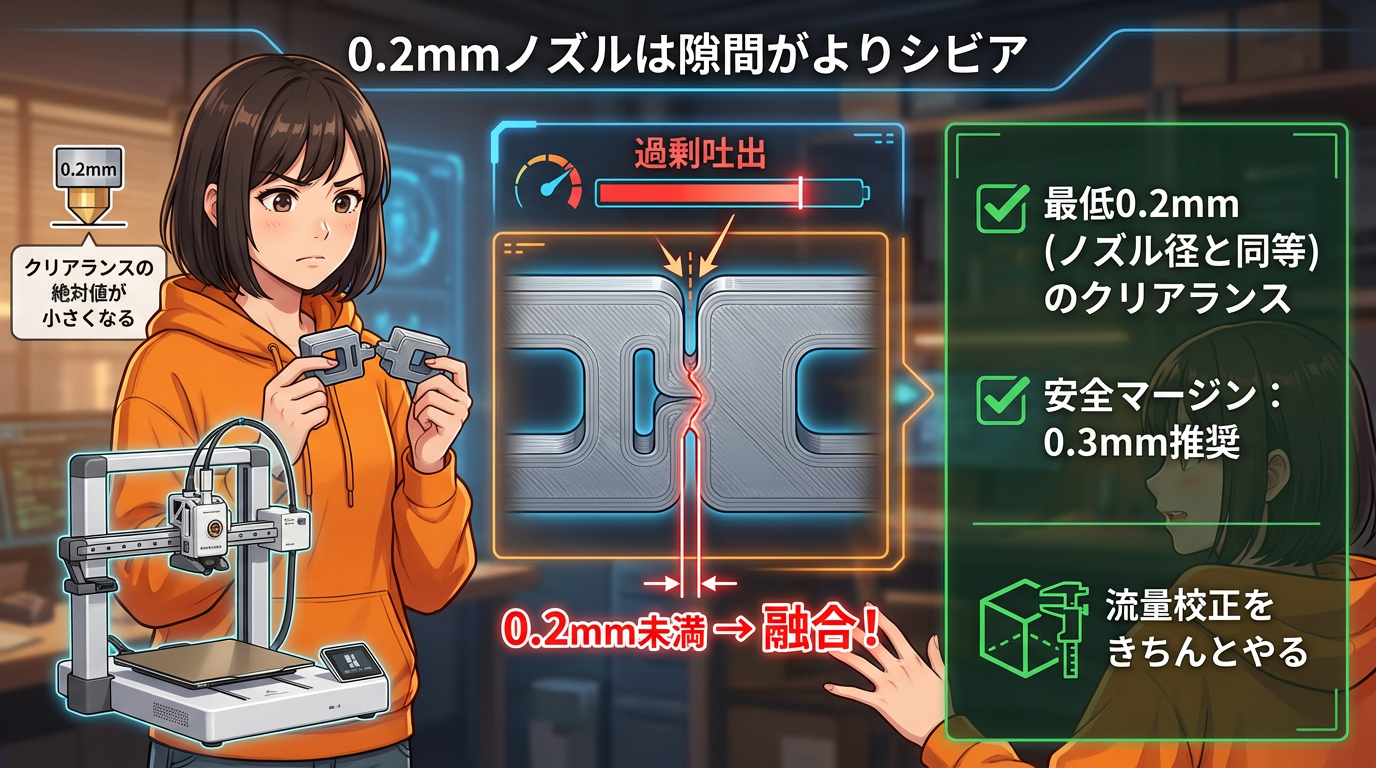
「0.2ノズルで細かい物を作っていて、複数パーツを組んだ状態でプリントしたら全て融合しちゃいました」というコメント。
0.2mmノズルではクリアランスの絶対値が小さくなるので、パーツ間の隙間がより厳しくなります。
最低でもノズル径と同等、つまり0.2mm以上のクリアランスを確保してください。安全を見て0.3mmあると安心です。
流量が多いと隙間が実質的に詰まって融合しやすくなるので、まず流量校正をきちんとやること、それからクリアランスの再確認が大事です。
パート4:誤り訂正コーナー
スナップフィットと可塑剤
「スナッグフィット→スナップフィットのこと?」
はい、正しくは「スナップフィット(snap fit)」です。パチンとはめ込む構造のこと。スナッグフィット(snug fit)は「密着嵌合」で全く別の概念です。言い間違えていました、すみません。
「可塑剤は『かそざい』と読みますね」
恥ずかしながら読み間違えていました。正しくは「かそざい」です。ご指摘ありがとうございます。
リソフェインの正しい手順

「Bambu Studioに画像ファイルをドロップしても何も起きない」というご指摘。これは僕の説明が不十分でした。
Bambu Studioに画像をそのまま放り込んで自動でリソフェインが生成される、という機能はありません。
正しい手順は、まずBambu Studioの左パネルから「MakerLab」にアクセスして「Make My Lithophane」ツールを起動するか、ブラウザからMakerWorldの該当ページを開きます。
そこで画像をアップロードして、タイプやサイズを調整。エクスポートすると3MFファイルがダウンロードされます。
その3MFファイルをBambu Studioで開いてスライスする、という流れです。
印刷設定として、リソフェインはインフィル100%のソリッドで印刷するのが一般的です。空洞があると光が散乱してムラが出てしまいます。
まとめ
今日はBambu Studioの設定に関するコメントにお答えしました。
間違いを指摘してくださった皆さん、本当にありがとうございます。このチャンネルは僕一人で作っているものではなくて、皆さんのコメントに育てていただいています。
次回は最終回、設備・メンテナンスとチャンネルのこれからについてお話しします。
では、また次回。

このチャンネルでは、Bambu LabのA1 miniなどの3Dプリンターを中心とした技術などを毎日更新でお伝えしてます、ではまた次回、お会いしましょう、まーでした。
👇 音声でも解説しています
👇 YouTube動画版はこちら
👇 ブログ記事(テキスト版)

👇 Note(テキストでじっくり読みたい方)

コメント