
シリーズ: フィラメント管理編(前後編の前編)
想定読了時間: 約15分 | 文字数: 約5,500文字
🎧 Podcastでも聴けます

🎬 YouTubeで観る

🎯 はじめに ─ あの「プチプチ音」の正体、知っていますか?
こんにちは、まーです!
みなさん、プリント中にノズルのあたりから「パチパチ」「プチプチ」って音がしたこと、ありませんか?
僕、最初にこの音を聞いたとき「え、ノズル詰まった?壊れた?」って焦りました。プリントは続いてるんだけど、出来上がったモデルは糸引きだらけで表面もザラザラ。Bambu Studioでリトラクション距離を上げたり、温度を下げたり、色々やったんですけど、全然改善しなかったんですよね。

で、ネットで調べてようやく分かったんです。原因はスライサーでもプリンターでもなくて「フィラメントが吸った水分」だったんです。
今日のテーマは「フィラメントの吸湿問題」。プチプチ音と糸引きの科学的な原因、材料ごとの違い、そして正しい乾燥方法を解説します。

先に結論を言ってしまうと、3Dプリントでトラブルが起きたとき、スライサーの設定をいじる前に「フィラメントの吸湿」を疑うのが近道です。乾燥だけで一気に改善するケースも多いんですよ。

🔬 プチプチ音の科学 ─ ノズル内で起きている「蒸気爆発」
💧 フィラメントは「目に見えないスポンジ」
なぜフィラメントは湿気を吸うのか。
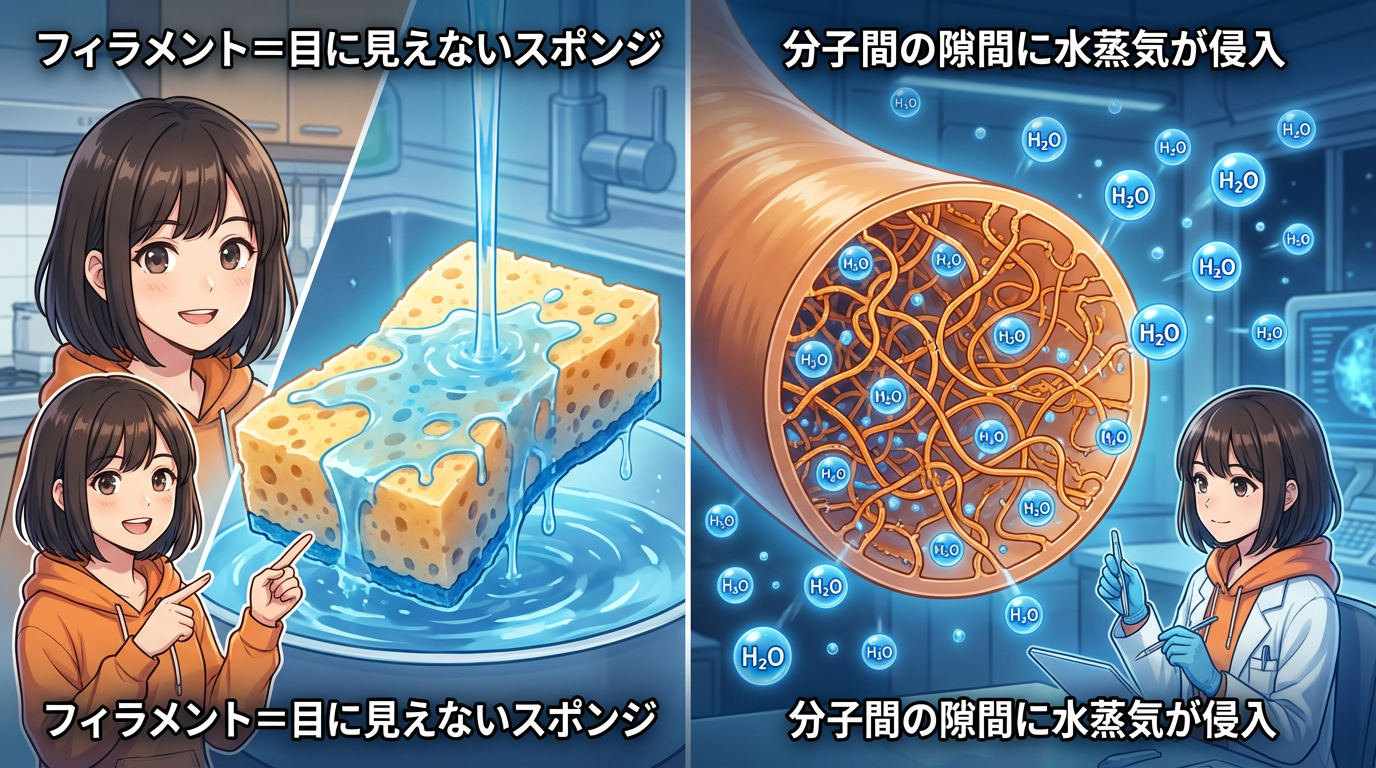
プラスチックって一見ツルツルで水を弾きそうじゃないですか。でも分子レベルで見ると、ポリマーの鎖と鎖の間に微小な隙間がたくさんあるんです。この隙間に空気中の水蒸気が入り込んで、分子と結合してしまう。
いわば、フィラメントは目に見えない「スポンジ」なんですよね。
この水分の吸収速度は周りの湿度と温度に左右されます。梅雨時期の日本だと相対湿度が70〜80%になることもありますよね。そういう環境にフィラメントを出しっぱなしにしておくと、ものすごいスピードで湿気を吸い込んでいきます。
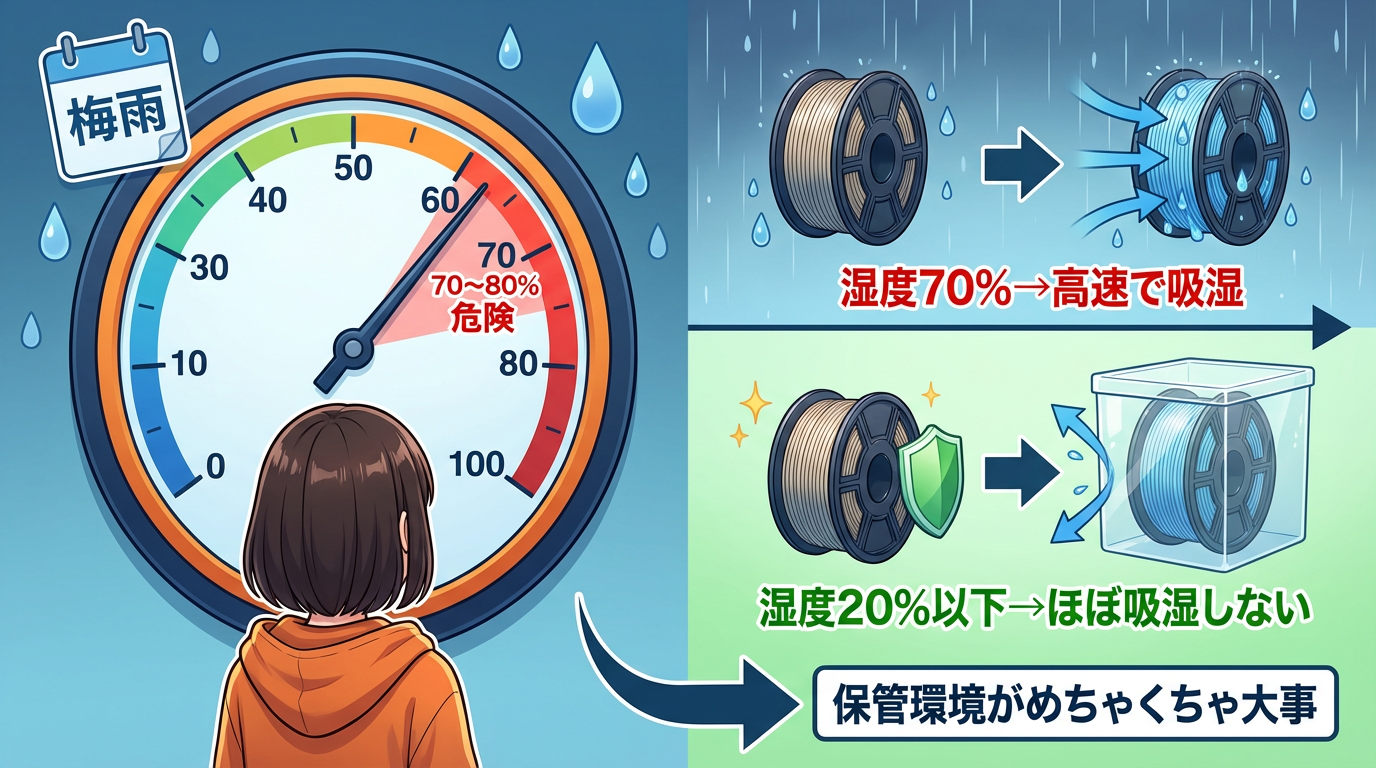
逆に湿度20%以下の乾燥した環境なら、吸湿はほとんど進まない。だから「保管環境」がめちゃくちゃ大事になってくるわけです。
💥 水蒸気は体積約1700倍に膨張する

では、吸湿したフィラメントがノズルに入るとどうなるか。
ノズルの温度は200℃から280℃。水は100℃で沸騰しますよね。つまり、フィラメントの中に閉じ込められた水分が、ノズルの中で一気に蒸発するんです。
ここがポイントなんですけど、水が水蒸気になると体積が約1700倍に膨張します。1700倍ですよ。
イメージするなら、圧力鍋を想像してみてください。密閉された鍋の中で蒸気圧が上がると、安全弁から「シュー!」って蒸気が吹き出しますよね。ノズルの中で起きていることは、まさにあれのミニチュア版。小さな蒸気の泡がパンパン弾けながら、溶けた樹脂を強制的に押し出している。
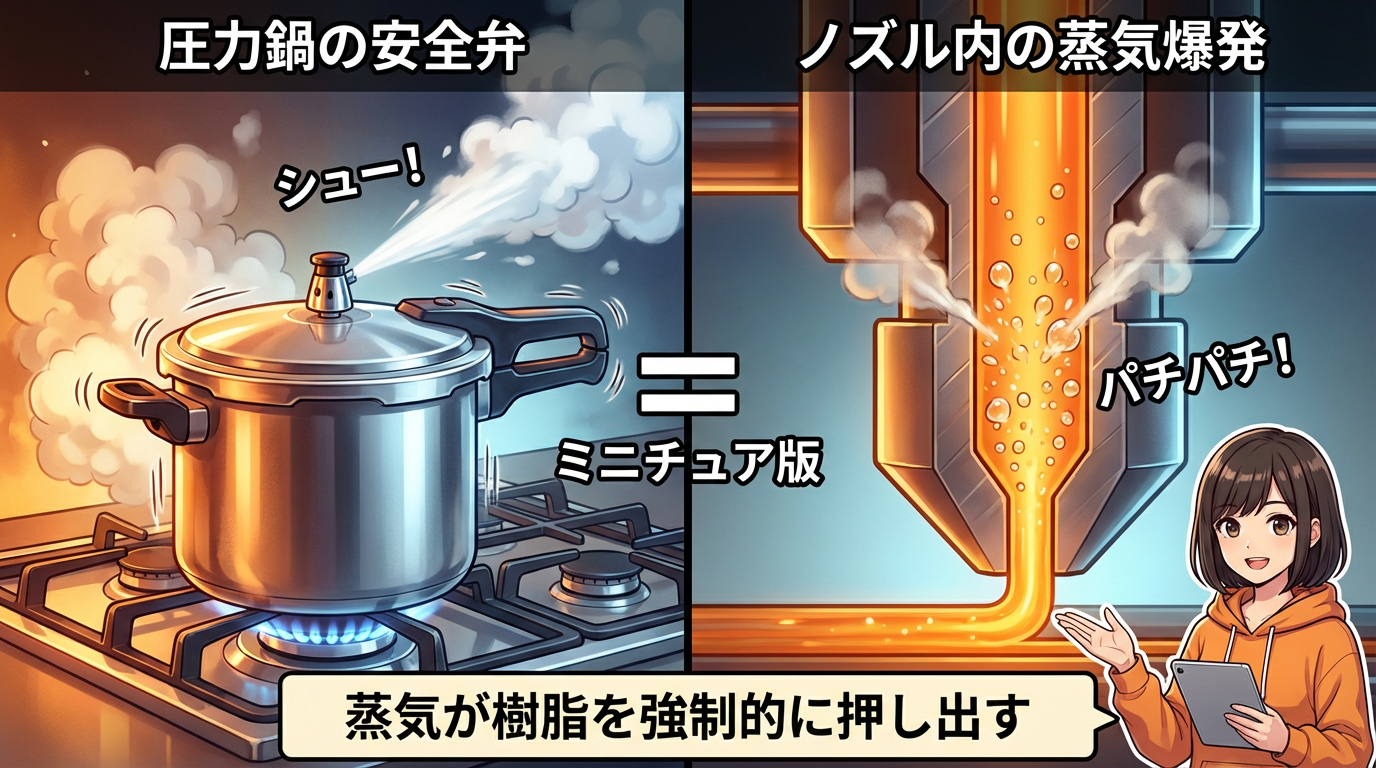
それがあの「パチパチ」音の正体なんです。
🧵 糸引きの真犯人 ─ リトラクションでは止められない

このプチプチ音だけならまだしも、もっと厄介なのが「糸引き」です。
Bambu Studioで「引き戻し(リトラクション)」を設定していても、ノズル内で発生し続ける水蒸気の膨張圧力が、樹脂を引き戻す力を上回ってしまうんです。
つまり、エクストルーダーが「戻せ!」って引っ張ってるのに、蒸気が「出ろ!」って押し出している。蒸気の方が強いから、移動中もダラダラと樹脂が垂れ続ける。
だからリトラクションの数値をいくらいじっても解決しないんですよね。真犯人は設定じゃなくて、水分なんです。
💪 強度低下と表面荒れ ─ ボイドの恐怖
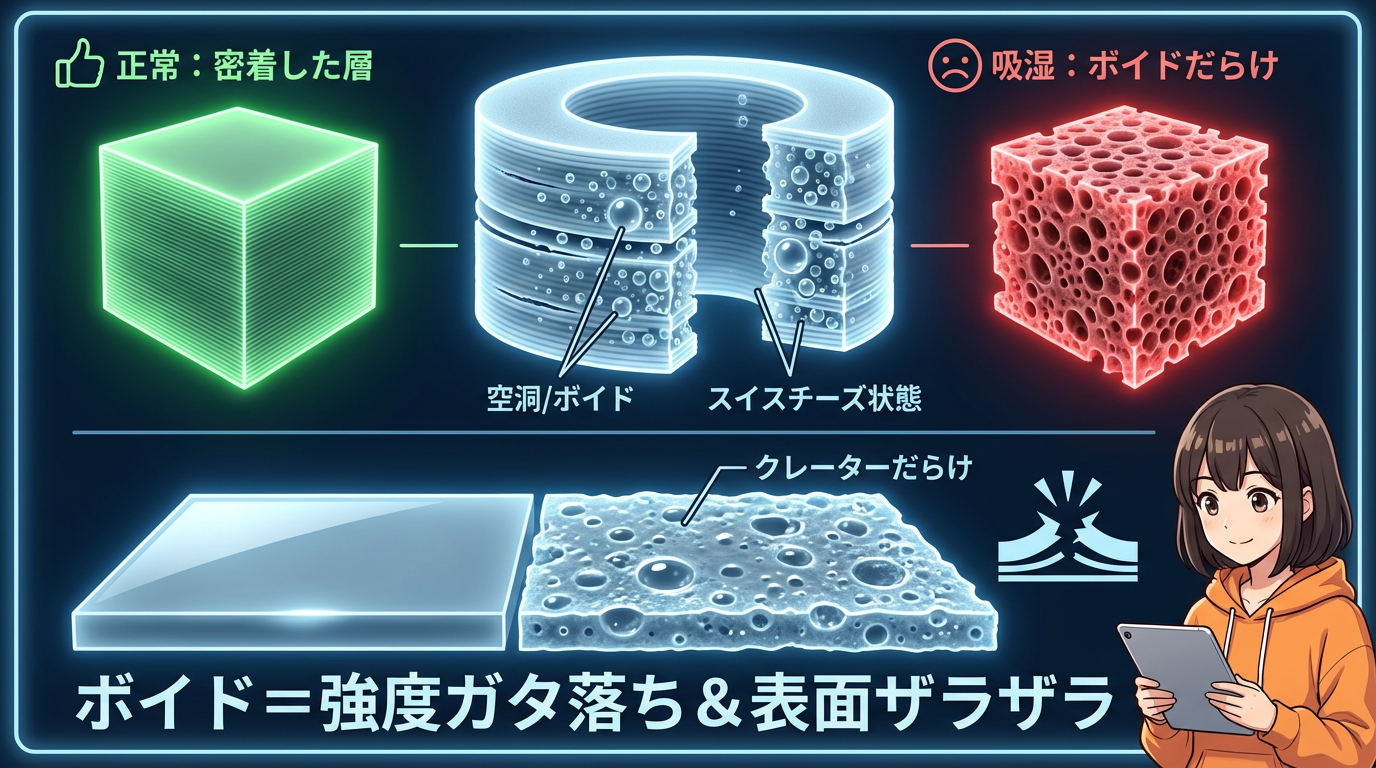
さらに深刻なのが、強度の低下です。
膨張した水蒸気は、樹脂の内部に微細な空洞(ボイド)を残したまま固まります。スイスチーズみたいにスカスカの状態ですね。こうなると層と層の密着が極端に弱くなって、ちょっとした力で「パキッ」と層ごとに割れてしまう。
表面も、気泡が弾けた痕でクレーターだらけになって、本来の光沢がなくなって白っぽくザラザラになります。見た目だけじゃなくて、構造的な強度もガタ落ちするんですよね。
📊 材料別の吸湿特性 ─ 同じプラスチックでも全然違う

「フィラメントは湿気に弱い」って一口に言っても、材料によって全然違います。
傾向としてはこんな感じです。
① Nylon(ナイロン)─ 吸湿王。アミド結合が水分をスポンジのように吸収。強度が大きく低下する報告も
② TPU ─ 非常に高い吸湿性。短時間の放置でもプリントに影響が出やすい
③ PETG ─ 油断できない。吸湿で糸引きが劇的に悪化する
④ ABS/ASA ─ 中程度。気泡発生や反りの悪化の原因になる
⑤ PLA ─ 比較的マシだが、長期放置で影響あり
PLA の落とし穴 ─ 「加水分解」という時限爆弾
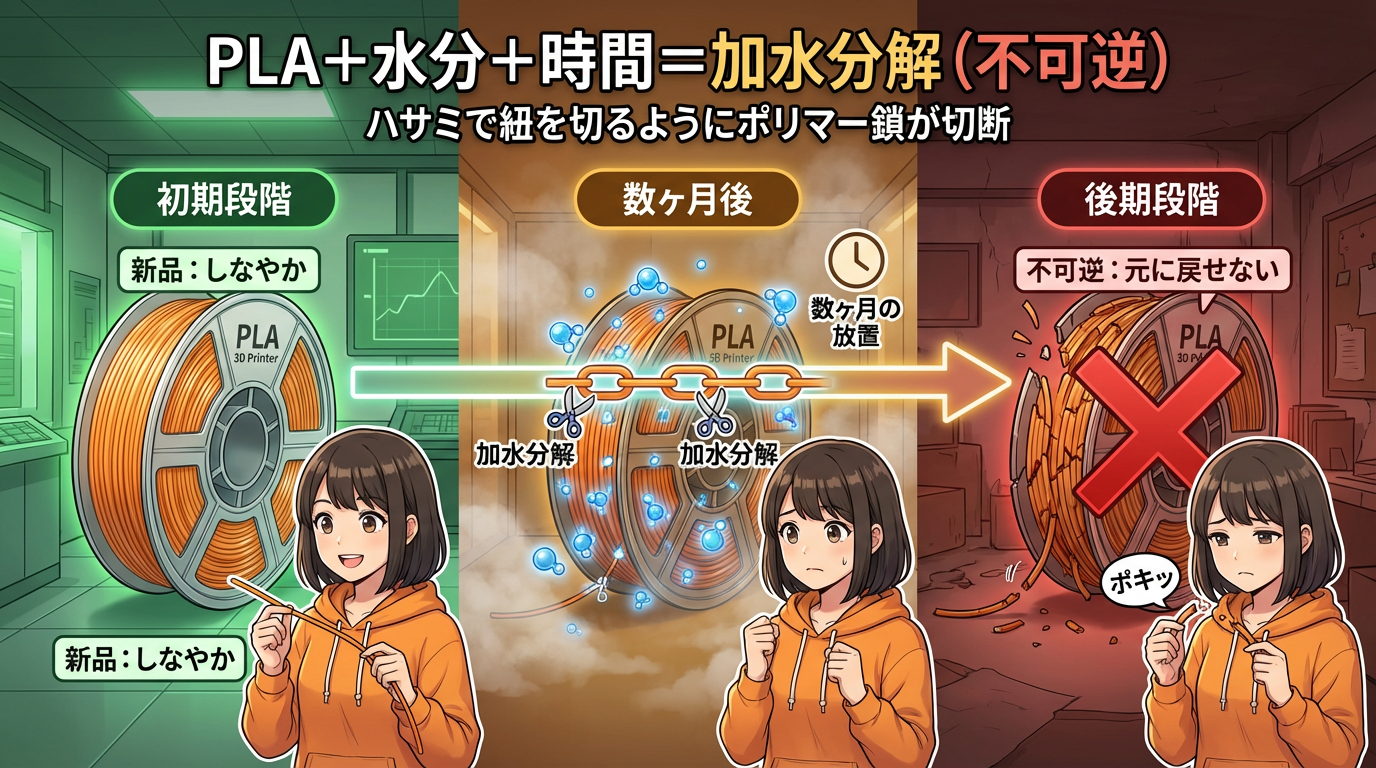
PLAは比較的吸湿しにくい素材として知られています。でも油断は禁物。
PLAを長期間湿気に晒すと「加水分解」という化学反応が起きます。吸った水分がポリマーの結合をジワジワと切断していく反応で、ハサミで紐をチョキチョキ切っていくようなイメージです。
そうなるとフィラメントがどんどん脆くなって、スプールから引き出すときにポキポキ折れるようになる。これ、一度起きたら元に戻せない不可逆な化学変化です。
PETG の糸引き ─ 乾燥だけで激変する

PETGは吸湿すると糸引きが劇的に悪化します。
「PETGってなんでこんなに糸引くの?」って悩んでいる人、結構いると思います。温度を下げたり、リトラクション距離を増やしたり、色々試しますよね。
実は、その糸引きに「吸湿」が絡んでいることがすごく多いんです。フィラメントを乾燥させるだけで、嘘みたいに糸引きが消えることがあります。
「設定をいじる前に、まず乾燥」。これを合言葉にしてください。
TPU と Nylon ─ 数時間で手遅れになる素材

TPUとNylonは、もう別格です。
TPUは湿度が高い日だと短時間でも影響が出やすい素材です。柔らかい素材なので、水蒸気の膨張でフィラメント自体がエクストルーダーの中でグニャッと変形して詰まることもあります。
Nylonは吸湿すると強度が大きく落ちるという報告が多くて、体感でもはっきりわかるレベルです。
この2つの素材は「使う直前まで乾燥機に入れておく」が鉄則です。
🌡️ 正しい乾燥方法 ─ 何を使えばいいの?
吸湿したフィラメントをどうやって乾かすのか。結論から言うと、選択肢は大きく4つあります。
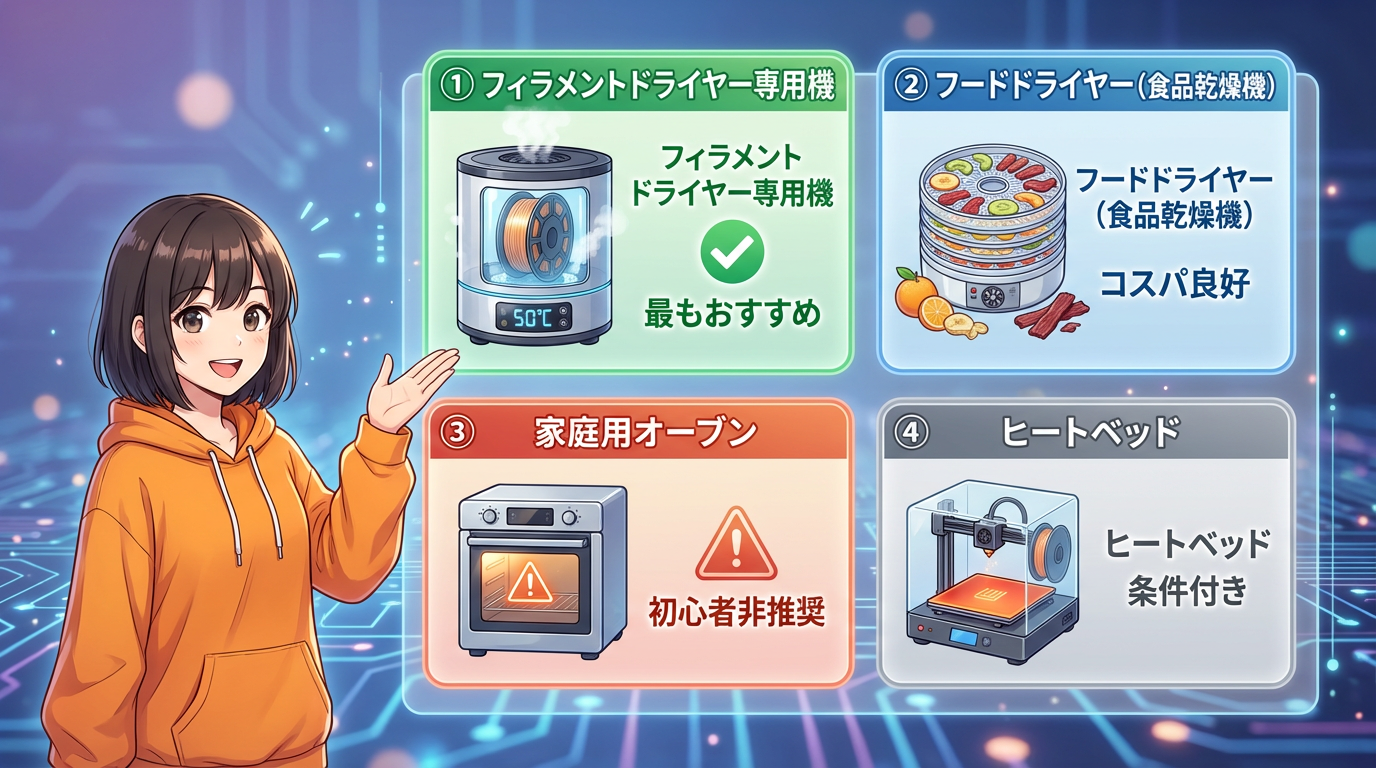
乾燥方法の4つの選択肢
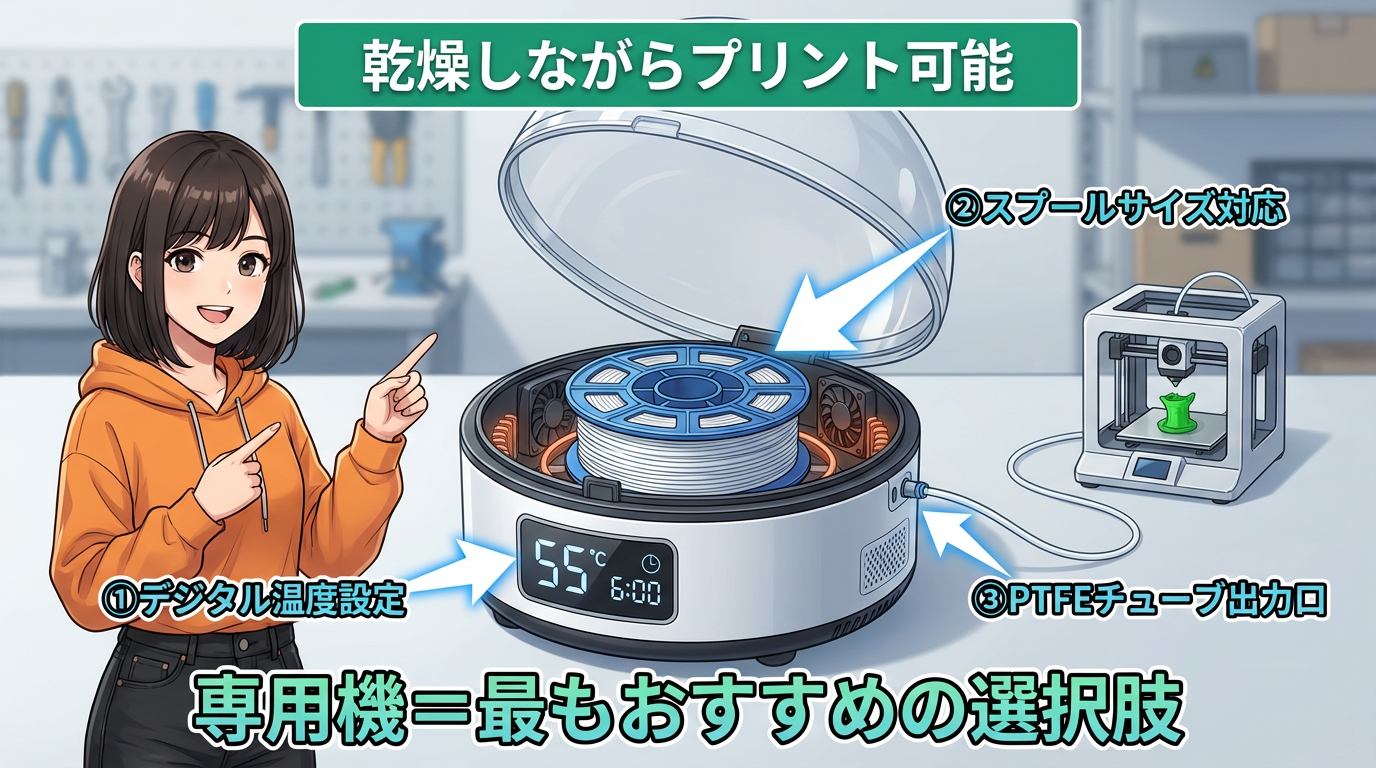
① フィラメントドライヤー専用機(最もおすすめ)
SunluやeSUNなどから出ている専用機。スプールサイズに最適化された設計で、温度もタイマーもデジタルで設定できます。最大の利点は、PTFEチューブ出力口が付いているモデルが多いこと。つまり「乾燥させながらプリンターに直接フィラメントを供給」できるんです。TPUやNylonには最適解ですね。
② フードドライヤー(コスパ良好)
本来はドライフルーツを作るものですが、ファンによる熱風循環式なのでスプール全体を均一に乾燥できます。専用機と比べてコスパもいい。ただし内部のトレイをニッパーで切る加工が必要です。
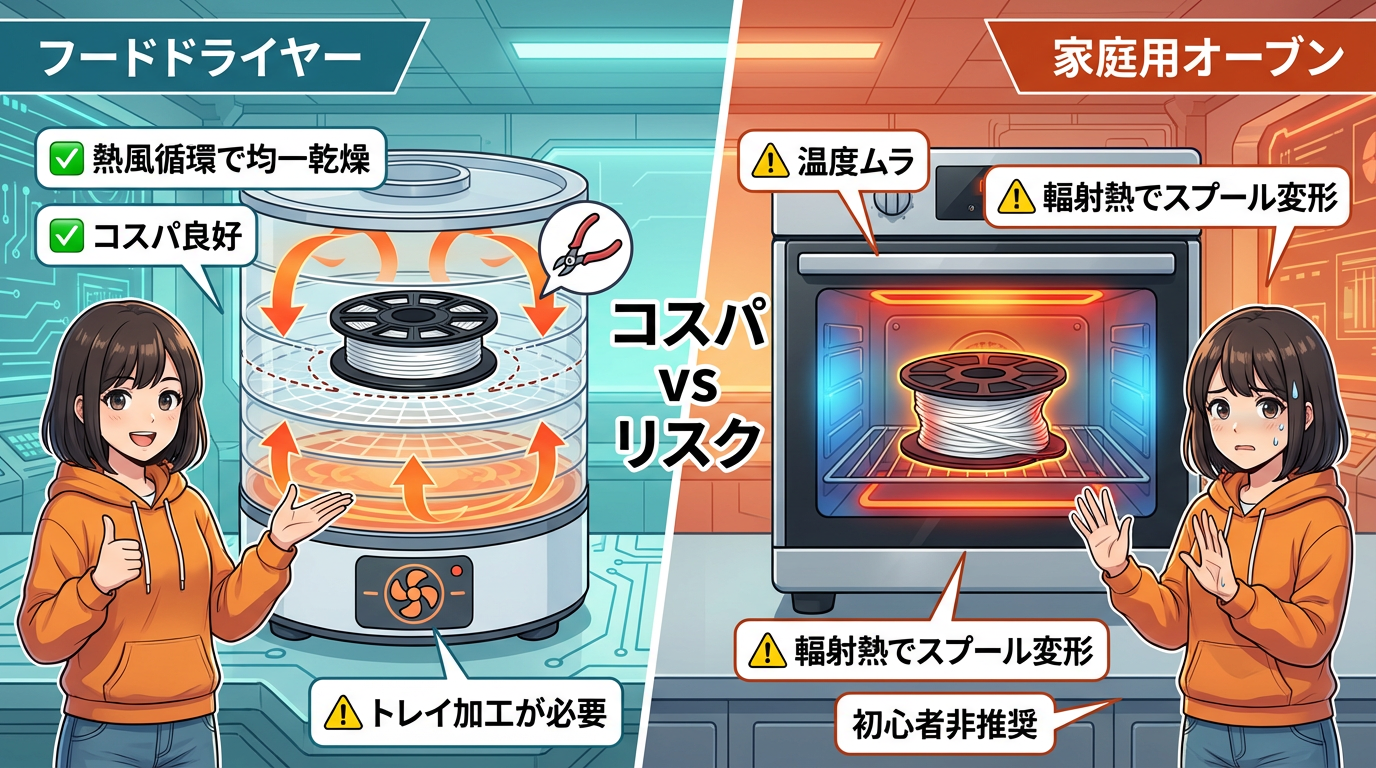
③ 家庭用オーブン(初心者非推奨)
50〜80℃の低温域での温度制御にムラがあって、ヒーターからの輻射熱でスプールが歪んだりフィラメントが融合するリスクがあります。温度管理のシビアさを考えると、ちゃんとした道具を使ったほうが結局は安く済みます。
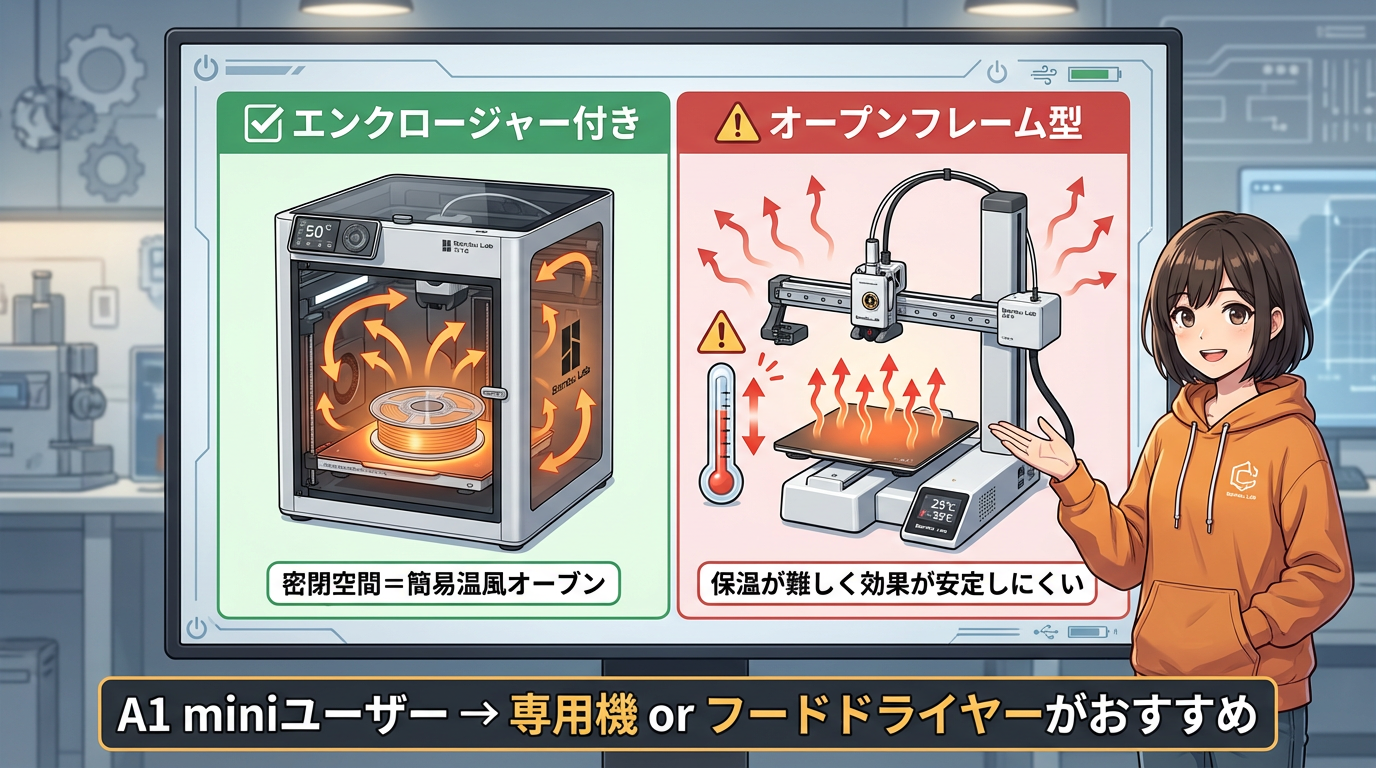
④ 3Dプリンターのヒートベッド(条件付き)
Bambu LabのX1シリーズやP1Sみたいにエンクロージャーが付いたプリンターなら、ヒートベッドの上にフィラメントを置いて箱を被せることで簡易オーブンとして使えます。ただし、A1 miniのようなオープンフレーム型では保温が難しく効果が安定しません。A1 miniユーザーは専用機かフードドライヤーがおすすめです。
材料別の乾燥温度と時間

乾燥するときに一番気をつけるのが「温度」です。材料ごとに安全な温度と必要な時間が違います。
① PLA / PLA-CF ─ 45〜55℃ / 6〜8時間(55℃を超えるとフィラメント同士がくっつくので要注意)
② PETG / PETG-CF ─ 60〜65℃ / 6〜8時間(比較的安定して乾燥可能)
③ TPU ─ 65〜75℃ / 8〜12時間(使う直前まで乾燥推奨)
④ ABS / ASA ─ 75〜85℃ / 6〜8時間(高温が必要)
⑤ Nylon (PA) ─ 75〜90℃ / 8〜12時間(水分と強力に結合しているため長時間必要)
大事なのは「温度の上限を守ること」。高温にすれば早く乾くって思いがちですけど、温度を上げすぎるとフィラメントそのものが熱でダメになります。最終的には使っているフィラメントメーカーの推奨値を優先してくださいね。
✅ 前編まとめ
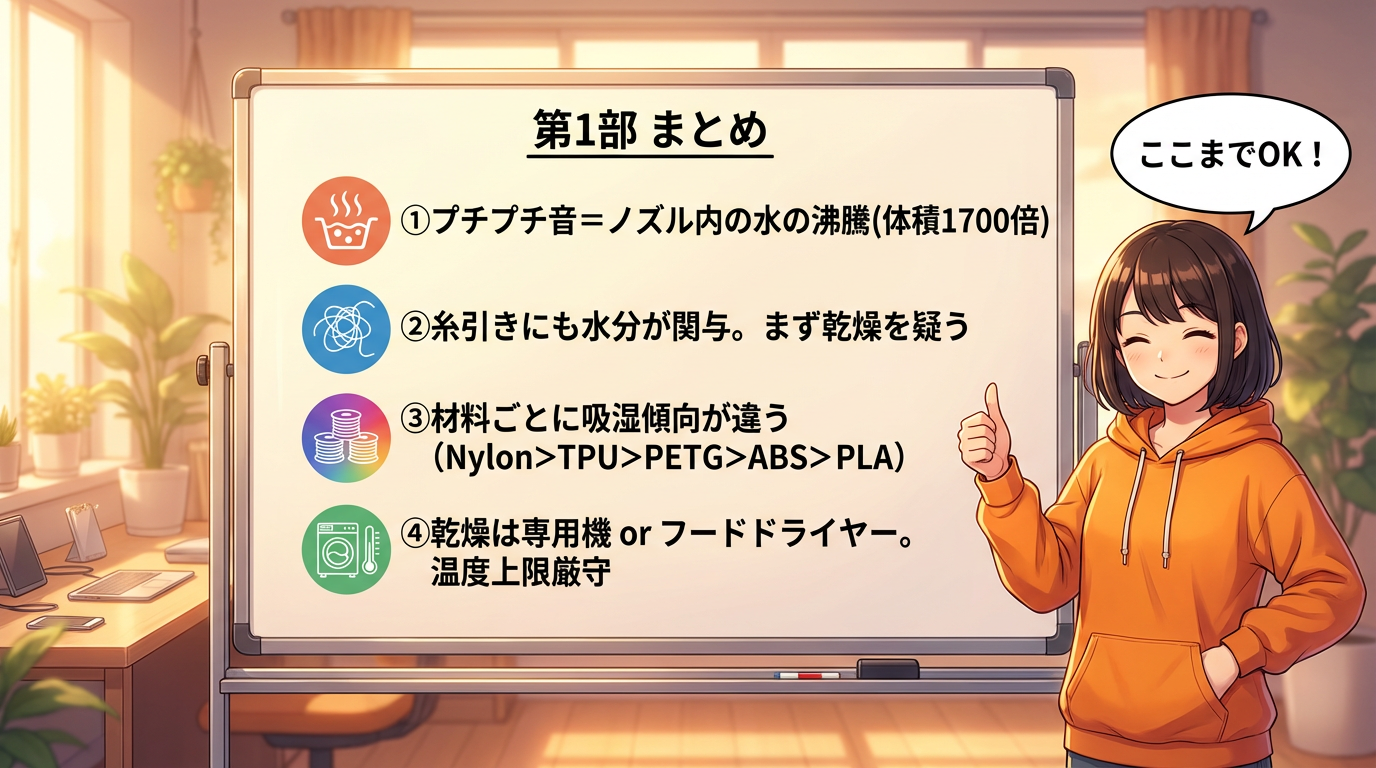
① プチプチ音の正体はノズル内での水の沸騰。蒸気が体積1700倍に膨張して樹脂を暴走させている
② 糸引きにも水分が大きく絡んでいる。リトラクションをいじる前に、まず乾燥を疑う
③ 材料ごとに吸湿しやすさの傾向が違う。NylonやTPUは特に敏感で、PETGも油断できない
④ 乾燥は専用機かフードドライヤーで。オーブンは初心者非推奨。材料ごとの温度上限を必ず守る

後編では、100均の密閉容器で作るドライボックスDIY、湿度管理の数値基準、そして「新品は乾燥している」「シリカゲルを入れれば大丈夫」などの陥りやすい4つの罠とその回避策を解説します。
🔗 関連リンク

ブログ(全記事一覧)

YouTube(動画で見たい方はこちら)
Note(テキストでじっくり読みたい方)
Podcast(音声で聴きたい方)


コメント